TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025025137
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023129633
出願日
2023-08-08
発明の名称
成形ドラム体へのタイヤ材料の供給システムおよび筒状のタイヤ部材の製造方法
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
B29D
30/30 20060101AFI20250214BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形ドラム体に正回転貼り、逆回転貼りされる各タイヤ材料を、不要なずれを抑制して成形ドラム体に迅速に供給し、タイヤ材料の補充に起因する時間ロスを低減できるコンパクトな供給システムおよび筒状のタイヤ部材の製造方法を提供する。
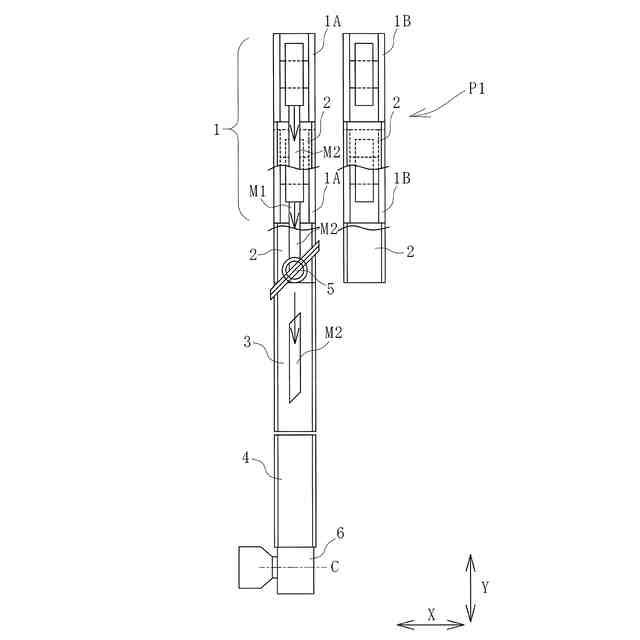
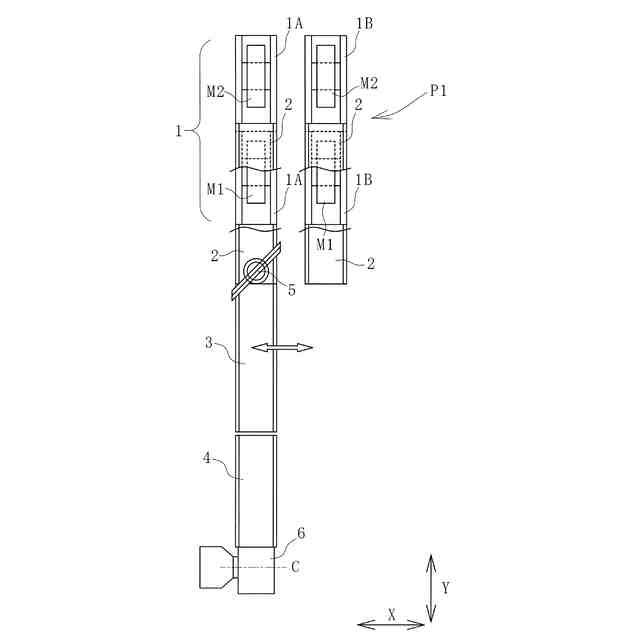
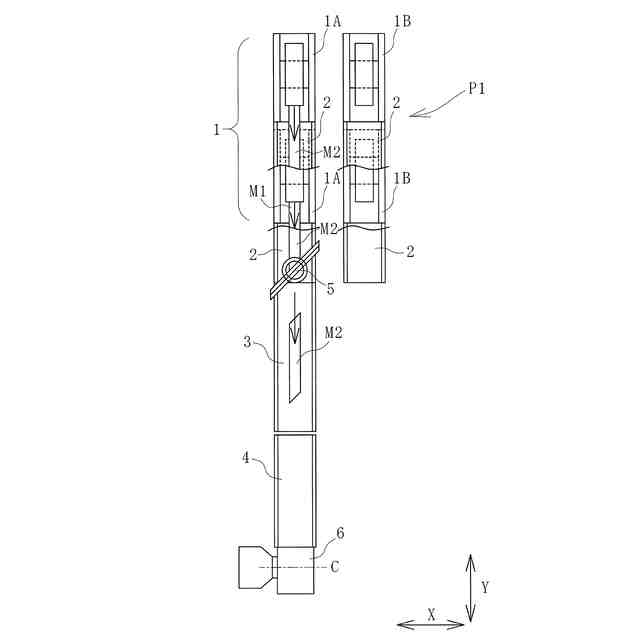
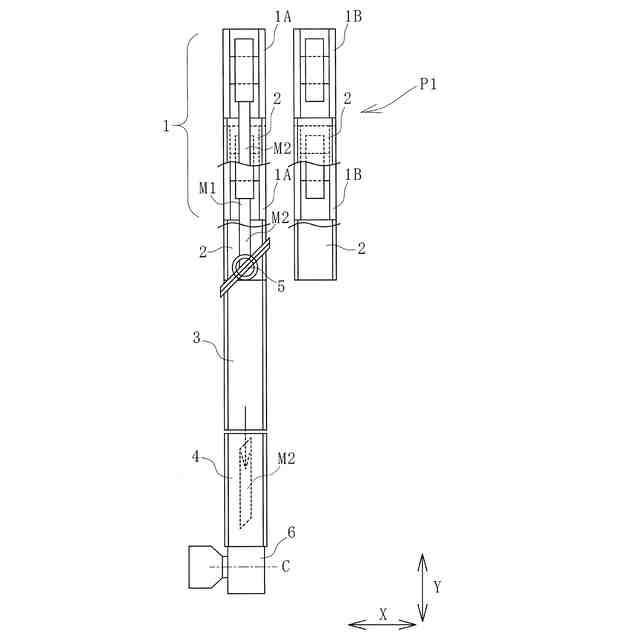
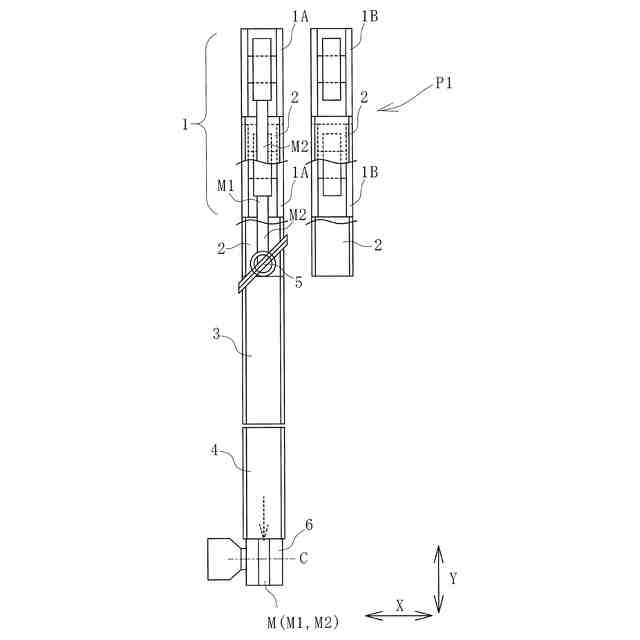
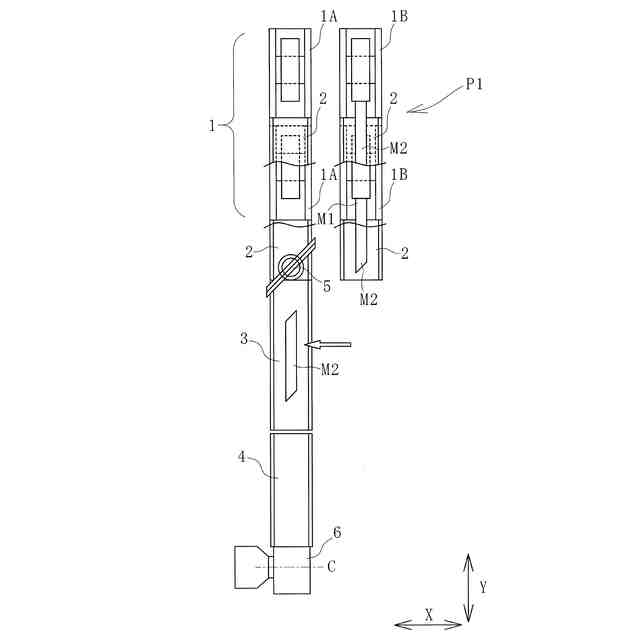
【解決手段】並列方向一方側の前方、後方の供給ユニット1A、1Aから上下段の上流側コンベヤ2、2に繰り出した各タイヤ材料M1、M2を、一様に上向きに傾斜する上段の上流側コンベヤ2、スライドコンベヤ3、下流側コンベヤ4、一様に下向きに傾斜する下段の上流側コンベヤ2、スライドコンベヤ3、下流側コンベヤ4に移載して定尺カットされた状態で成形ドラム体6に順次供給し、上下二段のスライドコンベヤ3をスライド移動させて、並列方向他方側の前方、後方の供給ユニット1B、1Bから繰り出して定尺カットされたタイヤ材料M1、M2を同様に成形ドラム体6に順次供給する。
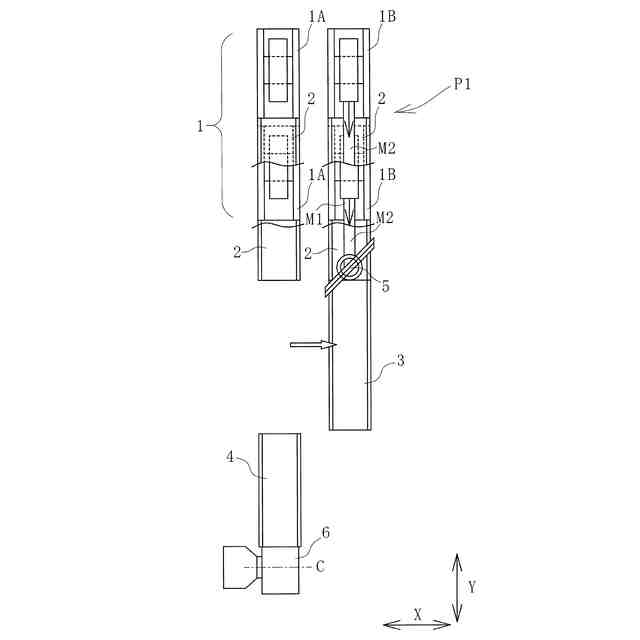
【選択図】 図3
特許請求の範囲
【請求項1】
