TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025031611
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2024134601
出願日
2024-08-09
発明の名称
セラミックサセプタ及びその製造方法
出願人
ミコ セラミックス リミテッド
代理人
弁理士法人太陽国際特許事務所
主分類
C23C
16/458 20060101AFI20250228BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】MMC(Metal Matric Composite)金属セラミック複合材ベースボディーの上板及び下板の結合力が向上したセラミックサセプタの製造方法、およびセラミックサセプタを提供する。
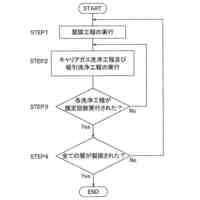
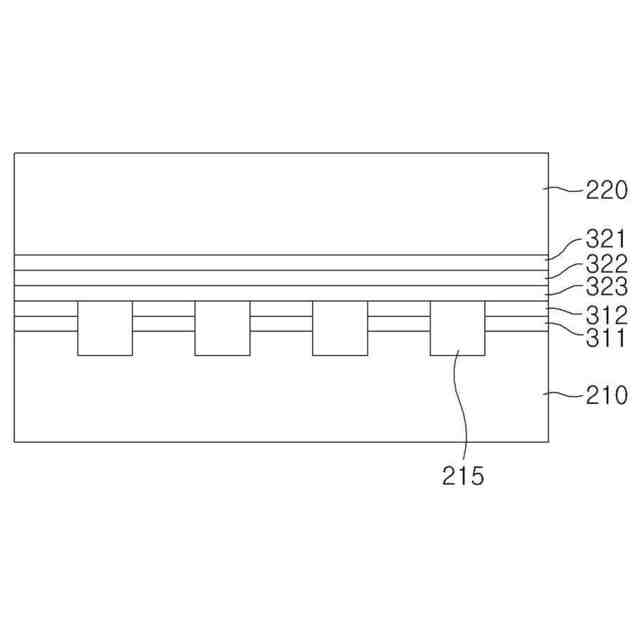
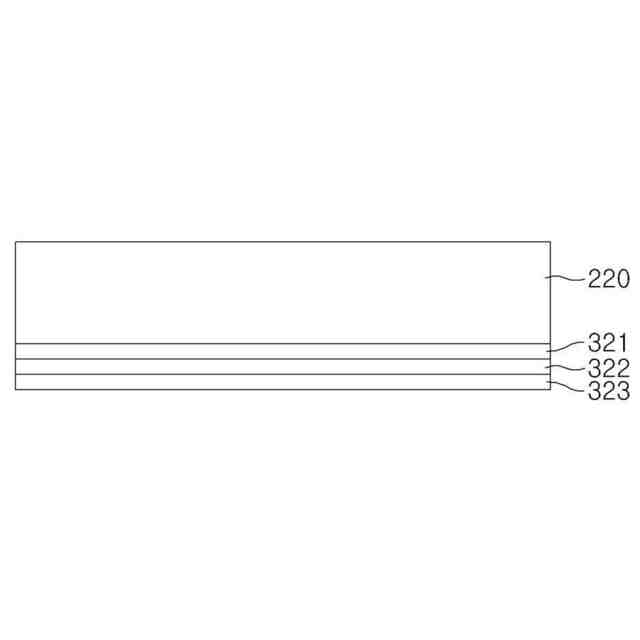
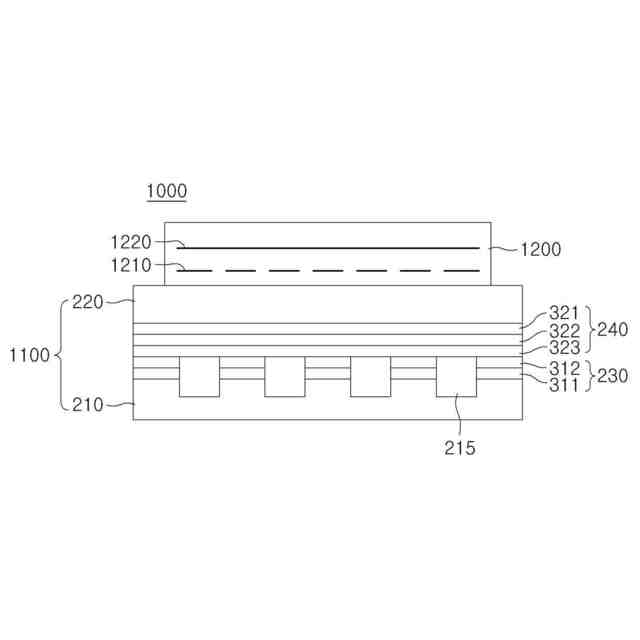
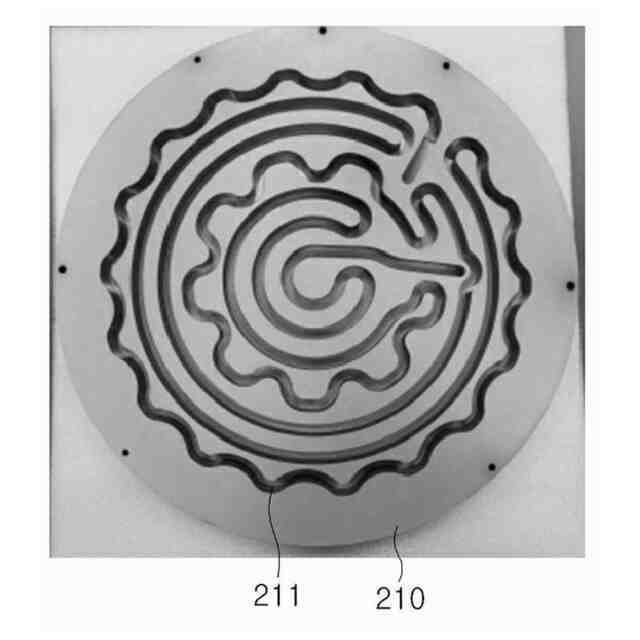
【解決手段】セラミックサセプタのベースボディーは、それぞれ金属セラミック複合材からなる下板210及び上板220の接合体を含み、セラミックサセプタのベースボディーの製造方法は、前記上板の接合面に第1活性金属層321、第1アルミニウム層322及びブレージングフィラー層323を順次積層する段階、前記下板の接合面上に第2活性金属層311及び第2アルミニウム層312を順次積層する段階、及び前記ブレージングフィラー層によって前記下板と前記上板とをブレージング接合する段階を含む。
【選択図】図2C
特許請求の範囲
【請求項1】
セラミックサセプタのベースボディーの製造方法であって、
前記ベースボディーはそれぞれ金属セラミック複合材からなる下板及び上板の接合体を含み、
前記上板の接合面に第1活性金属層、第1アルミニウム層及びブレージングフィラー層を順次積層する段階と、
前記下板の接合面上に第2活性金属層及び第2アルミニウム層を順次積層する段階と、
前記ブレージングフィラー層を介した前記第1アルミニウム層及び前記第2アルミニウム層の接合がなされるように前記下板と前記上板とをブレージング接合する段階と、
