TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025016417
公報種別
公開特許公報(A)
公開日
2025-02-04
出願番号
2023119530
出願日
2023-07-23
発明の名称
摩擦圧接で接合したカーボンブラックのアグリゲートの集まりで、合成樹脂からなるシート状の成形体の全体を覆った構成からなる燃料電池用セパレータ板を作成する方法
出願人
個人
代理人
主分類
H01M
8/0228 20160101AFI20250128BHJP(基本的電気素子)
要約
【課題】カーボン系の材料が連続した通路を合成樹脂の基板に形成し、合成樹脂の基板の全体がカーボン系の材料で覆われ、カーボン系の材料が大きな接合力で合成樹脂の基板に接合する。
【解決手段】水素ガスが通過する複数の溝を一方の面に、酸素ガスないしは空気が通過する複数の溝を他方の面に形成した合成樹脂の成形体を成形する。次に、メタノールに浸漬したカーボンブラックを限界の大きさに破砕し、ホモジナイザー装置によって衝撃波を加え、メタノールを介してアグリゲート同士を絡み合わせ、さらに、粘度がメタノールより高いアルコールを混合し、懸濁液を作成する。成形体を懸濁液に浸漬し、成形体を取り出し、アルコールの沸点に昇温する。この後、成形体の表面と側面とを圧縮し、摩擦圧接したアグリゲートの集まりが、成形体の全体に摩擦圧接し、アグリゲートの集まりによって、導電性が付与された合成樹脂の成形体からなるセパレータ板を作成する。
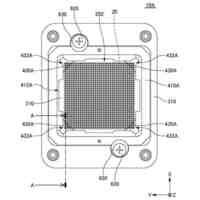
【選択図】図1
特許請求の範囲
【請求項1】
合成樹脂からなるシート状の成形体の全体が、摩擦圧接で接合したカーボンブラックのアグリゲートの集まりで覆われた構成からなる燃料電池用セパレータ板を作成する方法は、
片方の表面に水素ガスが通過する複数の溝を形成し、他方の表面に酸素ガスないしは空気が通過する複数の溝を形成した合成樹脂からなるシート状の成形体を成形する第一の工程と、
形状が前記シート状の成形体と同じで、厚みが前記シート状の成形体より厚く、かつ、前記シート状の成形体に形成した水素ガスが通過する複数の溝に相当する位置に、該複数の溝に重なり合う形状からなる複数の突起を形成した合成樹脂からなる第一の板材を成形する第二の工程と、
形状が前記シート状の成形体と同じで、厚みが前記シート状の成形体より厚く、かつ、前記シート状の成形体に形成した酸素ガスないしは空気が通過する複数の溝に相当する位置に、該複数の溝に重なり合う形状からなる複数の突起を形成した合成樹脂からなる第二の板材を成形する第三の工程と、
カーボンブラックの集まりと、該カーボンブラックの集まりの重量より多いメタノールを第一の容器に投入し、該メタノールを攪拌し、前記カーボンブラックの集まりを前記メタノール中に浸漬させた第一の懸濁液を作成する、この後、該第一の懸濁液の表面全体を覆う第三の板材を、前記第一の懸濁液の上に被せ、さらに、該第三の板材の表面全体に圧縮荷重を均等に加え、前記メタノールに浸漬したカーボンブラックの集まりを破砕する、さらに、前記第一の容器を加振機の加振台の上に配置させ、該加振機を稼働し、前記第一の容器に、前後、左右、上下の3方向の振動加速度を繰り返し加え、前記破砕されたカーボンブラックの集まりを、前記メタノール中で再配列させる、この後、前記第三の板材の表面全体に前記圧縮荷重を再度均等に加え、前記破砕されたカーボンブラックの集まりの破砕を、前記メタノール中でさらに進める、さらに、前記第一の容器に前記3方向の振動加速度を再度繰り返し加える、こうした前記圧縮荷重を加える処理と前記振動加速度を加える処理とからなる一対の処理を繰り返し、前記第三の板材に前記圧縮荷重を加えた際に、該第三の板材に反発力が発生した時点で、前記カーボンブラックの集まりのメタノール中での破砕が完了したと判断し、前記一対の処理を停止する、この後、前記第三の板材を前記第一の容器から取り外す第四の工程と、
前記第一の容器内にホモジナイザー装置を配置させ、該ホモジナイザー装置を前記第一の懸濁液中で稼働させ、前記破砕が完了したカーボンブラックの集まりに、前記メタノールを介して衝撃波を繰り返し加え、該破砕が完了したカーボンブラックにおけるアグリゲート同士の絡み合いを、前記メタノールを介して絡み合わせるとともに、該絡み合ったアグリゲートの集まりが前記メタノールに分散した第二の懸濁液を作成する第五の工程と、
メタノールに溶解ないしは混和する第一の性質と、メタノールの粘度の9-20倍の粘度を有する第二の性質と、沸点がメタノールの沸点より高く200℃より低い第三の性質からなる3つの性質を兼備するアルコールを前記第二の懸濁液に混合し、該アルコールが前記メタノールに溶解した溶解液ないしは混和した混和液の粘度を、20℃において3-6mPa・秒まで高め、前記絡み合ったアグリゲートの集まりを、前記溶解液ないしは前記混和液を介して絡み合わせるとともに、該絡み合ったアグリゲートの集まりが前記溶解液ないしは前記混和液に分散した第三の懸濁液を作成する第六の工程と、
底面の形状が第一の工程で作成したシート状の成形体より一回り大きい第二の容器に、前記第三の懸濁液を注入し、さらに、前記シート状の成形体を該第三の懸濁液に浸漬させる第七の工程と、
容器の4つの側面を構成する各々の板材が、該側面に対し垂直方向に該容器の内側に平行移動する機能を持つ第三の容器に、第二の工程で作成した第一の板材を、該第一の板材に形成した複数の突起が上になるように配置する、さらに、前記第一の板材に形成した複数の突起に、前記シート状の成形体に形成した水素ガスが通過する複数の溝が重なり合うように、前記第三の懸濁液に浸漬させたシート状の成形体を、前記第一の板材の上に被せる、さらに、第三の工程で作成した第二の板材に形成した複数の突起が、前記シート状の成形体に形成した酸素ガスないしは空気が通過する複数の溝に重なり合うように、前記第二の板材を前記第三の懸濁液に浸漬させたシート状の成形体の上に被せる、この後、前記第二の板材の表面全体に圧縮荷重を均等に加えるとともに、前記第三の容器を前記アルコールの沸点に昇温する、さらに、前記第三の容器の上下の側面を構成する各々の板材を、該第三の容器の内側に同時に平行移動させ、前記第三の懸濁液に浸漬させたシート状の成形体の上下の側面を、前記圧縮荷重に相当する圧縮応力で圧縮し、この後、前記上下の側面を構成する各々の板材を元の位置に戻す、さらに、前記第三の容器の左右の側面を構成する各々の板材を、該第三の容器の内側に同時に平行移動させ、前記第三の懸濁液に浸漬させたシート状の成形体の左右の側面を、前記圧縮荷重に相当する圧縮応力で圧縮し、この後、前記左右の側面を構成する各々の板材を元の位置に戻す、これによって、前記第三の懸濁液から前記メタノールと前記アルコールとが気化し、前記第三の懸濁液に浸漬させたシート状の成形体の全体が、絡み合ったアグリゲートの集まりで覆われ、さらに、該シート状の成形体の表面と側面とに圧縮応力が加わり、前記シート状の成形体を覆った絡み合ったアグリゲート同士が摩擦圧接し、さらに、該摩擦圧接したアグリゲートの集まりに前記圧縮応力が加わり、該摩擦圧接したアグリゲートの集まりが、前記シート状の成形体の表面と側面とに摩擦圧接し、該シート状の成形体の全体が、前記摩擦圧接で接合したアグリゲートの集まりで覆われる第八の工程と、