ストック位置に配置されて、成形ドラム体に正回転貼り、逆回転貼りされるそれぞれの帯状のタイヤ材料を供給するそれぞれの供給ユニットと、正回転および逆回転する前記成形ドラム体と、それぞれの前記供給ユニットと前記成形ドラム体との間に縦列されている上流側コンベヤおよび下流側コンベヤとを備えて、前記上流側コンベヤおよび下流側コンベヤがそれぞれ上下二段に配置されていて、
縦列されている一方の前記供給ユニットから上段に配置されている前記上流側コンベヤに繰り出された前記タイヤ材料が、定尺カットされた状態で前記下流側コンベヤに移載され、縦列されている他方の前記供給ユニットから下段に配置されている前記上流側コンベヤ繰り出された前記タイヤ材料が、定尺カットされた状態で前記下流側コンベヤに移載され、
それぞれの前記下流側コンベヤに移載されたそれぞれの前記タイヤ材料が、前記成形ドラム体に順次供給されて巻付けられることにより積層された筒状のタイヤ部材が製造される成形ドラム体へのタイヤ材料の供給システムにおいて、
前記ストック位置には、正回転貼りされる前記タイヤ材料が巻回されてストックされている前記供給ユニットと、逆回転貼りされる前記タイヤ材料が巻回されてストックされている前記供給ユニットとが縦列されていて、かつ、縦列されているそれぞれの前記供給ユニットが並列されていて、それぞれの前記供給ユニットに対して前記上流側コンベヤが配置されていて、
それぞれの前記上流側コンベヤとそれぞれの前記下流側コンベヤとの間で、それぞれの前記供給ユニットの並列方向にスライド移動する上下二段のスライドコンベヤを有し、
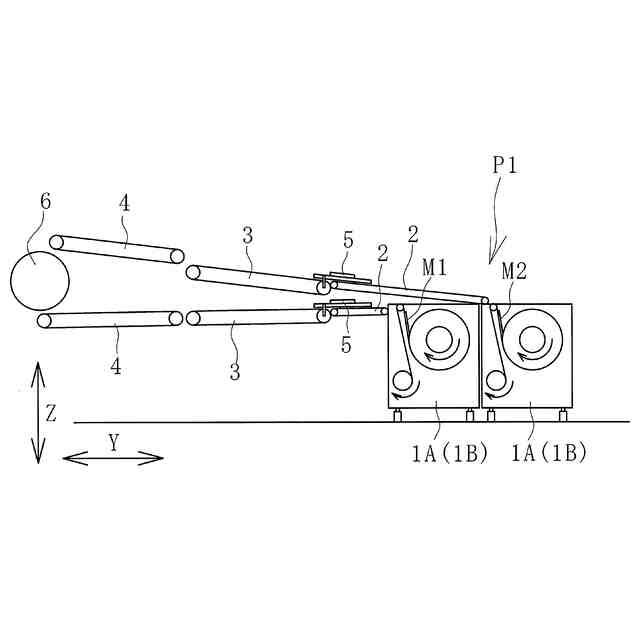
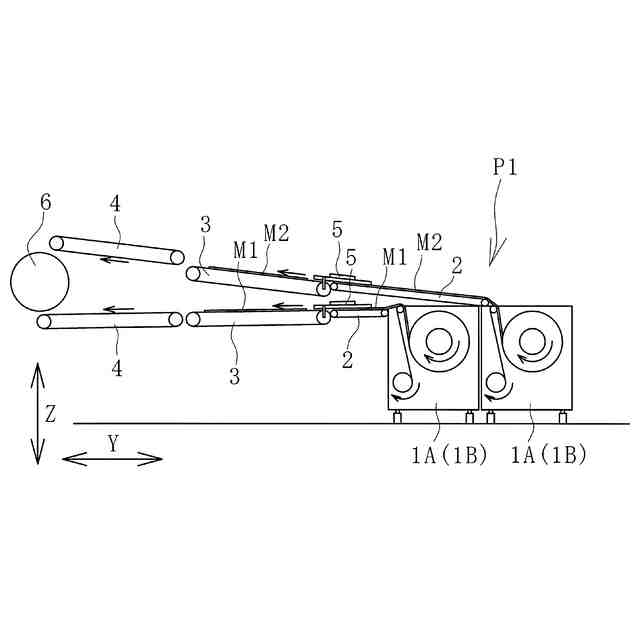
上下二段のうち上段に配置されている前記上流側コンベヤ、前記スライドコンベヤおよび前記下流側コンベヤの搬送面が、側面視で、前記成形ドラム体に向かって水平に対して所定の傾斜角度で上向きに一様に傾斜する設定にされ、上下二段のうち下段に配置されている前記上流側コンベヤ、前記スライドコンベヤおよび前記下流側コンベヤの搬送面が、側面視で、前記成形ドラム体に向かって水平に対して所定の傾斜角度で下向きに一様に傾斜する設定にされて、
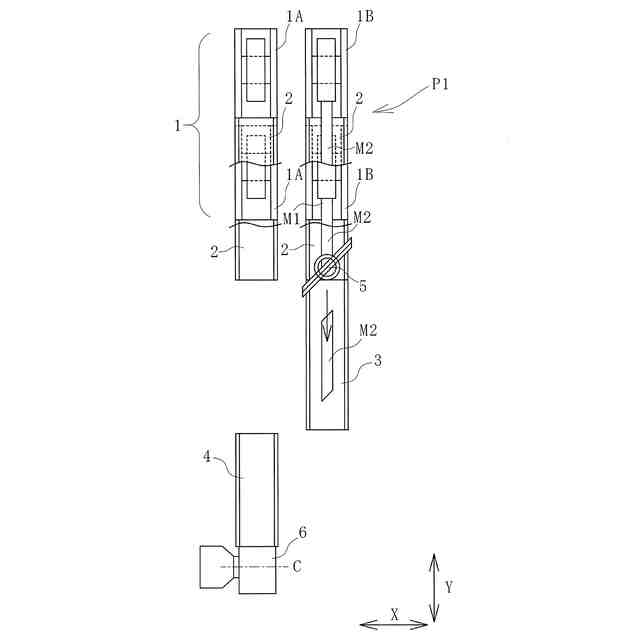
