TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025026105
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023131475
出願日
2023-08-10
発明の名称
被加工物の加工方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
27/06 20060101AFI20250214BHJP(研削;研磨)
要約
【課題】ウェーハの外周部を切削ブレードにより除去する際に、切削ブレードが偏摩耗し難い被加工物の加工方法を提供する。
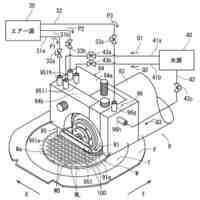
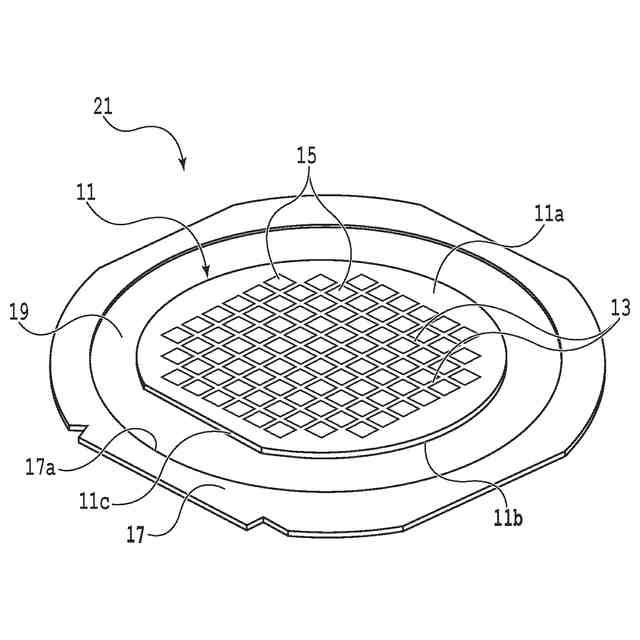
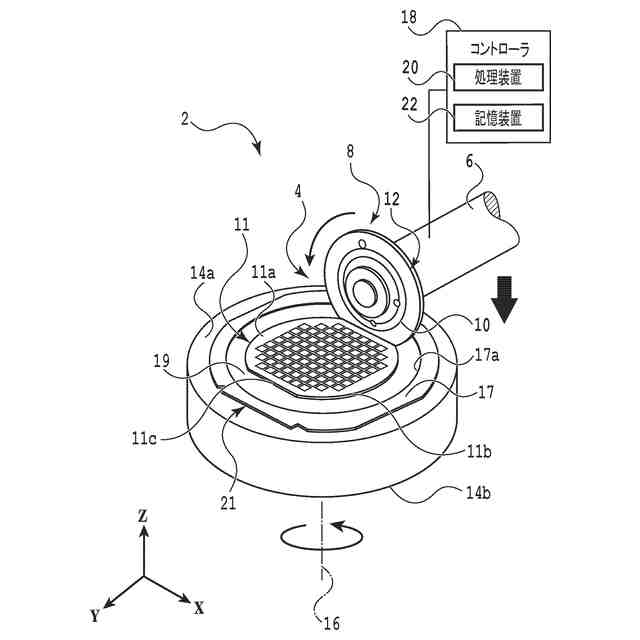
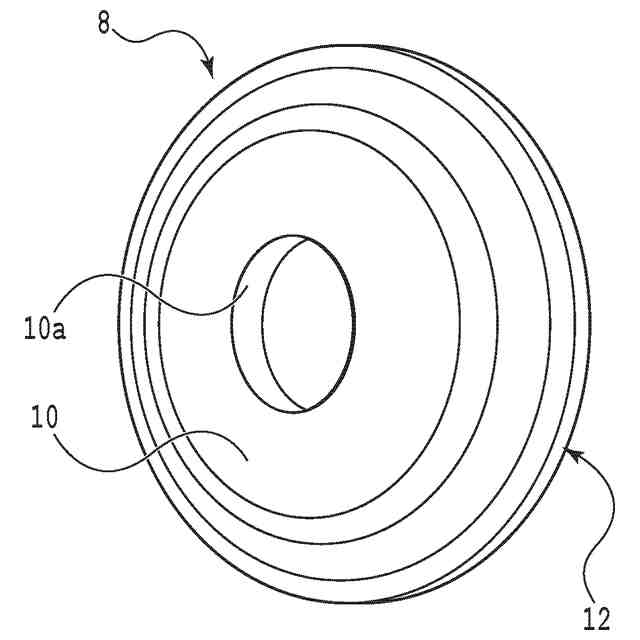
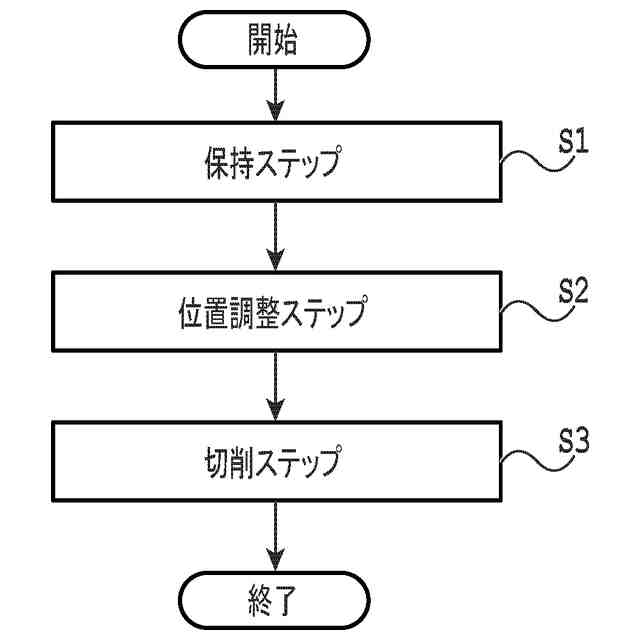
【解決手段】円形状の第1面及び第2面を有する円盤状の被加工物の外周部を加工する際に適用される被加工物の加工方法であって、該被加工物の該第1面が露出するように該被加工物の該第2面側を保持する保持ステップと、該保持ステップの後、環状の第1切刃部と、該第1切刃部よりも消耗し難い環状の第2切刃部と、を備える環状の切削ブレードを回転させた状態で、該外周部内の第1領域に該第1切刃部を切り込ませ、かつ、該外周部内の該第1領域よりも該被加工物の径方向において外側に位置する第2領域に該第2切刃部を切り込ませ、該切削ブレードを該被加工物の該外周部に沿って相対的に移動させることにより、該被加工物の該外周部を切削する切削ステップと、を含む被加工物の加工方法が提供される。
【選択図】図7
特許請求の範囲
【請求項1】