前記第三の容器の底面の複数個所に、同一の衝撃加速度を同時に加え、前記第一の板材と前記第二の板材との双方の板材に挟まれて該二枚の板材に接合した前記アグリゲートの集まりで覆われたシート状の成形体を、前記第三の容器から剥がし、さらに、前記第一の板材の底面の複数個所に、前記と同じ大きさの同一の衝撃加速度を同時に加え、前記アグリゲートの集まりで覆われたシート状の成形体を、前記第一板材から剥がし、最後に、前記第二の板材の表面の複数個所に、前記と同じ大きさの同一の衝撃加速度を同時に加え、前記アグリゲートの集まりで覆われたシート状の成形体を、前記第二板材から剥がす第九の工程からなり、
これら9つの工程における全ての処理を連続して実施することで、摩擦圧接で接合したアグリゲートの集まりで覆われたシート状の成形体からなる燃料電池用セパレータ板を作成する、燃料電池用セパレータ板を作成する方法である。
続きを表示(約 850 文字)
【請求項2】
請求項1に記載した燃料電池用セパレータ板を作成する方法は、
請求項1に記載したカーボンブラックとしてアセチレンブラックを用い、請求項1に記載した9つの工程における全ての処理を連続して実施し、前記アセチレンブラックのアグリゲートの集まりが摩擦圧接で接合した該アグリゲートの集まりが、シート状の成形体を覆った構成からなる燃料電池用セパレータ板を作成する方法である。
【請求項3】
請求項1に記載した燃料電池用セパレータ板の作成する方法は、
ポリカーボネート樹脂、超高分子量ポリエチレン樹脂、ないしは、繊維強化樹脂のいずれか1種類の合成樹脂を用いて、請求項1の第一の工程に記載した合成樹脂からなるシート状の成形体を成形し、さらに、請求項1の第二から第九の工程に記載した全ての処理を連続して実施し、ポリカーボネート樹脂、超高分子量ポリエチレン樹脂、ないしは、繊維強化樹脂のいずれか1種類の合成樹脂からなる前記シート状の成形体を、摩擦圧接で接合したアグリゲートの集まりが覆った構成からなる燃料電池用セパレータ板を作成する、燃料電池用セパレータ板を作成する方法である。
【請求項4】
請求項1に記載した燃料電池用セパレータ板を作成する方法は、
請求項1に記載した3つの性質を兼備するアルコールが、2-メチル-1-ブタノール、
3-ペンタノール、1-オクタノール、イソオクタノール、2-エチル-1-ヘキサノール、1-ヘキサノール、1-ヘプタノール、ないしは、2-エチル-1-ヘキサノールからなるいずれか1種類のアルコールであり、該1種類のアルコールを請求項1に記載した3つの性質を兼備するアルコールとして用い、請求項1に記載した9つの工程における全ての処理を連続して実施し、摩擦圧接で接合したアグリゲートの集まりが、シート状の成形体を覆った構成からなる燃料電池用セパレータ板を作成する、燃料電池用セパレータ板を作成する方法である。
発明の詳細な説明
【技術分野】
【0001】
本発明は、次の処理を連続して実施し、シート状の燃料電池用セパレータ板を作成する。
最初に、片方の表面に水素ガスが通過する複数の溝を形成し、他方の表面に酸素ガスないしは空気が通過する複数の溝を形成した合成樹脂からなるシート状の成形体を成形する。
次に、形状がシート状の成形体と同じで、厚みがシート状の成形体より厚く、かつ、シート状の成形体に形成した水素ガスが通過する複数の溝に相当する位置に、該複数の溝に重なり合う形状からなる複数の突起を形成した合成樹脂からなる第一の板材を成形する。
さらに、形状がシート状の成形体と同じで、厚みがシート状の成形体より厚く、かつ、シート状の成形体に形成した酸素ガスないしは空気が通過する複数の溝に相当する位置に、該複数の溝に重なり合う形状からなる複数の突起を形成した合成樹脂からなる第二の板材を成形する。
この後、メタノールに浸漬したカーボンブラックの集まりの全体を覆う第三の板材を、カーボンブラックの集まりに被せ、第三の板材の表面全体を均等に圧縮し、カーボンブラックの集まりを破砕する。さらに、破砕したカーボンブラックの集まりに3方向の振動加速度を繰り返し加え、破砕したカーボンブラックの集まりを、メタノール中で再配列させる。こうした圧縮荷重を加える処理と、振動加速度を加える一対の処理を繰り返し、メタノール中に浸漬したカーボンブラックの集まりを、限界の大きさまで破砕する。さらに、ホモジナイザー装置をメタノール中で稼働させ、破砕が完了したカーボンブラックの集まりに、メタノールを介して衝撃波を繰り返し加え、カーボンブラックにおけるアグリゲート同士の絡み合いを分離させ、メタノールを介してアグリゲート同士を絡み合わせ、さらに、絡み合ったアグリゲートの集まりをメタノールに分散した懸濁液を作成する。
さらに、メタノールに溶解ないしは混和し、メタノールの粘度の9-20倍の粘度を有し、沸点がメタノールの沸点より高く200℃より低いアルコールを、前記懸濁液の粘度が5-10倍に増大する割合で該懸濁液に混合し、絡み合ったアグリゲートの集まりが、20℃において3-6mPa・秒の粘度からなるアルコール溶液に分散した新たな懸濁液を作成する。
この後、底面の形状がシート状の成形体より一回り大きい容器に、新たな懸濁液を注入し、さらに、シート状の成形体を新たな懸濁液に浸漬させる。
さらに、底面が四角形の形状である容器の4つの側面を構成する各々の板材が、該側面に対し垂直方向に該容器の内側に平行移動する機能を持つ容器に、第一の板材を複数の突起が上になるように配置し、さらに、新たな懸濁液に浸漬させたシート状の成形体を、第一の板材の複数の突起に、シート状の成形体の水素ガスが通過する複数の溝が重なり合うように、シート状の成形体を第一の板材の上に被せる。さらに、第二の板材を、第二の板材の複数の突起に、シート状の成形体の酸素ガスないしは空気が通過する複数の溝が重なり合うように、第二の板材をシート状の成形体の上に被せる。この後、第二の板材の表面全体に圧縮荷重を均等に加えるとともに、容器を前記アルコールの沸点に昇温する。さらに、容器の上下の側面を構成する各々の板材を、容器の内側に同時に平行移動させ、シート状の成形体の上下の側面を、前記圧縮荷重に相当する圧縮応力で圧縮し、この後、上下の側面を構成する各々の板材を元の位置に戻す。さらに、容器の左右の側面を構成する各々の板材を、容器の内側に同時に平行移動させ、シート状の成形体の左右の側面を、前記圧縮荷重に相当する圧縮応力で圧縮し、この後、前記左右の側面を構成する各々の板材を元の位置に戻す。これによって、新たな懸濁液からメタノールとアルコールが気化した後に、シート状の成形体の全体を覆う絡み合ったアグリゲートの集まりに圧縮応力が加わり、絡み合ったアグリゲート同士が摩擦圧接し、さらに、摩擦圧接したアグリゲートの集まりが、シート状の成形体の全体に摩擦圧接し、シート状の成形体の全体が、摩擦圧接で接合したアグリゲートの集まりで覆われる。
この後、容器の底面の複数個所に、同一の衝撃加速度を同時に加え、第一の板材と第二の板材との双方に接合したアグリゲートの集まりで覆われたシート状の成形体を、容器から剥がし、さらに、第一の板材の底面の複数個所に、同一の衝撃加速度を同時に加え、アグリゲートの集まりで覆われたシート状の成形体を、第一板材から剥がし、最後に、第二の板材の表面の複数個所に、同一の衝撃加速度を同時に加え、アグリゲートの集まりで覆われたシート状の成形体を、第二板材から剥がす。