を含むセラミックサセプタのベースボディーの製造方法。
続きを表示(約 880 文字)
【請求項2】
前記下板の接合面の間に溝部を含む、請求項1に記載のセラミックサセプタのベースボディーの製造方法。
【請求項3】
前記第1活性金属層及び前記第2活性金属層は、Ti、Zr、Nb、Hf、又はTaのいずれか一つ以上を含む、請求項1に記載のセラミックサセプタのベースボディーの製造方法。
【請求項4】
前記第1活性金属層及び前記第2活性金属層の厚さは、1~5μmである、請求項1に記載のセラミックサセプタのベースボディーの製造方法。
【請求項5】
前記第1アルミニウム層及び前記第2アルミニウム層の厚さは、5~10μmである、請求項1に記載のセラミックサセプタのベースボディーの製造方法。
【請求項6】
ベースボディーと絶縁プレートとを含むセラミックサセプタであって、
前記ベースボディーはそれぞれ金属セラミック複合材からなる下板及び上板と、それらの間の接合部と、を含み、
前記接合部は、
前記上板上に順次積層された第1活性金属層、第1アルミニウム層及びブレージングフィラー層と、
前記下板上に順次積層された第2活性金属層及び第2アルミニウム層と、を含み、
前記下板と前記上板とが前記ブレージングフィラー層によってブレージング接合されている、セラミックサセプタ。
【請求項7】
前記接合部は、前記ベースボディーの冷却流路の間に形成されている、請求項6に記載のセラミックサセプタ。
【請求項8】
前記第1活性金属層及び前記第2活性金属層は、Ti、Zr、Nb、Hf、又はTaのいずれか一つ以上を含む、請求項6に記載のセラミックサセプタ。
【請求項9】
前記第1活性金属層及び前記第2活性金属層の厚さは、1~5μmである、請求項6に記載のセラミックサセプタ。
【請求項10】
前記第1アルミニウム層及び前記第2アルミニウム層の厚さは、5~10μmである、請求項6に記載のセラミックサセプタ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、セラミックサセプタに関し、特に、MMC(Metal Matric Composite)金属セラミック複合材ベースボディーの上板及び下板の結合力の向上のためのブレージング接合に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