所定の一定位置に設置されている前記成形ドラム体およびそれぞれの前記下流側コンベヤに対して、並列方向一方側の縦列されているそれぞれの前記供給ユニットからそれぞれの前記上流側コンベヤに繰り出されたそれぞれの前記タイヤ材料が、定尺カットされた状態でそれぞれの前記スライドコンベヤを経由して、それぞれの前記下流側コンベヤに移載されて前記成形ドラム体に順次供給され、
並列方向一方側の縦列されているそれぞれの前記供給ユニットにストックされているそれぞれの前記タイヤ材料が空になると、並列方向他方側の縦列されているそれぞれの前記供給ユニットからそれぞれの前記上流側コンベヤに繰り出されたそれぞれの前記タイヤ材料が、定尺カットされた状態でそれぞれの前記スライドコンベヤを経由して、それぞれの前記下流側コンベヤに移載されて前記成形ドラム体に順次供給され、並列方向他方側の縦列されているそれぞれの前記供給ユニットからそのタイヤ材料を前記成形ドラム体に供給している間に、空になった並列方向一方側の縦列されているそれぞれの前記供給ユニットをそのタイヤ材料がストックされた新たなそれぞれの前記供給ユニットに置き換えられる構成にした成形ドラム体へのタイヤ材料の供給システム。
続きを表示(約 510 文字)
【請求項2】
前記所定の一定位置に設置されている前記成形ドラム体およびそれぞれの前記下流側コンベヤと、並列方向一方側の縦列されているそれぞれの前記供給ユニットおよびそれぞれの前記供給ユニットに対して設置されているそれぞれの前記上流側コンベヤとが、直列に配置されている請求項1に記載の成形ドラム体へのタイヤ材料の供給システム。
【請求項3】
並列方向一方側の縦列されているそれぞれの前記供給ユニットにストックされているそれぞれの前記タイヤ材料が空になった際には、この空になった並列方向一方側の縦列されているそれぞれの前記供給ユニットがそのタイヤ材料がストックされた新たなそれぞれの供給ユニットに置き換えされる作業が完了次第、この新たな縦列されているそれぞれの供給ユニットからそのタイヤ材料が前記成形ドラム体に供給される構成にした請求項2に記載の成形ドラム体へのタイヤ材料の供給システム。
【請求項4】