この結果、摩擦圧接で接合したアグリゲートの集まりで覆われた燃料電池用セパレータ板が得られる。
続きを表示(約 18,000 文字)
【0002】
本発明者は、カーボンブラックのアグリゲートを合成樹脂のペレットに繰り返し吸着させ、該合成樹脂のペレットの集まりを用い、燃料電池用セパレータ板の形状を有する成形体を成形する方法に係る発明を、特願2021-035897として出願している。
本発明は、燃料電池用セパレータ板を構成する合成樹脂からなるシート状の成形体を予め作成し、シート状の成形体の表面と側面に、摩擦圧接で接合したアグリゲートの集まりを摩擦圧接させる点で先願と異なる。このため、本発明の燃料電池用セパレータ板は、先願の燃料電池用セパレータ板より安価に作成できる。また、合成樹脂のシート状の成形体を予め作成するため、成形体の材質と形状の制約がない。
【背景技術】
【0003】
固体高分子型燃料電池は、電気自動車の発電装置、家庭用のコジェネシステム、パソコン等の携帯機器などの電源として用いることが検討されている。固体高分子型燃料電池は、大きな起電力を得るため、ユニットセルを積層して直列配列させる。このユニットセルを仕切る板としてセパレータ板を用いる。例えば、1台の電気自動車には400枚にも及ぶセパレータ板が必要となる。従って、セパレータ板は燃料電池の重量とコストとの大半を占める。このため、固体高分子型燃料電池を普及させるには、セパレータ板の大幅なコスト低減と大幅な重量の低減との双方が必須になる。
いっぽう、セパレータ板には、通電性、ガス不透過性、耐食性、強度、ガス供給性の機能と、低コスト化が求められる。
第一に、セパレータ板の電気抵抗が、固体高分子型燃料電池の発電ロスになるとともに発熱の要因になる。発熱は電池の寿命を短くするため、電池の冷却能力を高める必要性がある。冷却器を付加することで、電池の重量と製造コストとがさらに増える。ちなみに、アメリカのエネルギー省が求めているセパレータ板の電気抵抗は、20Ωcm以下である。しかし、自動車の燃料電池は、90kW程度の発電能力が求められる。例えば、300ボルト、300アンペアの燃料電池において、20Ωcmの電気抵抗を有する材料を用い、A-4の面積で、厚みが2mmからなる400枚のセパレータ板に電流が流れる際の抵抗は、僅かに0.0026Ωである。しかし、このセパレータ板に、300アンペアの電流が流れると、0.8ボルトの電圧ロスが発生し、240ワットの内部損失となって発熱する。このため、冷却器によって、電池の冷却能力を高める必要性が発生する。従って、セパレータ板の電気抵抗は、低ければ低いほど良い。
第二に、セパレータ板の表と裏に、水素ガスと酸素ガス(ないしは空気)とが流れ、水素ガスと酸素ガス(ないしは空気)とが混ざり合うと、爆発の危険性と燃料のロスとをもたらす。このため、セパレータ板に、大気圧におけるガス不透過性が求められる。ちなみに、アメリカのエネルギー省が求めているセパレータ板のガス不透過性は、2×10
―6
cm
3
/cm
2
/秒である。
第三に、燃料電池における発電の原理は、プロトン(H
+
)が燃料極から酸素極に移動することである。このため、強い酸化の環境で発電が行われ、セパレータ板に高い耐食性が求められる。この環境下で使用できる金属は、腐食電位の大きさから、金と白金に限られる。従って、セパレータ板に用いる金属は、金メッキが必須になり、セパレータ板の製造コストが増大する。また、金属イオンが、電池内に溶出すると、溶出した金属イオンが、高分子膜の発電能力を低下させる。このため、セパレータ板に用いる金属は、金メッキが必須になる。
第四に、自動車における燃料電池は、衝突時における衝撃で破壊しないことが求められる。このため、セパレータ板に強度が必要になる。いっぽう、セパレータ板の強度を増大するために、セパレータ板の板厚を厚くすると、セパレータ板の重量が増える。
第五に、セパレータ板は、水素ガスと酸素ガス(ないしは空気)とを高分子膜に供給する機能を持つ。このため、セパレータ板にガス供給性が必要になる。多くの場合、セパレータ板に溝を形成し、ガスを供給する通路として用いている。
第六に、電気自動車が普及するキー技術は、固体高分子型燃料電池の大幅な製造コストの低減である。このため、電気自動車を普及させるには、現在開発されているセパレータ板のコストを大幅に引き下げる必要がある。従って、現在開発されているセパレータ板の構成と構造とが全く異なる新たなセパレータ板の開発が必要とされている。
ところで、現在開発されているセパレータ板の材質は、金属系とカーボン系とに大別される。前記した軽量化、製造コストの低減、耐食性を確保する観点から、合成樹脂の基板に、カーボン系の材料によって導電性をもたらす構成からなるセパレータ板が、他の材質で構成したセパレータ板より優位である。すなわち、汎用的な合成樹脂の密度は0.9-1.6g/cm
3
で、アルミニウムの密度の2.7g/cm
3
より低い。また、合成樹脂によってセパレータ板を成形する費用は、金属によってセパレータ板を加工する費用より安価である。さらに、カーボンブラックや黒鉛粒子などの汎用的なカーボン材料は、金属粒子より安価である。また、カーボン材料は、耐食性が金属粒子より優れる。
【0004】
合成樹脂の基板に、カーボン系の材料によって導電性をもたらす従来例として、例えば、以下の従来技術がある。
特許文献1には、様々な合成樹脂からなる基板の表面の凹凸に、導電性組成物をスプレーコーティングしたセパレータ板が記載されている。なお、導電性組成物は、エポキシ樹脂、シリコン樹脂、ポリイミド樹脂、フェノール樹脂およびアクリル樹脂などの樹脂をバインダーとして用い、このバインダーに、導電性炭素粉末またはAg、Cu、Niなどの金属粉末を分散した導電性組成物として用いている。
しかしながら、バインダーとしての合成樹脂に、導電性炭素粉末または金属粉末を単純に分散しても、導電性炭素粉末または金属粉末が連続して接合し、電流が流れる通路が形成できなければ、バインダーとしての合成樹脂の電気抵抗が優勢になり、セパレータ板の導電性が向上しない。いっぽう、セパレータ板の導電性を高めるために、導電性炭素粉末または金属粉末の充填率を高める必要があるが、これら固体の充填率を高めると、スプレーコーティングが困難になる。また、金属粉末を用いることによって、表面に現れた金属粉末が溶解し、これによって、セパレータ板の内部腐食が進む。
【0005】
特許文献2には、合成樹脂からなる非炭素質樹脂と、球状の黒鉛、アスペクト比2.0以下の黒鉛粉末および導電性カーボンブラックからなる導電剤とを複合化した導電性のセパレータ板が記載されている。
しかしながら、非炭素質樹脂に導電剤を単純に混合して成形体を成形しても、導電剤が連続して接合し、電流が流れる通路を成形体に形成できなければ、非炭素質樹脂の電気抵抗が優勢になり、セパレータ板の導電性が向上しない。いっぽう、セパレータ板の導電性を高めるために、導電剤の充填率を高めると、非炭素質樹脂の成形が困難になる。
【先行技術文献】
【特許文献】
【0006】
特開2004-079536
