TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025036298
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2024146517
出願日
2024-08-28
発明の名称
樹脂粒子混合物およびその製造方法、ならびに造形物の製造方法
出願人
東レ株式会社
代理人
主分類
B29C
64/314 20170101AFI20250306BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】
外観に優れる三次元造形物の製造方法、さらには、その材料として好適に用いられる樹脂粒子混合物、およびその製造方法を提供すること。
【解決手段】
数平均繊維長が30μm以上120μm以下かつ繊維長200μm以上の数が5%以下である炭素繊維を含む、樹脂粒子混合物。
【選択図】なし
特許請求の範囲
【請求項1】
平均粒子径が1μm以上100μm以下の熱可塑性樹脂粒子および炭素繊維を含む樹脂粒子混合物であって、炭素繊維の数平均繊維長が30μm以上120μm以下かつ繊維長200μm以上の炭素繊維の数が5%以下である炭素繊維を含む樹脂粒子混合物。
続きを表示(約 600 文字)
【請求項2】
樹脂粒子混合物全体100重量%に対して炭素繊維を10重量%以上、50重量%以下含む請求項1記載の樹脂粒子混合物。
【請求項3】
炭素繊維の直径が1μm以上30μm以下である請求項1記載の樹脂粒子混合物。
【請求項4】
熱可塑性樹脂粒子の融点が200℃以上300℃以下である請求項1記載の樹脂粒子混合物。
【請求項5】
炭素繊維から長繊維を除去する工程を実施し、数平均繊維長が30μm以上120μm以下かつ繊維長200μm以上の炭素繊維の数が5%以下である炭素繊維を得、次いで熱可塑性樹脂粒子と混合する、請求項1~4のいずれか記載の樹脂粒子混合物の製造方法。
【請求項6】
請求項1~4のいずれか記載の樹脂粒子混合物を用いて三次元造形を行う造形物の製造方法。
【請求項7】
請求項1~4のいずれかに記載の樹脂粒子混合物であって、粉末床溶融結合方式により、幅10mm、長さ80mm,厚さ4mmの試験片を、80mmの長さ方向がリコーターが移動するのと平行な方向(X方向)となるように作製したときの、当該試験片のJIS K7171(2016)に従い測定したX方向の曲げ弾性率を試験片の重量で除した値が1100MPa/g以上である樹脂粒子混合物を用いて、粉末床溶融結合方式によって得られる三次元造形物。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車や航空宇宙、産業、医療などの幅広い用途に適した三次元造形物を製造する方法、さらには、その材料として好適に用いられる樹脂粒子混合物、およびその製造方法に関するものである。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
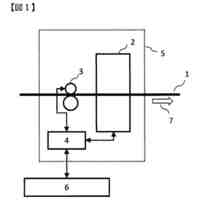
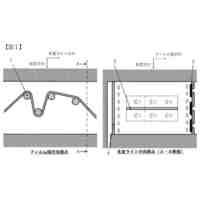
三次元造形は、形状の自由度が高い設計を可能とすることから、自動車や航空宇宙、産業、医療などの用途に広く展開されている。かかる造形方式としては、粉末床溶融結合方式が、精密造形や機械強度を実現できる点やサポート部材が不要であるという点で好適である。粉末床溶融結合方式の造形工程は、樹脂粉末を薄層に展開する薄層形成工程と、形成された薄層に、造形対象物の断面形状に対応する形状にレーザー光を照射して、その粉末を結合させる断面形状形成工程を順次繰り返すことにより製造する方法である。
【0003】
上記の樹脂粉末の素材としては、主にポリアミド12樹脂が多く用いられてきたが、近年、強度や耐熱性の要求が強まり、耐熱性の高いポリアミド樹脂や優れた機械特性や耐熱性などを有しているポリフェニレンスルフィド樹脂(以下、PPS樹脂と称する場合がある。)に代表されるポリアリーレンスルフィド樹脂などの高機能性の素材適用が望まれている。
【0004】
粉末床溶融結合方式において、造形物の寸法精度や強度を向上させる技術が求められている。具体的には、樹脂粉末にガラス繊維や炭素繊維などの繊維状の無機強化材を混合した樹脂粒子混合物の技術が開発されている。特に、炭素繊維は軽量でありながら高強度、高弾性を持ち、その優れた特徴から樹脂の強化材として注目されており、炭素繊維を含む樹脂粒子混合物は、樹脂粒子と溶融した際に樹脂が強化材に含浸し、補強効果を得ることがその機能上極めて重要となる。
【0005】
例えば、特許文献1では、ポリアリールエーテルケトンやポリアミド11、ポリアミド12などの粒子と長さの中央値L50が20~150μmの炭素繊維やガラス繊維を含む粉末を用いて、粉末床溶融結合方式で機械的特性に優れる造形物を製造する方法が開示されている。
【0006】
特許文献2では、PPS樹脂粒子に最大寸法が1μm以上200μm以下の無機強化剤を配合し、PPS樹脂粉粒体混合物を成形材料とすることで、機械強度にすぐれた成形品が得られることが記載されている。ここで、特許文献2における最大寸法とは外角輪郭洗浄の任意の2点を、その距離が最大になるように選んだ時の長さを最大長さとして計測した値の平均値のことである。
【先行技術文献】
【特許文献】
【0007】
国際公開2007-535585号