請求項1~3のいずれかに記載の成形ドラム体へのタイヤ材料の供給システムを用いて、それぞれの前記タイヤ材料を筒状にして積層された筒状のタイヤ部材を製造する筒状のタイヤ部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形ドラム体へのタイヤ材料の供給システムおよび筒状のタイヤ部材の製造方法に関し、さらに詳しくは、1つの成形ドラム体に正回転貼り、逆回転貼りされるそれぞれのタイヤ材料を、不要なずれや皺の発生を抑制して成形ドラム体に迅速に供給でき、タイヤ材料の補充に起因する時間ロスを低減できるコンパクトなタイヤ材料の供給システムおよび筒状のタイヤ部材の製造方法に関するものである。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
タイヤはグリーンタイヤを加硫することで製造される。グリーンタイヤは多数種類のタイヤ材料が積層して成形される。例えば、インナーライナ、カーカス材、ベルト材、トレッドゴム、一対のビード部材などを成形ドラム上で一体化させることでグリーンタイヤが成形される。
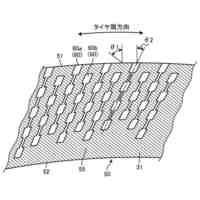
【0003】
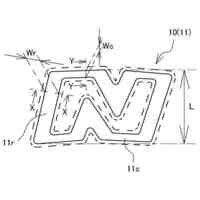
ベルト材は、斜めに延在する多数の補強コードが並列されて構成されている。一般的には1本のグリーンタイヤに2枚のベルト材が使用されて、2枚のベルト材は、互いの補強コードどうしが交差するように積層されている。従来、1つの成形ドラムに、2枚のベルト材の一方を正回転させた成形ドラムに巻付け、次いで他方を逆回転させた成形ドラムに巻付けて、筒状のベルト層を積層して成形する方法が提案されている(例えば、特許文献1参照)。特許文献1で提案されている成形方法では、上下二段に配置された搬送コンベヤおよびゲットコンベヤを用いてそれぞれのベルト材が成形ドラムに供給される。
【0004】
この提案の成形方法では、上下のそれぞれの搬送コンベヤの上で、多数のストリップ片をスプライスして定尺のベルト材が成形される。その後、それぞれのベルト材が上下それぞれの搬送コンベヤによって前方に搬送される。次いで、一方のベルト材が一方のゲットコンベヤを用いて正回転の成形ドラムに巻き付けられて筒状のベルト層が成形される。次いで、他方のベルト材が他方のゲットコンベヤを用いて逆回転の成形ドラムに巻き付けられて筒状のベルト層が成形される。
【0005】