WO99/49530
【発明の開示】
【発明が解決しようとする課題】
【0007】
合成樹脂からなる基板に、カーボン系の材料によって、導電性をもたらすセパレータ板を形成するには、次の6つの課題が発生する。
第一に、セパレータ板の電気抵抗を、カーボン系の材料の電気抵抗に近づける課題がある。このため、カーボン系の材料が合成樹脂の基板に連続した通路を形成し、該通路を電子が移動することで、合成樹脂の基板の電気抵抗が、カーボン系の材料の電気抵抗に近づく。
いっぽう、4段落と5段落とで説明したように、絶縁材料に導電材料を混合しただけでは、導電材料同士が接合または接触し、電子が移動する連続した通路を合成樹脂の基板に形成できない。これに対し、合成樹脂の基板の全体を、導電性の高いカーボン系の材料で覆うことができれば、合成樹脂の基板に、カーボン系の材料が連続した通路を形成し、合成樹脂の基板の電気抵抗が、カーボン系の材料の電気抵抗に近づく。
従って、第二の課題は、合成樹脂の基板の全体を、導電性の高いカーボン系の材料で覆う安価な方法を見出すことである。
さらに、セパレータ板は、水素ガスと酸素ガス(ないしは空気)とを、高分子膜に供給する機能を持つ。
従って、第三の課題は、合成樹脂の基板を覆う導電性の高いカーボン系の材料が、水素ガスと酸素ガス(ないしは空気)の移動を阻害せず、合成樹脂の基板に設けた溝が、高分子膜に水素ガスと酸素ガス(ないしは空気)とを供給できることである。
また、セパレータ板が衝撃力を受けても、セパレータ板が破壊しない強度を持つ必要がある。
従って、第四の課題は、合成樹脂の基板は、衝撃力を受けた際に、衝撃力に耐える必要がある。このため、衝撃強度が高い材質の合成樹脂で基板を成形する必要がある。また、導電性の高いカーボン系の材料が、衝撃力を受けた際に、合成樹脂の基板から剥離しないことが必要になる。このため、導電性の高いカーボン系の材料が、大きな接合力で、合成樹脂で基板に接合することが必要になる。さらに、合成樹脂の基板を覆う導電性の高いカーボン系の材料が軽量であれば、導電性の高いカーボン系の材料が受ける衝撃力が小さくて済む。このため、合成樹脂の成形体を覆う導電性の高いカーボン系の材料が軽量であることが必要になる。また、導電性の高いカーボン系の材料が衝撃力を受けた際に弾性変形できれば、導電性の高いカーボン系の材料が衝撃力に耐えられる。このため、導電性の高いカーボン系の材料が衝撃力を受けた際に弾性変形することが必要になる。
さらに、燃料電池を普及させるために、セパレータ板の重量が、従来の開発されたセパレータ板より著しく軽く、セパレータ板の製造コストが、従来の開発されたセパレータ板の製造コストより著しく安価であることが求められる。
従って、第五の課題は、セパレータ板が極めて簡単な処理で作成でき、また、用いる材料の全てが、安価な汎用的な工業用材料であることが必要になる。さらに、合成樹脂の基板と、基板を覆う導電性の高いカーボン系の材料が、軽量であることが必要になる。
本発明が解決しようとする課題は、上記5つの課題を解決して、導電性が付与された合成樹脂の基板からなるセパレータ板を作成する方法を見出すことにある。
【課題を解決するための手段】
【0008】
合成樹脂からなるシート状の成形体の全体が、摩擦圧接で接合したカーボンブラックのアグリゲートの集まりで覆われた構成からなる燃料電池用セパレータ板を作成する方法は、
片方の表面に水素ガスが通過する複数の溝を形成し、他方の表面に酸素ガスないしは空気が通過する複数の溝を形成した合成樹脂からなるシート状の成形体を成形する第一の工程と、
形状が前記シート状の成形体と同じで、厚みが前記シート状の成形体より厚く、かつ、前記シート状の成形体に形成した水素ガスが通過する複数の溝に相当する位置に、該複数の溝に重なり合う形状からなる複数の突起を形成した合成樹脂からなる第一の板材を成形する第二の工程と、
形状が前記シート状の成形体と同じで、厚みが前記シート状の成形体より厚く、かつ、前記シート状の成形体に形成した酸素ガスないしは空気が通過する複数の溝に相当する位置に、該複数の溝に重なり合う形状からなる複数の突起を形成した合成樹脂からなる第二の板材を成形する第三の工程と、
カーボンブラックの集まりと、該カーボンブラックの集まりの重量より多いメタノールを第一の容器に投入し、該メタノールを攪拌し、前記カーボンブラックの集まりを前記メタノール中に浸漬させた第一の懸濁液を作成する、この後、該第一の懸濁液の表面全体を覆う第三の板材を、前記第一の懸濁液の上に被せ、さらに、該第三の板材の表面全体に圧縮荷重を均等に加え、前記メタノールに浸漬したカーボンブラックの集まりを破砕する、さらに、前記第一の容器を加振機の加振台の上に配置させ、該加振機を稼働し、前記第一の容器に、前後、左右、上下の3方向の振動加速度を繰り返し加え、前記破砕されたカーボンブラックの集まりを、前記メタノール中で再配列させる、この後、前記第三の板材の表面全体に前記圧縮荷重を再度均等に加え、前記破砕されたカーボンブラックの集まりの破砕を、前記メタノール中でさらに進める、さらに、前記第一の容器に前記3方向の振動加速度を再度繰り返し加える、こうした前記圧縮荷重を加える処理と前記振動加速度を加える処理とからなる一対の処理を繰り返し、前記第三の板材に前記圧縮荷重を加えた際に、該第三の板材に反発力が発生した時点で、前記カーボンブラックの集まりのメタノール中での破砕が完了したと判断し、前記一対の処理を停止する、この後、前記第三の板材を前記第一の容器から取り外す第四の工程と、
前記第一の容器内にホモジナイザー装置を配置させ、該ホモジナイザー装置を前記第一の懸濁液中で稼働させ、前記破砕が完了したカーボンブラックの集まりに、前記メタノールを介して衝撃波を繰り返し加え、該破砕が完了したカーボンブラックにおけるアグリゲート同士の絡み合いを、前記メタノールを介して絡み合わせるとともに、該絡み合ったアグリゲートの集まりが前記メタノールに分散した第二の懸濁液を作成する第五の工程と、
メタノールに溶解ないしは混和する第一の性質と、メタノールの粘度の9-20倍の粘度を有する第二の性質と、沸点がメタノールの沸点より高く200℃より低い第三の性質からなる3つの性質を兼備するアルコールを前記第二の懸濁液に混合し、該アルコールが前記メタノールに溶解した溶解液ないしは混和した混和液の粘度を、20℃において3-6mPa・秒まで高め、前記絡み合ったアグリゲートの集まりを、前記溶解液ないしは前記混和液を介して絡み合わせるとともに、該絡み合ったアグリゲートの集まりが、前記溶解液ないしは前記混和液に分散した第三の懸濁液を作成する第六の工程と、
底面の形状が第一の工程で作成したシート状の成形体より一回り大きい第二の容器に、前記第三の懸濁液を注入し、さらに、前記シート状の成形体を該第三の懸濁液に浸漬させる第七の工程と、
