TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025034512
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023140929
出願日
2023-08-31
発明の名称
膜厚信号処理装置、研磨装置、および膜厚信号処理方法
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
37/013 20120101AFI20250306BHJP(研削;研磨)
要約
【課題】測定範囲内における膜厚分布の精度を改善した膜厚信号処理装置を提供する
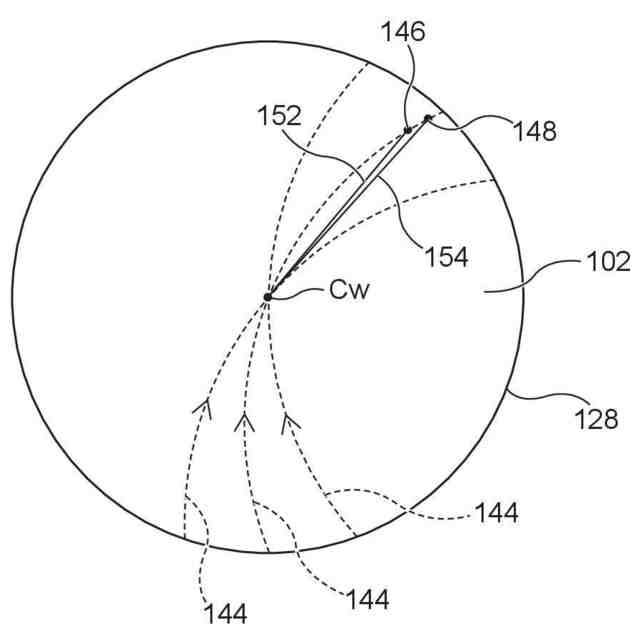
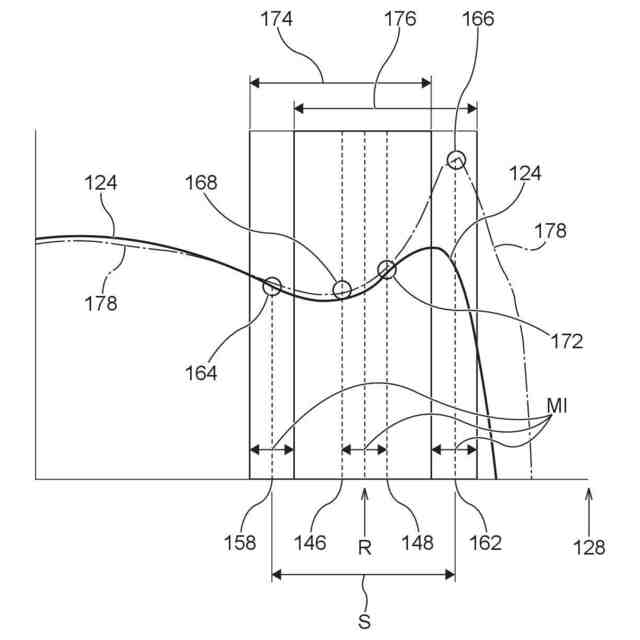
【解決手段】膜厚信号処理装置は受信部と補正部を有する。受信部は、渦電流センサから出力されたセンサデータを受信して、第1の膜厚データ168および第2の膜厚データ172を生成する。補正部は、受信部によって生成された第1の膜厚データ168および第2の膜厚データ172の補正を行う。補正部は、渦電流センサの1回の測定において測定対象とする研磨対象物上の測定範囲174,176のサイズと、研磨対象物上の第1の測定点146において測定された第1の膜厚データ168と、研磨対象物上の第2の測定点148において測定された第2の膜厚データ172とに基づいて補正された膜厚データ166を求める。第1の測定点146と第2の測定点148との距離は、測定範囲174,176のサイズ以下である。
【選択図】図8
特許請求の範囲
【請求項1】
研磨対象物の膜厚を検出するための膜厚センサから出力されたセンサデータを受信して、第1および第2の膜厚データを生成する受信部と、
前記受信部によって生成された前記第1および第2の膜厚データの補正を行う補正部と、を備え、
前記補正部は、前記膜厚センサの1回の測定において測定対象とする前記研磨対象物上の測定範囲のサイズと、前記研磨対象物上の第1の測定点において測定された前記第1の膜厚データと、前記研磨対象物上の第2の測定点において測定された前記第2の膜厚データとに基づいて補正された膜厚データを求め、
前記第1の測定点と前記第2の測定点との距離は、前記測定範囲のサイズ以下であることを特徴とする膜厚信号処理装置。
続きを表示(約 1,000 文字)
【請求項2】
前記第1の測定点から前記研磨対象物の中心までの第1の距離と、前記第2の測定点から前記研磨対象物の前記中心までの第2の距離は異なることを特徴とする請求項1記載の膜厚信号処理装置。
【請求項3】
前記第1の膜厚データが測定された後の最初の測定において前記第2の膜厚データが測定されることを特徴とする請求項1または2記載の膜厚信号処理装置。
【請求項4】
前記補正部は、前記研磨対象物上において前記サイズの距離だけ離れている第3の測定点と第4の測定点に対応する第3の膜厚データと第4の膜厚データのうちの少なくとも一方を、前記第1の膜厚データと前記第2の膜厚データとに基づいて補正された前記膜厚データとして求めることを特徴とする請求項1または2記載の膜厚信号処理装置。
【請求項5】
前記第3の膜厚データと前記第4の膜厚データとの差は、前記第1の膜厚データと前記第2の膜厚データとの差に比例することを特徴とする請求項5記載の膜厚信号処理装置。
【請求項6】
前記補正は、前記第1または第2の膜厚データの時間に関する変化量が所定値を超えるときに行うことを特徴とする請求項1または2記載の膜厚信号処理装置。
【請求項7】