このベルト層の成形方法では、それぞれの搬送ベルトコンベヤ上で多数のストリップ片をスプライスして定尺のベルト材が成形されるので、ベルト材を成形するために相当の時間を要する。また、ベルト材は、搬送コンベヤからゲットコンベヤに移載される際に、不要なずれや皺が生じるリスクがある。このような不要なずれや皺を回避するために搬送速度を遅くすると、ベルト材の成形ドラムへの供給時間が長くなるので生産性が低下する。
【0006】
さらに、ストリップ片の材料ストックが無くなると、その材料が補充されるまでベルト材の供給が停止される。ベルト材の供給停止を回避するために、搬送コンベヤに余分な量のベルト材を載置してストック可能にすると設備が大型化する。それ故、1つの成形ドラム体に正回転貼り、逆回転貼りされるそれぞれのタイヤ材料を、不要なずれや皺の発生を抑制して成形ドラム体に迅速に供給でき、タイヤ材料の補充に起因する時間ロスを低減でき、かつ、コンパクトな設備にするには改善の余地がある。
【先行技術文献】
【特許文献】
【0007】
特開2001-105509号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、1つの成形ドラム体に正回転貼り、逆回転貼りされるそれぞれのタイヤ材料を、不要なずれを抑制して成形ドラム体に迅速に供給でき、タイヤ材料の補充に起因する時間ロスを低減できるコンパクトなタイヤ材料の供給システムおよび筒状のタイヤ部材の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するため本発明の成形ドラム体へのタイヤ材料の供給システムは、ストック位置に配置されて、成形ドラム体に正回転貼り、逆回転貼りされるそれぞれの帯状のタイヤ材料を供給するそれぞれの供給ユニットと、正回転および逆回転する前記成形ドラム体と、それぞれの前記供給ユニットと前記成形ドラム体との間に縦列されている上流側コンベヤおよび下流側コンベヤとを備えて、前記上流側コンベヤおよび下流側コンベヤがそれぞれ上下二段に配置されていて、縦列されている一方の前記供給ユニットから上段に配置されている前記上流側コンベヤに繰り出された前記タイヤ材料が、定尺カットされた状態で前記下流側コンベヤに移載され、縦列されている他方の前記供給ユニットから下段に配置されている前記上流側コンベヤ繰り出された前記タイヤ材料が、定尺カットされた状態で前記下流側コンベヤに移載され、それぞれの前記下流側コンベヤに移載されたそれぞれの前記タイヤ材料が、前記成形ドラム体に順次供給されて巻付けられることにより積層