容器の4つの側面を構成する各々の板材が、該側面に対し垂直方向に該容器の内側に平行移動する機能を持つ第三の容器に、第二の工程で作成した第一の板材を、該第一の板材に形成した複数の突起が上になるように配置する、さらに、前記第一の板材に形成した複数の突起に、前記シート状の成形体に形成した水素ガスが通過する複数の溝が重なり合うように、前記第三の懸濁液に浸漬させたシート状の成形体を、前記第一の板材の上に被せる、さらに、第三の工程で作成した第二の板材に形成した複数の突起が、前記シート状の成形体に形成した酸素ガスないしは空気が通過する複数の溝に重なり合うように、前記第二の板材を前記第三の懸濁液に浸漬させたシート状の成形体の上に被せる、この後、前記第二の板材の表面全体に圧縮荷重を均等に加えるとともに、前記第三の容器を前記アルコールの沸点に昇温する、さらに、前記第三の容器の上下の側面を構成する各々の板材を、該第三の容器の内側に同時に平行移動させ、前記第三の懸濁液に浸漬させたシート状の成形体の上下の側面を、前記圧縮荷重に相当する圧縮応力で圧縮し、この後、前記上下の側面を構成する各々の板材を元の位置に戻す、さらに、前記第三の容器の左右の側面を構成する各々の板材を、該第三の容器の内側に同時に平行移動させ、前記第三の懸濁液に浸漬させたシート状の成形体の左右の側面を、前記圧縮荷重に相当する圧縮応力で圧縮し、この後、前記左右の側面を構成する各々の板材を元の位置に戻す、これによって、前記第三の懸濁液から前記メタノールと前記アルコールとが気化し、前記第三の懸濁液に浸漬させたシート状の成形体の全体が、絡み合ったアグリゲートの集まりで覆われ、さらに、該シート状の成形体の表面と側面とに圧縮応力が加わり、前記シート状の成形体を覆った絡み合ったアグリゲート同士が摩擦圧接し、さらに、該摩擦圧接したアグリゲートの集まりに前記圧縮応力が加わり、該摩擦圧接したアグリゲートの集まりが、前記シート状の成形体の表面と側面とに摩擦圧接し、該シート状の成形体の全体が、前記摩擦圧接で接合したアグリゲートの集まりで覆われる第八の工程と、
前記第三の容器の底面の複数個所に、同一の衝撃加速度を同時に加え、前記第一の板材と前記第二の板材との双方の板材に挟まれて該二枚の板材に接合した前記アグリゲートの集まりで覆われたシート状の成形体を、前記第三の容器から剥がし、さらに、前記第一の板材の底面の複数個所に、前記と同じ大きさの同一の衝撃加速度を同時に加え、前記アグリゲートの集まりで覆われたシート状の成形体を、前記第一板材から剥がし、最後に、前記第二の板材の表面の複数個所に、前記と同じ大きさの同一の衝撃加速度を同時に加え、前記アグリゲートの集まりで覆われたシート状の成形体を、前記第二板材から剥がす第九の工程からなり、
これら9つの工程における全ての処理を連続して実施することで、摩擦圧接で接合したアグリゲートの集まりで覆われたシート状の成形体からなる燃料電池用セパレータ板を作成する、燃料電池用セパレータ板を作成する方法である。
【0009】
以下に説明する9つの工程における全ての処理を連続して実施することにより、摩擦圧接で接合したアグリゲートの集まりで覆われたシート状の燃料電池用セパレータ板が作成される。ここで、9つの工程における処理と、処理の作用効果を説明する。
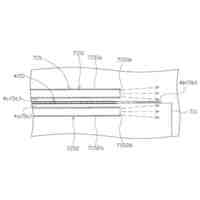
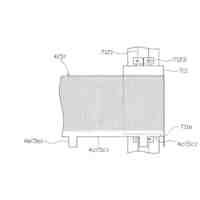
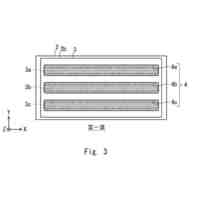
第一の工程において、片方の表面に水素ガスが通過する複数の溝を形成し、他方の表面に酸素ガスないしは空気が通過する複数の溝を形成した合成樹脂からなるシート状の成形体を成形する。このため、安価なシート状の成形体が、連続して作成できる。いっぽう、シート状の成形体が成形できれば、合成樹脂の材質の制約を受けないが、衝撃強度が大きいほど、燃料電池用セパレータ板の衝撃強度が大きい。このため、衝撃強度が必要な燃料電池用セパレータ板には、衝撃強度に優れた合成樹脂を用いる。また、シート状の成形体の形状と大きさの制約を受けない。なお、燃料電池用セパレータ板は、軽くて厚みが薄いことが求められる。このため、厚みは1.5-3mmが適切である。これによって、従来の燃料電池用セパレータ板より、重量が軽く、厚みが薄い燃料電池用セパレータ板になる。いっぽう、溝の深さは、0.5-2.0mmが適切で、表面と裏面との溝の位置が重ならないように、溝を設けるのが望ましい。なお、溝の形状は様々で、合成樹脂の成形によって、複数の溝を表面と裏面に同時に形成するため、溝の形状と数の制約はない。従って、機械加工によって溝を形成する場合のように、溝の形状と数とによって加工費が増大することがない。例えば、1本の連続した溝が、シート状の成形体の全面を同心円状に回っている形状や、1本の連続した溝が、シート状の成形体の両端近くで180度に折れ曲がり、複数の直線状の溝が等間隔に平行に形成される形状や、1本の連続した溝が、シート状の成形体の全面を大きさが異なる徐々に小さくなる四角形が回っている形状や、直線状の複数の溝が平行に等間隔に形成される形状など様々で、溝に水素ガスと酸素ガスないしは空気が通過できればよい。
第二の工程において、形状がシート状の成形体と同じで、厚みがシート状の成形体より厚く、かつ、シート状の成形体に形成した水素ガスが通過する複数の溝に相当する位置に、該複数の溝に重なり合う形状からなる複数の突起を形成した合成樹脂からなる第一の板材を成形する。つまり、第七の工程で、絡み合ったアグリゲートの集まりをシート状の成形体の表面に吸着させるが、第八の工程で、このシート状の成形体を、第一の板材と第三の工程で成形する第二の板材とで挟み、第二の板材の表面全体を均一に圧縮し、絡み合ったアグリゲートの集まりを摩擦圧接で接合するとともに、摩擦圧接で接合した絡み合ったアグリゲートの集まりを、シート状の成形体に摩擦圧接させる。このため、第一の板材が成形できれば、合成樹脂の材質の制約はない。第二の板材も、第二の板材が成形できれば、合成樹脂の材質の制約はない。さらに、合成樹脂の成形によって、複数の突起を同時に形成するため、突起の形状と数の制約はなく、成形非費用は突起の形状と数に依存しない。また、第一の板材に形成する複数の突起は、シート状の成形体に形成した複数の溝に重なり合わせるため、先行して成形したシート状の成形体の複数の溝の形状に合わせる。このため、突起の高さは0.5-2.0mmが適切である。
第三の工程において、形状がシート状の成形体と同じで、厚みがシート状の成形体より厚く、かつ、シート状の成形体に形成した酸素ガスないしは空気が通過する複数の溝に相当する位置に、該複数の溝に重なり合う形状からなる複数の突起を形成した合成樹脂からなる第二の板材を成形する。また、第二の板材に形成する複数の突起は、シート状の成形体に形成した複数の溝に重なり合わせるため、先行して成形したシート状の成形体の複数の溝の形状に合わせる。このため、突起の高さは0.5-2.0mmが適切である。