前記補正は、前記第1または第2の膜厚データの位置に関する変化量が所定値を超えるときに行うことを特徴とする請求項1または2記載の膜厚信号処理装置。
【請求項8】
前記補正は、前記研磨対象物の端部の近傍で測定された前記第1および第2の膜厚データに基づいて行うことを特徴とする請求項1または2記載の膜厚信号処理装置。
【請求項9】
前記補正は、前記膜厚センサの前記測定範囲内に前記端部があるときに行うことを特徴とする請求項8記載の膜厚信号処理装置。
【請求項10】
前記研磨対象物と前記膜厚センサとの距離が第1の長さのときの前記サイズを第1のサイズとし、前記研磨対象物と前記膜厚センサとの距離が、第2の長さのときの前記サイズを第2のサイズとするときに、前記第1の長さが前記第2の長さより長いとき、前記第1のサイズは前記第2のサイズより大きいことを特徴とする請求項1または2記載の膜厚信号処理装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、膜厚信号処理装置、研磨装置、および膜厚信号処理方法に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
近年、半導体デバイスの高集積化・高密度化に伴い、回路の配線がますます微細化し、多層配線の層数も増加している。回路の微細化を図りながら多層配線を実現するためには、半導体デバイス表面を精度よく平坦化処理する必要がある。
【0003】
半導体デバイス表面の平坦化技術として、化学的機械研磨(CMP(Chemical
Mechanical Polishing))が知られている。CMPを行うための研磨装置は、研磨パッドが貼り付けられた研磨テーブルと、研磨対象物(例えば半導体ウェハなどの基板、又は基板の表面に形成された各種の膜)を保持するためのトップリング(保持部)とを備えている。研磨装置は、研磨テーブルを回転駆動できるモータ(駆動部)で研磨テーブルを回転させながら、トップリングに保持された研磨対象物を研磨パッドに押圧することによって研磨対象物を研磨する。
【0004】
研磨装置は、研磨対象物の膜厚に基づいて研磨工程の終点検知を行うために膜厚測定装置を備えている。膜厚測定装置は、研磨対象物の膜厚を検出する膜厚センサを備えている。膜厚センサは代表的には、渦電流センサ、又は、光学式センサが挙げられる。
【0005】
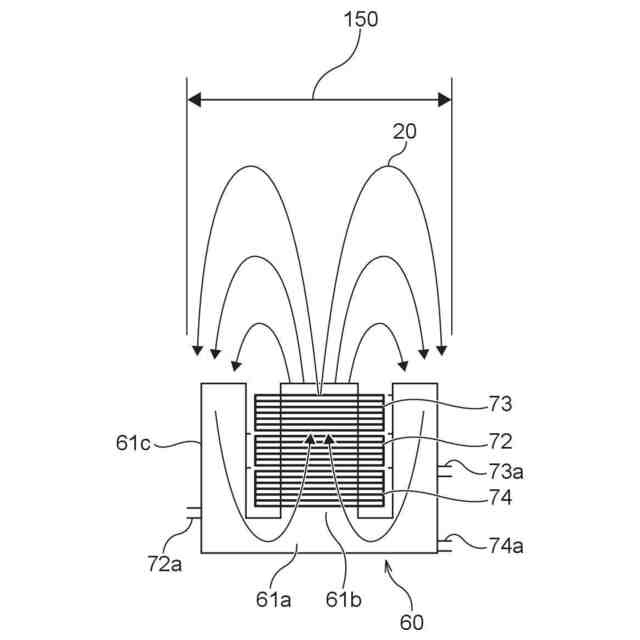
渦電流センサ又は光学式センサは、研磨テーブルに形成された穴に配置され、研磨テーブルの回転とともに回転しながら、研磨対象物と対向している時に膜厚を検出する。渦電流センサは、導電膜などの研磨対象物に渦電流を誘起させ、研磨対象物に誘起された渦電流によって発生する磁界の変化から研磨対象物の厚さの変化を検出する。一方、光学式センサは、研磨対象物に光を照射し、研磨対象物から反射する干渉波を測定することによって研磨対象物の厚さを検出する。
【0006】
膜厚センサによる膜厚分布は、センサの測定スポット(渦電流センサの場合は、ウェハに誘起された渦電流が存在するウェハ上の測定範囲。光学式センサの場合はウェハ上の光の照射範囲。以下では「測定範囲」と呼ぶ。)の全体からの検出信号に基づく膜厚の測定値(膜厚データ)と、ウェハ上における測定点の位置とを対応付けたものである。例えば、測定点の位置としてはセンサ中心の位置を用いることがある。測定範囲は、ウェハにおいて範囲を持って存在する一方、その測定値をウェハ上の特定位置である測定点の位置に紐づけられる。このため、測定範囲内における膜厚分布の精度、すなわち空間分解能に向上の余地がある。
【先行技術文献】
【特許文献】
【0007】