円形状の第1面及び第2面を有する円盤状の被加工物の外周部を加工する際に適用される被加工物の加工方法であって、
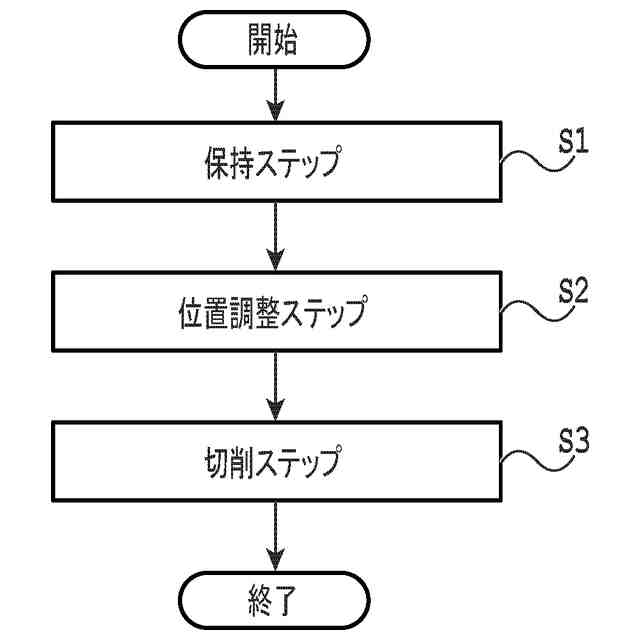
該被加工物の該第1面が露出するように該被加工物の該第2面側を保持する保持ステップと、
該保持ステップの後、環状の第1切刃部と、該第1切刃部よりも消耗し難い環状の第2切刃部と、を備える環状の切削ブレードを回転させた状態で、該外周部内の第1領域に該第1切刃部を切り込ませ、かつ、該外周部内の該第1領域よりも該被加工物の径方向において外側に位置する第2領域に該第2切刃部を切り込ませ、該切削ブレードを該被加工物の該外周部に沿って相対的に移動させることにより、該被加工物の該外周部を切削する切削ステップと、を含む被加工物の加工方法。
続きを表示(約 690 文字)
【請求項2】
該切削ブレードは、該第1切刃部よりも消耗し易い環状の第3切刃部を更に備える請求項1に記載の被加工物の加工方法。
【請求項3】
該切削ブレードは、該第1切刃部に対して該第2切刃部が接触し、該第2切刃部に対して該第3切刃部が接触するように、該第1切刃部、該第2切刃部、及び該第3切刃部が積層された積層構造を有し、
該切削ステップでは、該外周部よりも該径方向において外側に位置する第3領域に該第3切刃部が配置される請求項2に記載の被加工物の加工方法。
【請求項4】
該第3切刃部は、結合材を含むが砥粒を含まない請求項3に記載の被加工物の加工方法。
【請求項5】
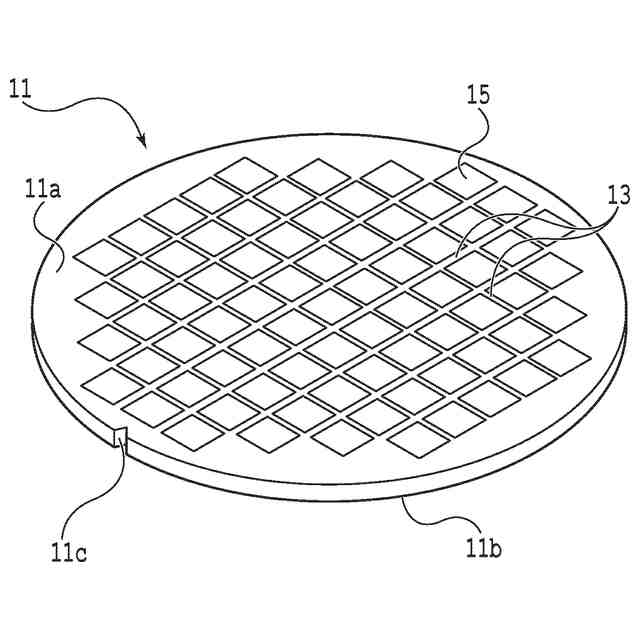
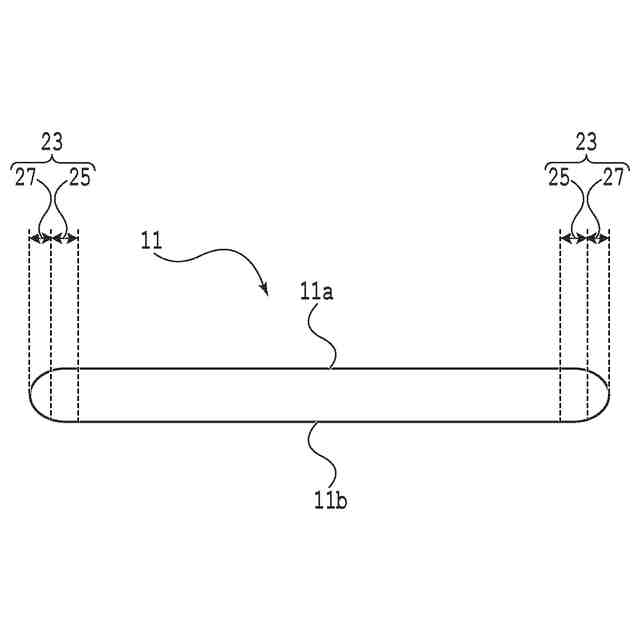
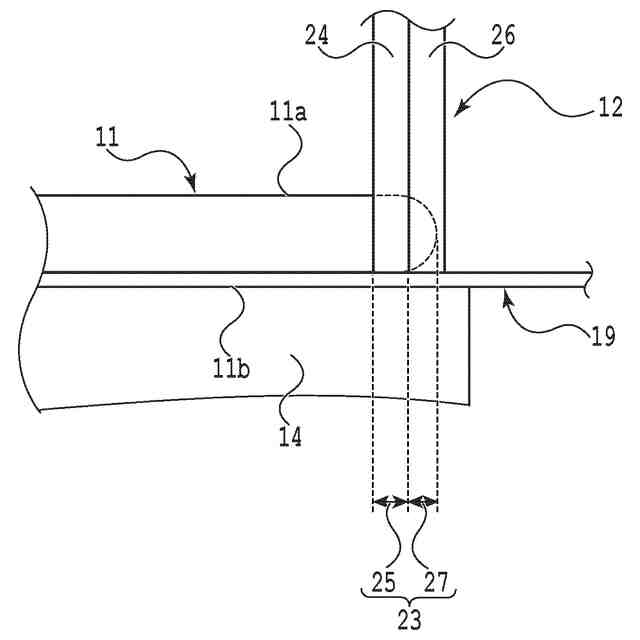
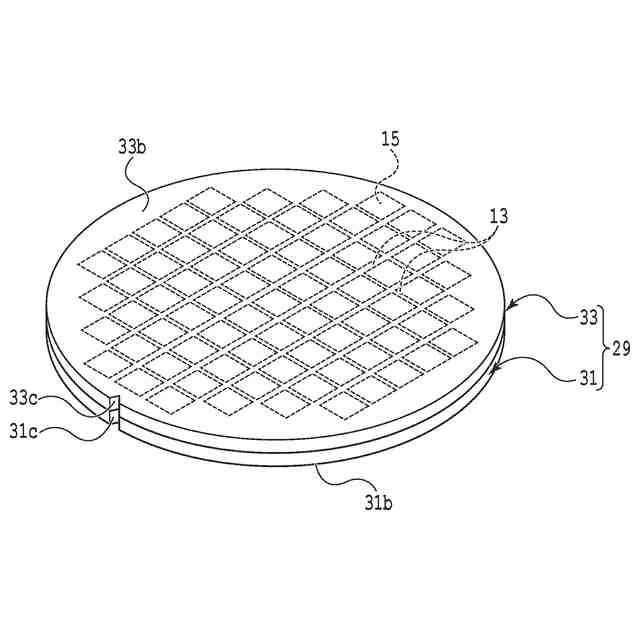
被加工物は、外周部が面取りされた状態の第1ウェーハと、第2ウェーハとを貼り合わせることにより得られる貼り合わせウェーハであり、