された筒状のタイヤ部材が製造される成形ドラム体へのタイヤ材料の供給システムにおいて、前記ストック位置には、正回転貼りされる前記タイヤ材料が巻回されてストックされている前記供給ユニットと、逆回転貼りされる前記タイヤ材料が巻回されてストックされている前記供給ユニットとが縦列されていて、かつ、縦列されているそれぞれの前記供給ユニットが並列されていて、それぞれの前記供給ユニットに対して前記上流側コンベヤが配置されていて、それぞれの前記上流側コンベヤとそれぞれの前記下流側コンベヤとの間で、それぞれの前記供給ユニットの並列方向にスライド移動する上下二段のスライドコンベヤを有し、上下二段のうち上段に配置されている前記上流側コンベヤ、前記スライドコンベヤおよび前記下流側コンベヤの搬送面が、側面視で、前記成形ドラム体に向かって水平に対して所定の傾斜角度で上向きに一様に傾斜する設定にされ、上下二段のうち下段に配置されている前記上流側コンベヤ、前記スライドコンベヤおよび前記下流側コンベヤの搬送面が、側面視で、前記成形ドラム体に向かって水平に対して所定の傾斜角度で下向きに一様に傾斜する設定にされて、所定の一定位置に設置されている前記成形ドラム体およびそれぞれの前記下流側コンベヤに対して、並列方向一方側の縦列されているそれぞれの前記供給ユニットからそれぞれの前記上流側コンベヤに繰り出されたそれぞれの前記タイヤ材料が、定尺カットされた状態でそれぞれの前記スライドコンベヤを経由して、それぞれの前記下流側コンベヤに移載されて前記成形ドラム体に順次供給され、並列方向一方側の縦列されているそれぞれの前記供給ユニットにストックされているそれぞれの前記タイヤ材料が空になると、並列方向他方側の縦列されているそれぞれの前記供給ユニットからそれぞれの前記上流側コンベヤに繰り出されたそれぞれの前記タイヤ材料が、定尺カットされた状態でそれぞれの前記スライドコンベヤを経由して、それぞれの前記下流側コンベヤに移載されて前記成形ドラム体に順次供給され、並列方向他方側の縦列されているそれぞれの前記供給ユニットからそのタイヤ材料を前記成形ドラム体に供給している間に、空になった並列方向一方側の縦列されているそれぞれの前記供給ユニットをそのタイヤ材料がストックされた新たなそれぞれの前記供給ユニットに置き換えられる構成にしたことを特徴とする。
【0010】