第四の工程において、カーボンブラックの集まりをメタノールに浸漬し、メタノール中でカーボンブラックの集まりを限界の大きさまで破砕する。このため、最初に、カーボンブラックの集まりと、カーボンブラックの集まりの重量より多いメタノールを第一の容器に投入し、メタノールを攪拌し、カーボンブラックの集まりがメタノール中に浸漬した第一の懸濁液を作成する。つまり、メタノール中に浸漬したカーボンブラックの集まりを圧縮することで、カーボンブラックの集まりが容易に破砕でき、破砕したカーボンブラックがメタノール中に分散するため、カーボンブラックの集まりの破砕を繰り返すことで、カーボンブラックの破砕が進む。この後、第一の懸濁液の表面全体を覆う第三の板材を、第一の懸濁液の上に被せ、第三の板材の表面全体に圧縮荷重を均一に加え、メタノールに浸漬したカーボンブラックの集まりを破砕する。さらに、第三の板材を第一の懸濁液から引き上げ、第一の容器を加振機の加振台の上に配置させ、加振機を稼働し、第一の容器に、前後、左右、上下の3方向の加速度を繰り返し加え、メタノール中に破砕したカーボンブラックの集まりを再配列させる。つまり、カーボンブラックの集まりにおいて、カーボンブラックの大きさにバラツキがあり、破砕されたカーボンブラックの大きさにもバラツキがある。このため、破砕されたカーボンブラックの集まりに空隙が形成される。この空隙を埋めるため、破砕したカーボンブラックの集まりを再配列させ、再度破砕することで、全てのカーボンブラックの破砕が進み、破砕したカーボンブラックの大きさを均等に近づけることができる。さらに、第三の板材を第一の懸濁液に再度被せ、第三の板材の表面全体に前記圧縮荷重を再度均一に加え、メタノール中に浸漬したカーボンブラックの集まりの破砕をさらに進める。さらに、第三の板材を第一の懸濁液から再度引き上げ、第一の容器に前記3方向の加速度を再度繰り返し加える。こうした圧縮荷重を加える処理と加速度を加える処理とからなる一対の処理を繰り返し、第三の板材に圧縮荷重を加えた際に、第三の板材に反発力が発生した時点で、メタノール中に浸漬したカーボンブラックの集まりにおける破砕が完了したと判断し、一対の処理を停止する。この後、第三の板材を第一の容器から取り出す。つまり、カーボンブラックの破砕が限界の大きさまで進むと、破砕したカーボンブラックを圧縮しても、微細になったカーボンブラックに圧縮応力が加わらないため、微細になったカーボンブラックの破砕が行われず、第三の板材に反発力が発生する。この時点で、カーボンブラックの集まりにおける破砕が完了したと判断する。この結果、カーボンブラックは、当初の1/25程度の大きさに近い大きさまで破砕される。
なお、カーボンブラックの最小単位は、炭素粒子の1次凝集体であるアグリゲートである。このアグリゲートは、カーボンブラックにおいて、10-100nmの大きさからなる炭素粒子同士が、不規則で複雑な形状で数珠つなぎした構造(これをストラクチャーと呼ぶ)で結合した炭素粒子の集まりである。アグリゲートの大きさは100-500nmからなり、炭素粒子の数は100-1000個からなる。従って、アグリゲートは、極めて軽量で、また、切断できる。このアグリゲートは、ストラクチャーによって容易に絡み合い、炭素粒子の2次凝集体であり、アグリゲートの凝集塊であるアグロメレートを形成する。従って、カーボンブラックを破砕することで、アグロメレートも破砕され、アグロメレートの大きさも、当初の大きさの1/25に近い大きさに破砕される。さらに、アグリゲートも切断され、0.2mmより短い長さに切断される。なお、アグリゲートが切断されることで、第八の工程において、メタノールとアルコールが気化した後に、高い集積度でアグリゲート同士がランダムに重なり合って、シート状の成形体に析出する。さらに、重なり合って析出したアグリゲートの集まりの全体が圧縮され、高い集積度で重なり合ったアグリゲートの集まりにおいて、全てのアグリゲート同士が摩擦圧接で接合する。さらに、摩擦圧接したアグリゲートの集まりが、シート状の成形体に摩擦圧接する。このため、摩擦圧接したアグリゲートの集まりのシート状の成形体への接合力が大きい。さらに、摩擦圧接したアグリゲートの集まりの厚みが3-6μmと薄く、極めて軽量であるため、摩擦圧接したアグリゲートの集まりが衝撃力を受けても、摩擦圧接したアグリゲートの集まりは、シート状の成形体から引き剥がされない。
第五の工程において、絡み合ったアグリゲートの集まりがメタノールに分散した第二の懸濁液を作成する。このため、破砕されたカーボンブラックにおけるアグリゲートの絡み合いを分離させる。つまり、全てのアグリゲート同士を摩擦圧接で接合し、さらに、摩擦圧接で接合したアグリゲートの集まりを、シート状の成形体に摩擦圧接させるため、破砕されたカーボンブラックにおけるアグリゲート同士の絡み合いを一旦分離させる。なお、アグリゲート同士の絡み合いは、単にアグリゲート同士が接触しているだけであり、絡み合いにおけるアグリゲート同士の接合力は極めて小さい。つまり、カーボンブラックは、その多くがアグリゲートの凝集塊であるアグロメレートで構成され、大きなものは1mm近くまで及ぶ粉体になる。このため、アグロメレートの集まりをメタノール中に分散した懸濁液を作成することは困難で、また、摩擦圧接でアグロメレート同士を接合させることはさらに困難である。この理由から、メタノール中でホモジナイザー装置を稼働させ、破砕されたアグロメレートの集まりに衝撃波を継続して加え、アグリゲート同士が直接絡み合った部位を、衝撃波の照射で一旦分離させ、分離した部位にメタノールを吸着させ、メタノールを介してアグリゲート同士を絡み合わせる。なお、カーボンブラックを物理的に限界の大きさまで破砕したため、アグリゲートは0.2mmより短い長さに切断されている。このため、衝撃波を継続して加えると、アグリゲート同士の絡み合いが容易に解除できる。これによって、メタノールを介してアグリゲート同士が絡み合い、さらに衝撃波を継続して加えることで、絡み合ったアグリゲートの集まりが、低粘度のメタノールに分散した第二の懸濁液が形成される。
このため、第一の容器内にホモジナイザー装置を配置させ、ホモジナイザー装置を稼働させ、メタノールを介して、破砕されたカーボンブラックの集まりに衝撃波を繰り返し加える。つまり、ホモジナイザー装置をメタノール中で稼働させると、微細な衝撃波がメタノール中に連続して発生し、衝撃波がメタノールの分子を励起させながら、メタノール中を移動する。いっぽう、メタノールの分子量は小さく、粘度が低いため、衝撃波によってメタノールの分子は励起されにくく、衝撃波のエネルギーが失われにくい。このため、メタノールに浸漬したアグロメレートの集まりに、メタノールを介して、微細な衝撃波が効率よく繰り返し照射される。これによって、アグリゲート同士が直接絡み合った部位にも、微細な衝撃波が繰り返し照射され、アグリゲートが極めて軽量な物質で、絡み合ったアグリゲート同士の接合力が弱いため、直接絡み合った部位が一旦解除し、絡み合いが解除したアグリゲートの部位に、メタノールが吸着する。さらに、衝撃波が繰り返し印加され、メタノールを介して絡み合ったアグリゲートの集まりが、メタノール中に分散する。