該切削ステップでは、該被加工物の該第1ウェーハが配置された該第1面側から該第2面に達しない位置まで該切削ブレードを切り込ませる請求項1から請求項4のいずれかに記載の被加工物の加工方法。
【請求項6】
該第1切刃部及び該第2切刃部は、いずれも、砥粒と結合材とを含み、
該第2切刃部に含まれる砥粒の粒径が該第1切刃部に含まれる該砥粒の粒径よりも大きく、該第2切刃部に含まれる該砥粒の集中度が該第1切刃部に含まれる該砥粒の集中度よりも高く、又は、該第2切刃部に含まれる該砥粒の結合材の硬度が該第1切刃部に含まれる該結合材の硬度よりも高い、請求項1から請求項4のいずれかに記載の被加工物の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物の加工方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
半導体デバイスの製造工程では、ウェーハの表面に複数のストリートが格子状に設定され、この複数のストリートによって区画された複数の領域のそれぞれに、IC(Integrated circuit)等のデバイスが形成される。このウェーハは、例えば、研削装置等により裏面側を研削されて所定の厚みに薄化された後、切削装置等によりストリートに沿って切断され、個々の領域に分割される。これにより、それぞれがデバイスを有する複数の半導体デバイスチップが得られる。
【0003】
近年、デバイスチップの高集積化の要望に伴い、複数のウェーハが3次元積層された積層ウェーハの開発が進んでいる。例えば、積層ウェーハの一種であるTSV(Through-Silicon Via)ウェーハは、それぞれが複数のデバイスを有する複数枚のシリコンウェーハが貼り合わせられることにより形成される。各シリコンウェーハに貫通孔(ビア)を形成し、その内部に貫通電極を設けることにより、各シリコンウェーハのデバイスの電極が接続される。
【0004】