特開2017-43654号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1では、炭素繊維としてミルドファイバーを使用していると考えられるが、長さの中央値L50が20~150μmの炭素繊維を特段の処理をすることなく使用しているため、積層造形を行う際に、比較的長繊維の炭素繊維が絡まることによってダマが発生し、粉面の積層が困難になる問題が発生する。また、特許文献2における最大寸法とは無機強化剤の輪郭線上の任意の2点を、その距離が最大になるように選んだ時の長さを最大長さとして計測した値の平均値であるため、特許文献2における最大寸法が1~200μmの無機強化剤にも比較的長繊維の強化繊維が含まれると考えられ、特許文献1に記載される発明と同様に、繊維長が長い強化繊維によるダマが発生し、造形物中に混入することで外観が悪化し、さらにダマを欠点として機械特性が低下するという問題があった。
【0009】
そこで、本発明は、従来技術の問題に鑑み、ダマの発生を最小化し、外観に優れ、軽量で高い機械特性を発現する三次元造形物を製造する方法、さらには、その材料として好適に用いられる樹脂粒子混合物、およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、かかる課題を解決すべく鋭意検討を行った結果、下記発明に至った。すなわち、本発明は、以下の通りである。
(1)平均粒子径が1μm以上100μm以下の熱可塑性樹脂粒子および炭素繊維を含む混合物であって、炭素繊維の数平均繊維長が30μm以上120μm以下かつ繊維長200μm以上の炭素繊維の数が5%以下である炭素繊維を含む樹脂粒子混合物。
(2)樹脂粒子混合物全体100重量%に対して炭素繊維を10重量%以上、50重量%以下含む(1)記載の樹脂粒子混合物。
(3)炭素繊維の平均直径が1μm以上30μm以下である(1)または(2)記載の樹脂粒子混合物。
(4)熱可塑性樹脂粒子の融点が200℃以上300℃以下である(1)~(3)のいずれか記載の樹脂粒子混合物。
(5)炭素繊維から長繊維を除去する工程を実施し、数平均繊維長が30μm以上120μm以下かつ繊維長200μm以上の炭素繊維の数が5%以下である炭素繊維を得、次いで熱可塑性樹脂粒子と混合する、(1)~(4)のいずれか記載の樹脂粒子混合物の製造方法。
(6)(1)~(4)のいずれか記載の樹脂粒子混合物を用いて三次元造形を行う造形物の製造方法。
(7)(1)~(4)のいずれかに記載の樹脂粒子混合物であって、粉末床溶融結合方式により、幅10mm、長さ80mm,厚さ4mmの試験片を、80mmの長さ方向がリコーターが移動するのと平行な方向(X方向)となるように作製したときの、当該試験片のJIS K7171(2016)に従い測定したX方向の曲げ弾性率を試験片の重量で除した値が1100MPa/g以上である樹脂粒子混合物を用いて、粉末床溶融結合方式によって得られる三次元造形物。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
織物
19日前
東レ株式会社
吸着材料
5日前
東レ株式会社
積層フィルム
13日前
東レ株式会社
水電解用隔膜
21日前
東レ株式会社
多孔質構造体
7日前
東レ株式会社
不織布および衣料
6日前
東レ株式会社
シート状物の検査方法
6日前
東レ株式会社
再生ポリエステル繊維
5日前
東レ株式会社
多層積層複合断面繊維
5日前
東レ株式会社
ポリオレフィン微多孔膜
5日前
東レ株式会社
フィルム及びその製造方法
18日前
東レ株式会社
積層体およびその製造方法
1日前
東レ株式会社
不織布およびワイピング用シート
6日前
東レ株式会社
ポリエステルフィルムの製造方法
12日前
東レ株式会社
人工皮革および人工皮革の製造方法
6日前
東レ株式会社
ポリエステルフィルムとその製造方法
19日前
東レ株式会社
積層フィルム、センサー、およびテープ
18日前
東レ株式会社
積層フィルム、センサー、およびテープ
18日前
東レ株式会社
積層フィルム、センサー、およびテープ
18日前
東レ株式会社
ガス分離方法、精製流体及びガス分離装置
14日前
東レ株式会社
離型フィルムとその製造方法、及び積層体
12日前
東レ株式会社
積層シート、建築材料、および通信機器筐体。
14日前
東レ株式会社
熱可塑性ポリエステル樹脂組成物およびその成形品
6日前
東レ株式会社
多孔性フィルム、二次電池用セパレータ、および二次電池
11日前
東レ株式会社
二軸配向ポリエステルフィルムロールおよびその製造方法
7日前
東レ株式会社
ポリウレタンを含む回収布帛のポリウレタン含有量を低減する方法
19日前
東レ株式会社
脂溶性ビタミン又はその誘導体と温度応答性イオン液体を含む組成物
6日前
東レ株式会社
着色感光性樹脂組成物、着色感光性樹脂基板、カラーフィルタおよび素子
5日前
東レ株式会社
熱硬化性樹脂組成物、繊維強化複合材料用成形材料および繊維強化複合材料
7日前
東レ株式会社
生体信号モニタリング用ウェア
4日前
東レ株式会社
リサイクルポリエステル樹脂組成物および積層リサイクルポリエステルフィルム
19日前
東レ株式会社
エポキシ樹脂組成物、成形品、繊維強化複合材料用成形材料および繊維強化複合材料
5日前
東レ株式会社
芳香族ポリアミドおよび/または芳香族ポリアミドイミドを含む成形体、溶液および製造方法
19日前
東レ株式会社
学習済みモデル生成方法、材料選定方法、学習済みモデル生成プログラムおよび材料選定プログラム
22日前
東レ株式会社
電解質膜補強用ポリアリーレンスルフィドフィルム、フィルムロール、電解質膜補強用フィルム、電解質膜補強部材、燃料電池、水電解装置
6日前
APC株式会社
二軸延伸ポリアリーレンスルフィド系樹脂フィルム、積層体、回路基板、二軸延伸ポリアリーレンスルフィド系樹脂フィルムの製造方法、および積層体の製造方法
13日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