一般に、半導体装置又はディスプレイ装置は、誘電体層及び金属層を含む複数の薄膜層をガラス基板、フレキシブル基板、又は半導体ウエハー基板上に順次に積層した後、パターニングする方式で製造される。これらの薄膜層は、化学気相蒸着(Chemical Vapor Deposition,CVD)工程又は物理気相蒸着(Physical Vapor Deposition,PVD)工程によって基板上に順次に蒸着される。前記CVD工程には、低圧化学気相蒸着(Low Pressure CVD,LPCVD)工程、プラズマ強化化学気相蒸着(Plasma Enhanced CVD,PECVD)工程、有機金属化学気相蒸着(Metal Organic CVD,MOCVD)工程などがある。
【0003】
このようなCVD装置及びPVD装置には、ガラス基板、フレキシブル基板、半導体ウエハー基板などを保持し、半導体工程を処理するためのセラミックサセプタが配置される。前記セラミックサセプタは、CVD装置及びPVD装置に設置され、基板を保持するためのチャック電極と、熱処理工程などで基板を加熱するための発熱線を備えることができる。また、前記セラミックサセプタは、発熱線の代わりに高周波(RF)電極を備えるか、高周波(RF)電極をさらに備え、基板上に形成された薄膜層のエッチング工程(etching process)などでプラズマを形成するためにも用いられてよい。
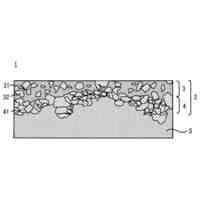
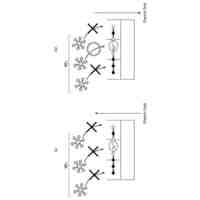
【0004】
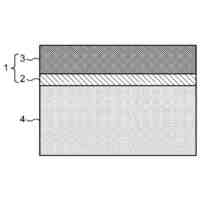
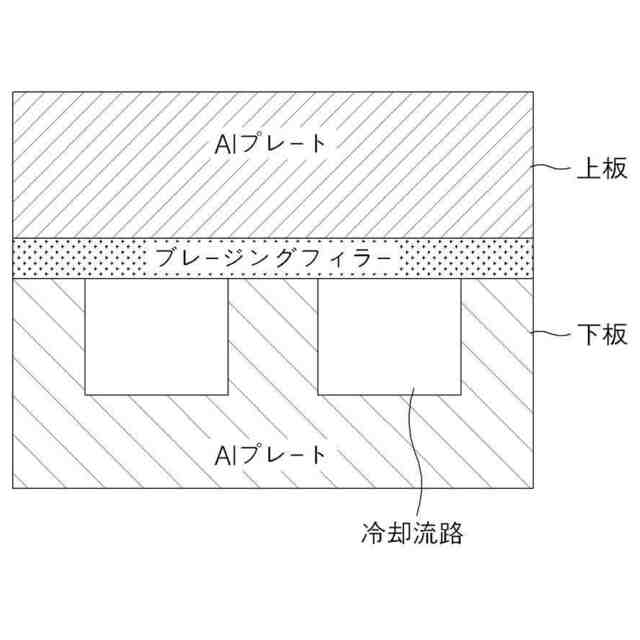
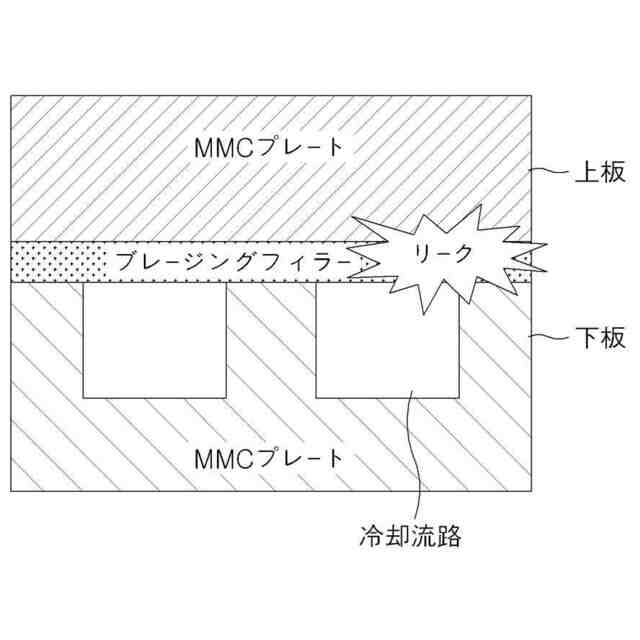
図1A及び図1Bは、従来のセラミックサセプタの問題点を説明するための図である。図1Aは、Al系のベースボディーのブレージングフィラー(brazing filler)による上下板接合を示し、図1Bは、MMC(Metal Matric Composite)金属セラミック複合材ベースボディーのブレージングフィラー(brazing filler)による上下板接合を示す。
【0005】
図1Aに示すように、従来のセラミックサセプタのAl系のベースボディーの上下板接合は、一般のアルミニウムブレージング接合方式によって可能である。このとき、ベースボディーとブレージングフィラーの材質が同一系列の素材であるので、ブレージング接合が良好になされ得る。