このような積層ウェーハの製造工程では、例えば、第1ウェーハの一方の面が別の第2ウェーハに貼り合わせられた後に、第1ウェーハの他方の面側が研削装置等により研削され、この第1ウェーハが所定の厚みに薄化される。通常、第1ウェーハの外周部には、その機械的な強度を高めるために、外周部の角が除去され丸みを帯びた面取り部が形成されている。
【0005】
そのため、第1ウェーハを研削により薄化すると、第1ウェーハの面取り部(外周部)は、薄く鋭利な形状(ナイフエッジ形状)に加工される。これにより、第1ウェーハの外周部の機械的な強度が低下するので、この第1ウェーハの外周部に欠けが発生しやすくなる。そして、この欠けがデバイスにまで到達すると、デバイスが破損してしまう。
【0006】
この問題への対策として、ウェーハの外周部を切削ブレードにより切削して面取り部を除去するエッジトリミングと呼ばれる技術が知られている(例えば、特許文献1参照)。しかしながら、ウェーハの外周部を切削ブレードで加工すると、切削ブレードの先端の一部分が、他の部分よりも先に摩耗する現象(偏摩耗)が生じてしまう。
【0007】
切削ブレードの先端部が偏摩耗した状態でウェーハが切削されると、ウェーハを適切に切削できない恐れがある。そこで、ウェーハを切削する前に、切削ブレードの先端部の形状を、ドレッサボードを用いて平坦に整形するドレス作業が行われている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0008】
特開2007-158239号公報
特開2010-000588号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、上述した切削ブレードのドレス作業は、ウェーハの生産にかかる実質的な時間及び費用を増大させるものである。このため、可能な限りドレス作業が低減されるように、切削ブレードが偏摩耗し難い被加工物の加工方法が望まれていた。
【0010】
よって、本発明の目的は、ウェーハの外周部を切削ブレードにより除去する際に、切削ブレードが偏摩耗し難い被加工物の加工方法を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