なお、アグリゲートが、不規則で複雑な形状で炭素粒子同士が数珠つなぎしたストラクチャーの構造を持ち、かつ、個々のアグリゲートの大きさと個々のアグリゲートのストラクチャーの形状が異なる。このため、ホモジナイザー装置が発する衝撃波をアグロメレートに繰り返し照射しても、アグリゲートの集まりにおいて、アグリゲート同士が絡み合う全ての部位が分離され、これによって、アグリゲートの集まりが1つ1つのアグリゲートに分離し、さらに、1つ1つに分離されたアグリゲートをメタノールに分散させることはできない。つまり、ホモジナイザー装置によるアグリゲート同士の絡み合いの分離は、あくまでも、アグリゲート同士が絡み合った部位にメタノールを吸着させ、さらに、メタノールを介して絡み合ったアグリゲートの集まりを、メタノール中に分散する処理である。従って、メタノールを介してアグリゲート同士が絡み合ったアグリゲートの集まりにおいては、絡み合ったアグリゲート同士は接合せず、メタノールを介して絡み合ったアグリゲートがメタノールに分散している。このため、第六の工程において、第二の懸濁液にメタノールに溶解ないしは混和するアルコールを混合すると、アルコールがメタノールに溶解した溶解液ないしは混和した混和液を介して、アグリゲート同士を絡み合わせるとともに、該絡み合ったアグリゲートの集まりが、該溶解液ないしは該混和液に分散した第三の懸濁液が作成できる。
なお、ホモジナイザー装置として、超音波方式のホモジナイザー装置を用いると、切断されたアグリゲートの大きさよりさらに小さい気泡が、莫大な数からなる気泡として同時に発生し、この後、気泡が殆ど同時に消滅する。この気泡の発生と消滅とが、超音波の発生周期に応じて繰り返し起こり、低粘度のメタノール中で、気泡の発生と消滅とが繰り返される(この現象をキャビテーションという)。この気泡がはじける際の衝撃波が、低粘度のメタノール中に継続して発生し、衝撃波が殆ど吸収されずに、アグロメレートの細部にも継続して照射され、アグリゲート同士が直接絡み合った部位が短時間で分離し、分離した部位にメタノールが吸着する。従って、超音波方式のホモジナイザー装置は、超音波の発生周期に応じて、気泡の発生と消滅とを繰り返すため、短時間でアグリゲート同士が直接絡み合った部位を分離させことができる。
第六の工程において、20℃において3-6mPa・秒の粘度からなるアルコールがメタノールに溶解した溶解液ないしは混和した混和液を介して、アグリゲート同士を絡み合わせるとともに、絡み合ったアグリゲートの集まりが、溶解液ないしは混和液に分散した第三の懸濁液を作成する。このため、メタノールに溶解ないしは混和する第一の性質と、メタノールの粘度の9-20倍の粘度を有する第二の性質と、沸点がメタノールの沸点より高く200℃より低い第三の性質からなる3つの性質を兼備するアルコールを、第一の容器内の第二の懸濁液の粘度が5-10倍に増大する割合で第二の懸濁液に混合する。これによって、アルコールがメタノールに溶解ないしは混和し、アルコールがメタノールに溶解した溶解液ないしは混和した混和液の粘度が、20℃において3-6mPa・秒に増大し、溶解液ないしは混和液を介して、アグリゲートが絡み合うとともに、絡み合ったアグリゲートの集まりが、溶解液ないしは混和液に分散した第三の懸濁液が作成される。これによって、第七の工程において、第一の工程で作成したシート状の成形体を、溶解液ないしは混和液に浸漬させると、溶解液ないしは混和液の粘度に応じた厚みで、溶解液ないしは混和液が、シート状の成形体の表面に吸着する。
第七の工程において、第一の工程で作成したシート状の成形体を、溶解液ないしは混和液に浸漬させる。これによって、溶解液ないしは混和液の粘度に応じた厚みで、溶解液ないしは混和液が、シート状の成形体の表面に吸着する。
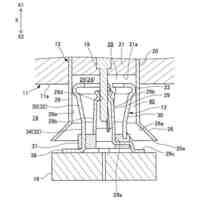
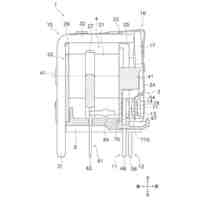
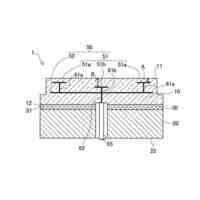
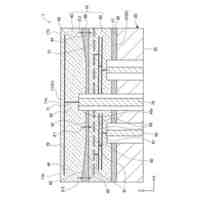
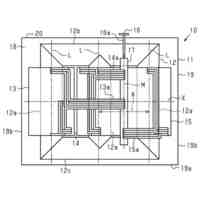
第八の工程において、シート状の成形体の全体を、摩擦圧接で接合したアグリゲートの集まりで覆う。このため、底面の形状が四角形である容器の4つの側面を構成する各々の板材が、側面に対し垂直方向に容器の内側に平行移動する機能を持つ第三の容器を用意する。次に、第二の工程で作成した第一の板材を、表面に形成した複数の突起が上になるように、第三の容器に配置する。さらに、第一の板材に形成した複数の突起に、第一の工程で作成したシート状の成形体に形成した水素ガスが通過する複数の溝が重なり合うように、第七の工程で第三の懸濁液に浸漬させたシート状の成形体を、第一の板材の上に被せる。さらに、第三の工程で作成した第二の板材に形成した複数の突起が、第一の工程で作成したシート状の成形体に形成した酸素ガスないしは空気が通過する複数の溝に重なり合うように、第二の板材を第三の懸濁液に浸漬させたシート状の成形体の上に被せる。この後、第二の板材の表面全体に圧縮荷重を均等に加えるとともに、第三の容器をアルコールの沸点に昇温する。さらに、第三の容器の上下の側面を構成する各々の板材を、第三の容器の内側に同時に平行移動させ、第三の懸濁液に浸漬させたシート状の成形体の上下の側面を、前記圧縮荷重に相当する圧縮応力で圧縮し、この後、上下の側面を構成する各々の板材を元の位置に戻す。さらに、第三の容器の左右の側面を構成する各々の板材を、第三の容器の内側に同時に平行移動させ、第三の懸濁液に浸漬させたシート状の成形体の左右の側面を、前記圧縮荷重に相当する圧縮応力で圧縮し、この後、左右の側面を構成する各々の板材を元の位置に戻す。
これらの処理によって、最初に、第三の懸濁液からメタノールとアルコールとが沸点に応じて順番に気化し、第三の懸濁液に浸漬したシート状の成形体を、アグリゲート同士が絡み合った該アグリゲートの集まりが覆う。次に、シート状の成形体の表面と側面とに順番に圧縮応力が加わり、シート状の成形体を覆った絡み合ったアグリゲートの集まりの全体が圧縮され、絡み合ったアグリゲートの集まりが、高い集積度で互いに重なり合う。さらに圧縮応力が加わり、高い集積度で互いに重なり合ったアグリゲートの集まりにおける僅かな間隙を埋めるように、アグリゲートが弾性変形し、さらに高い集積度でアグリゲートの集まりが重なり合う。さらに圧縮応力が加わり、全てのアグリゲートがアグリゲート同士で接触し、接触部位でアグリゲート同士が摩擦圧接で接合し、全てのアグリゲートが互いに摩擦圧接で接合したアグリゲートの集まりになる。さらに、摩擦圧接したアグリゲートの集まりに圧縮応力が加わり、摩擦圧接したアグリゲートの集まりが、シート状の成形体の表面と側面とに強く接触し、接触部が弾性変形し、この弾性変形した一部が、シート状の成形体の表面と側面との表面の凹凸に入り込み、摩擦圧接したアグリゲートの集まりが、シート状の成形体の表面と側面とに強固に接合する。この結果、シート状の成形体の全体が、摩擦圧接で接合したアグリゲートの集まりで覆われる。従って、全てのアグリゲートが互いに摩擦圧接で接合したアグリゲートの集まりにおけるアグリゲート同士の接合力が大きい。また、摩擦圧接したアグリゲートの集まりが、シート状の成形体の表面と側面とに接合した接合力も大きい。さらに、摩擦圧接で接合したアグリゲートの集まりは、厚みが薄く、軽量であり、さらに、一定の面積でシート状の成形体に強固に接合するため、衝撃力が摩擦圧接で接合したアグリゲートの集まりに加わっても、摩擦圧接で接合したアグリゲートの集まりは、シート状の成形体から剥がされない。