【0006】
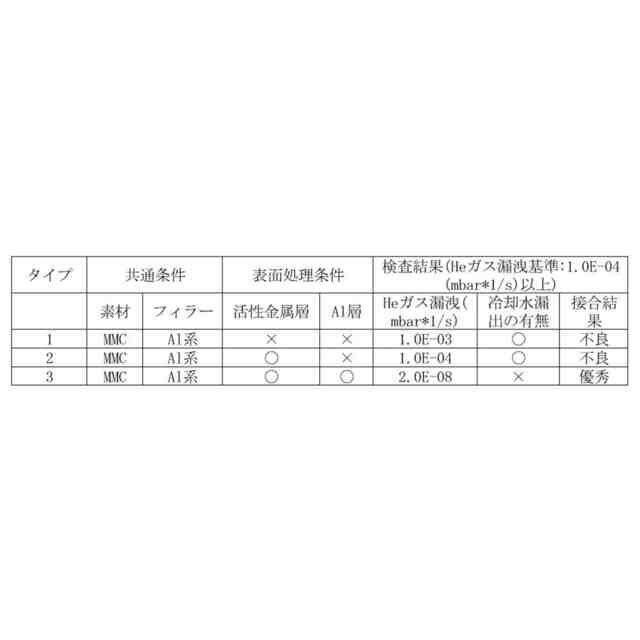
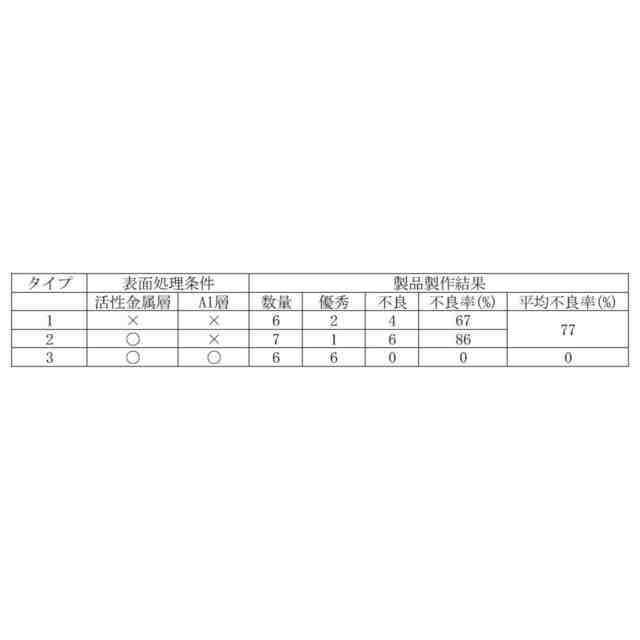
現在、極限工程環境変化により、特に低温変形を補完するために、Alとセラミック粉末を複合化させたMMC(Metal Matric Composite)素材、すなわち、金属セラミック複合材をセラミックサセプタのベースボディーに適用している。しかし、図1Bに示すように、従来のセラミックサセプタのMMC金属セラミック複合材ベースボディーでは、一般のアルミニウムブレージング接合方式で上下板を接合するとき、金属セラミック複合素材の間におけるブレージングフィラーの材質が異なる系列の素材であるため、接合不良によって、半導体装備内での工程中にHeガスなどの工程ガスのリーク(Leak)、冷却流路での冷却水のリーク、及び真空度不良が発生する問題点があり、工程自体の不良又は収率低下の原因となっている。
【発明の概要】
【発明が解決しようとする課題】
【0007】
したがって、本発明は、上述した問題点を解決するために案出されたものであり、本発明の目的は、MMC(Metal Matric Composite)金属セラミック複合材ベースボディーの上板及び下板の結合力の向上のために、ベースボディープレートとブレージングフィラーとの間に多層(活性金属層とアルミニウム層)の表面処理を適用するセラミックサセプタのベースボディーの製造方法及び該ベースボディーが適用されたセラミックサセプタを提供することにある。
【課題を解決するための手段】
【0008】
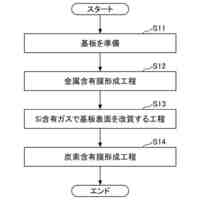
まず、本発明の特徴を要約すれば、上記の目的を達成するための本発明の一面に係る、セラミックサセプタのベースボディーの製造方法は、前記ベースボディーはそれぞれ金属セラミック複合材からなる下板及び上板の接合体を含み、前記上板の接合面に第1活性金属層、第1アルミニウム層及びブレージングフィラー層を順次積層する段階;前記下板の接合面上に第2活性金属層及び第2アルミニウム層を順次積層する段階;及び、前記ブレージングフィラー層を介した前記第1アルミニウム層及び前記第2アルミニウム層の接合がなされるように前記下板と前記上板とをブレージング接合する段階を含む。
【0009】
前記下板の接合面の間に溝部を含む。
【0010】