本発明の筒状のタイヤ部材の製造方法は、上記の成形ドラム体へのタイヤ材料の供給システムを用いて、それぞれの前記タイヤ材料を筒状にして積層された筒状のタイヤ部材を製造することを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
タイヤ
2日前
横浜ゴム株式会社
音響材
1か月前
横浜ゴム株式会社
タイヤ
24日前
横浜ゴム株式会社
タイヤ
24日前
横浜ゴム株式会社
タイヤ
4日前
横浜ゴム株式会社
タイヤ
9日前
横浜ゴム株式会社
タイヤ
24日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
音響材
1か月前
横浜ゴム株式会社
タイヤ
18日前
横浜ゴム株式会社
タイヤ
13日前
横浜ゴム株式会社
音響材
1か月前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
ゴム組成物
18日前
横浜ゴム株式会社
ゴム組成物
18日前
横浜ゴム株式会社
ゴム組成物
18日前
横浜ゴム株式会社
水中音響材
1か月前
横浜ゴム株式会社
ゴム組成物
4日前
横浜ゴム株式会社
多層空洞音響材
10日前
横浜ゴム株式会社
空気入りタイヤ
13日前
横浜ゴム株式会社
ゴム組成物及びタイヤ
11日前
横浜ゴム株式会社
再生ゴム含有ゴム組成物
1か月前
横浜ゴム株式会社
セルロース配合再生ゴム
1か月前
横浜ゴム株式会社
セルロース含有ゴム組成物
1か月前
横浜ゴム株式会社
ゴム組成物、及び、タイヤ
25日前
横浜ゴム株式会社
セルロース含有マスターバッチ
1か月前
横浜ゴム株式会社
ゴム組成物及びコンベヤベルト
1か月前
横浜ゴム株式会社
機能部品付き収容体及びタイヤ
4日前
横浜ゴム株式会社
ゴム組成物、積層体及びホース
1か月前
横浜ゴム株式会社
タイヤの製造方法およびシステム
1か月前
横浜ゴム株式会社
タイヤの製造方法およびシステム
1か月前
横浜ゴム株式会社
加硫ゴムの動摩擦特性の把握方法
1か月前
横浜ゴム株式会社
タイヤ加硫方法及びタイヤ加硫装置
2日前
横浜ゴム株式会社
シート部材の分割治具および分割方法
1か月前
横浜ゴム株式会社
空気圧管理装置および空気圧管理方法
13日前
横浜ゴム株式会社
熱交換器の配管構造およびその製造方法
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