2か月前
個人
研削盤のワーク支持装置
4か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
5日前
トヨタ自動車株式会社
外径測定方法
2か月前
株式会社リブラ
ブラスト加工装置
2日前
キヤノン電子株式会社
加工工具、及び、加工装置
12日前
株式会社IHI
ブラストガン
1か月前
株式会社精工技研
研磨装置および研磨方法
1日前
トヨタ自動車株式会社
バリ取り装置
13日前
NTN株式会社
加工装置
27日前
信越半導体株式会社
洗浄処理装置
2か月前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社ディスコ
加工装置
1か月前
株式会社ツガミ
円筒研削盤
4か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社マキタ
サンダ
27日前
株式会社荏原製作所
研磨装置
1か月前
株式会社プロテリアル
焼結磁石の製造方法
1日前
株式会社荏原製作所
研磨装置
2か月前
住友重機械工業株式会社
研削制御装置及び研削方法
4か月前
株式会社ディスコ
加工具
3か月前
富士紡ホールディングス株式会社
研磨パッド
今日
富士紡ホールディングス株式会社
研磨パッド
2日前
富士紡ホールディングス株式会社
研磨パッド
今日
株式会社トクピ製作所
研削方法
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工方法
8日前
株式会社ディスコ
研削装置
26日前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
加工装置
4か月前
株式会社ディスコ
研磨装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