第九の工程において、第三の容器の底面の裏側の複数個所に、容器の大きさに応じて、0.2-0.3Gの同一の衝撃加速度を同時に加え、第一の板材と第二の板材との双方の板材に挟まれて該二枚の板材に接合したアグリゲートの集まりで覆われたシート状の成形体を、第三の容器から剥がす。つまり、第三の容器の底面と第一の板材との接合力は、第一の板材と摩擦圧接で接合したアグリゲートの集まりとの接合力より小さいため、二枚の板材に接合したアグリゲートの集まりで覆われたシート状の成形体が、第三の容器の底面から剥がれる。さらに、第一の板材の底面の複数個所に、0.2-0.3Gの同一の衝撃加速度を同時に加え、アグリゲートの集まりで覆われたシート状の成形体を、第一板材から引き剥がす。つまり、第一の板材と摩擦圧接で接合したアグリゲートの集まりとの接合力は、摩擦圧接で接合したアグリゲートの集まりがシート状の成形体に接合する接合力より小さいため、アグリゲートの集まりで覆われたシート状の成形体が、第一の板材から剥がれる。最後に、第二の板材の表面の複数個所に、0.2-0.3Gの同一の衝撃加速度を同時に加え、アグリゲートの集まりで覆われたシート状の成形体を、第二板材から剥がす。つまり、第二の板材と摩擦圧接で接合したアグリゲートの集まりとの接合力は、摩擦圧接で接合したアグリゲートの集まりがシート状の成形体に接合する接合力より小さいため、アグリゲートの集まりで覆われたシート状の成形体が、第二の板材から剥がれる。
これら9つの工程における全ての処理を連続して実施することにより、摩擦圧接で接合したアグリゲートの集まりで覆われたシート状の成形体からなる燃料電池用セパレータ板が作成される。
次に、作成したシート状の成形体からなる燃料電池用セパレータ板の作用効果を説明する。
第一に、アグリゲートの集まりで覆われたシート状の成形体からなる燃料電池用セパレータ板は、カーボンブラックの導電率を持つ。つまり、全てのアグリゲートが摩擦圧接で接合した該アグリゲートの集まりは、全てのアグリゲートが互いに接続しているため、アグリゲートの集まりに電子が移動する経路が形成される。これによって、燃料電池用セパレータ板は、カーボンブラックの導電率を持つ。この結果、アメリカのエネルギー省が求めているセパレータ板の電気抵抗は20Ωcm以下であるが、カーボンブラックの電気抵抗によって、燃料電池用セパレータ板の電気抵抗は、アメリカのエネルギー省が求めるセパレータ板の電気抵抗より2桁低くなる。
第二に、合成樹脂のシート状の成形体は、大気圧における水素ガス不透過性を持つ。このため、燃料電池用セパレータ板は、大気圧における水素ガス不透過性を持つ。
第三に、シート状の成形体の一方の表面に水素ガスが通過する複数の溝を形成し、他方の表面に酸素ガスないしは空気が通過する複数の溝を形成した。このため、これらの溝は、水素ガスと酸素ガスないしは空気を、高分子膜にガスを供給する通路として作用する。
第四に、カーボンブラックは、酸にもアルカリにも侵されず、金属より優れた耐食性を持つ。また、シート状の成形体を覆うアグリゲートの集まりは、液体の表面張力によって全ての液体をはじく。このため、全ての液体は、シート状の成形体に進入することができない。従って、アグリゲートの集まりで覆われたシート状の成形体からなる燃料電池用セパレータ板は、カーボンブラックの耐食性を持ち、プロトン(H
+
)が通過する酸化力が高い環境下でも、腐食せず、経時変化もしない。
第五に、シート状の成形体の厚みが1.5-3mmと薄いため、成形体が衝撃力を受けた際に弾性変形し、衝撃力を吸収する。また、アグリゲートの集まりは、3-6μmと薄く、極めて軽量で、強固にシート状の成形体に接合しているため、衝撃力を受けても、シート状の成形体から剥がれない。さらに、耐衝撃性に優れた合成樹脂によって、シート状の成形体を形成すれば、燃料電池用セパレータ板の衝撃強度がさらに増大する。
第六に、摩擦圧接したアグリゲートの集まりの厚みが3-6μmと薄く、カーボンブラックの密度が1.7-1.9g/cm
3
であるため、摩擦圧接したアグリゲートの集まりは、極めて軽量である。このため、燃料電池用セパレータ板の重量は、シート状の成形体の重量に近い。いっぽう、合成樹脂の密度は0.9-1.6g/cm
3
で、繊維強化樹脂の密度は1.5-1.7g/cm
3
で、アルミニウムの密度の2.7g/cm
3
より小さい。さらに、シート状の成形体の厚みが1.5-3mmと薄いため、燃料電池用セパレータ板の重量は、これまでの燃料電池用セパレータ板の重量より著しく軽い。
第七に、合成樹脂からなるシート状の成形体は、同一形状の成形体を、連続して安価に成形できる。また、カーボンブラックは、安価な工業用素材である。さらに、メタノールとアルコールは、汎用的な有機溶剤である。また、シート状の成形体からなる燃料電池用セパレータ板を作成する9つの工程からなる全ての処理が、極めて簡単な処理である。このため、アグリゲートの集まりで覆われたシート状の成形体からなる燃料電池用セパレータ板は、安価に製造できる。
これら7つの作用効果によって、7段落に記載した5つの課題の全てが解決される。
【0010】
8段落に記載した燃料電池用セパレータ板を作成する方法は、
8段落に記載したカーボンブラックとしてアセチレンブラックを用い、8段落に記載した9つの工程における全ての処理を連続して実施し、前記アセチレンブラックのアグリゲートの集まりが摩擦圧接で接合した該アグリゲートの集まりが、シート状の成形体を覆った構成からなる燃料電池用セパレータ板を作成する方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
トイレ用照明スイッチ
4日前
CKD株式会社
巻回装置
3日前
CKD株式会社
巻回装置
3日前
イリソ電子工業株式会社
電子部品
7日前
三洋化成工業株式会社
軟磁性材料
25日前
オムロン株式会社
電磁継電器
11日前
オムロン株式会社
電磁継電器
11日前
太陽誘電株式会社
コイル部品
11日前
太陽誘電株式会社
コイル部品
11日前
オムロン株式会社
電磁継電器
11日前
株式会社半導体エネルギー研究所
電池
24日前
株式会社ヨコオ
ソケット
18日前
日本特殊陶業株式会社
保持部材
3日前
日本特殊陶業株式会社
保持装置
25日前
日新電機株式会社
変圧器
19日前
国立大学法人信州大学
トランス
11日前
三洲電線株式会社
撚線導体
25日前
ローム株式会社
半導体装置
4日前
トヨタバッテリー株式会社
二次電池
3日前
三洋化成工業株式会社
リチウムイオン電池
25日前
日新イオン機器株式会社
気化器、イオン源
4日前
日本航空電子工業株式会社
コネクタ
4日前
トヨタバッテリー株式会社
二次電池
18日前
株式会社村田製作所
コイル部品
3日前
矢崎総業株式会社
端子台
3日前
矢崎総業株式会社
端子台
3日前
矢崎総業株式会社
端子台
3日前
河村電器産業株式会社
接続装置
19日前
河村電器産業株式会社
接続装置
19日前
トヨタ自動車株式会社
電池モジュール
3日前
シャープ株式会社
アンテナ装置
18日前
矢崎総業株式会社
端子台
3日前
株式会社村田製作所
コイル部品
17日前
矢崎総業株式会社
端子台
3日前
トヨタバッテリー株式会社
電池パック
10日前
株式会社ダイヘン
リユース方法
3日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