前記第1活性金属層及び前記第2活性金属層は、Ti、Zr、Nb、Hf、又はTaのいずれか一つ以上を含んでよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
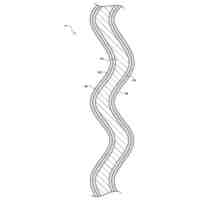
日鉄建材株式会社
波形鋼板
1か月前
株式会社カネカ
製膜装置
1か月前
日産自動車株式会社
樹脂部材
2か月前
株式会社電気印刷研究所
金属画像形成方法
1か月前
日鉄防食株式会社
防食施工方法
3か月前
株式会社アルバック
成膜方法
3か月前
株式会社アルバック
ガス導入管
3か月前
株式会社神戸製鋼所
被膜および軸受
3か月前
東京エレクトロン株式会社
成膜装置
1か月前
一般財団法人電力中央研究所
耐腐食膜
2か月前
大阪富士工業株式会社
浴中軸部材の製造方法
23日前
栗田工業株式会社
金属部材の防食方法
3か月前
TOTO株式会社
構造部材
今日
TOTO株式会社
構造部材
今日
東京エレクトロン株式会社
基板処理方法
3か月前
株式会社不二越
熱処理に用いる油切り装置
3か月前
株式会社カネカ
製膜装置
26日前
株式会社カワイ
無電解CoW鍍金処理方法
5日前
日本化学産業株式会社
複合めっき皮膜及びめっき製品
19日前
キヤノントッキ株式会社
成膜装置
1か月前
キヤノントッキ株式会社
成膜装置
2か月前
東京エレクトロン株式会社
パージ方法及び成膜装置
5日前
株式会社アルバック
電子ビーム式蒸着ユニット
1か月前
株式会社オプトラン
気泡除去方法及び気泡除去装置
1か月前
東京エレクトロン株式会社
吸着制御方法及び成膜装置
1か月前
アイテック株式会社
複合めっき材
1か月前
株式会社アルバック
真空成膜装置及び真空成膜方法
1か月前
株式会社アルバック
タングステン配線膜の成膜方法
1か月前
栗田工業株式会社
密閉冷却水系のpH制御方法及び装置
1か月前
ダイキン工業株式会社
金属錯体
5日前
東京エレクトロン株式会社
基板処理方法及び基板処理装置
2か月前
山陽特殊製鋼株式会社
炭素濃度分布の解析方法
1か月前
日東電工株式会社
積層フィルムの製造方法
1か月前
株式会社SCREENホールディングス
スパッタリング装置
5日前
株式会社高純度化学研究所
酸化スズ(II)薄膜の製造方法
1か月前
株式会社神戸製鋼所
表面処理金属材、及び接合体
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