特許6795337号
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の一形態は、このような問題点を解消すべくなされたもので、その目的は、測定範囲内における膜厚分布の精度を改善した膜厚信号処理装置を提供することである。
【課題を解決するための手段】
【0009】
上記課題を解決するために、第1の形態では、研磨対象物の膜厚を検出するための膜厚センサから出力されたセンサデータを受信して、第1および第2の膜厚データを生成する受信部と、前記受信部によって生成された前記第1および第2の膜厚データの補正を行う補正部と、を備え、前記補正部は、前記膜厚センサの1回の測定において測定対象とする前記研磨対象物上の測定範囲のサイズと、前記研磨対象物上の第1の測定点において測定された前記第1の膜厚データと、前記研磨対象物上の第2の測定点において測定された前記第2の膜厚データとに基づいて補正された膜厚データを求め、前記第1の測定点と前記第2の測定点との距離は、前記測定範囲のサイズ以下であることを特徴とする膜厚信号処理装置という構成を採っている。
【0010】
本実施形態では、補正部は、膜厚センサの1回の測定において測定対象とする研磨対象物上の測定範囲のサイズと、研磨対象物上の第1の測定点において測定された第1の膜厚データと、研磨対象物上の第2の測定点において測定された第2の膜厚データとに基づいて補正された膜厚データを求めている。特に測定範囲のサイズを補正に用いているため、測定範囲内における膜厚分布の精度を改善した膜厚信号処理装置を提供できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社荏原製作所
養殖装置および排水ユニット
2日前
株式会社荏原製作所
ポンプ装置のクールダウン方法
今日
株式会社荏原製作所
回転速度算出装置、回転速度算出方法、基板洗浄装置および基板処理装置
今日
個人
両軸回転ヤスリ
2か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
5日前
トヨタ自動車株式会社
外径測定方法
2か月前
株式会社リブラ
ブラスト加工装置
2日前
株式会社IHI
ブラストガン
1か月前
トヨタ自動車株式会社
バリ取り装置
13日前
キヤノン電子株式会社
加工工具、及び、加工装置
12日前
株式会社精工技研
研磨装置および研磨方法
1日前
リックス株式会社
ドライアイス噴射装置
2か月前
信越半導体株式会社
洗浄処理装置
2か月前
株式会社ディスコ
加工装置
1か月前
NTN株式会社
加工装置
27日前
株式会社ツガミ
円筒研削盤
4か月前
株式会社プロテリアル
焼結磁石の製造方法
1日前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社マキタ
サンダ
27日前
株式会社ディスコ
加工具
3か月前
株式会社トクピ製作所
研削方法
3か月前
富士紡ホールディングス株式会社
研磨パッド
今日
住友重機械工業株式会社
研削制御装置及び研削方法
4か月前
富士紡ホールディングス株式会社
研磨パッド
今日
富士紡ホールディングス株式会社
研磨パッド
2日前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
3か月前
株式会社ディスコ
研磨装置
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工方法
8日前
株式会社ディスコ
研削装置
26日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