TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025015387
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023206176
出願日
2023-12-06
発明の名称
ノズル体
出願人
マコー株式会社
代理人
弁理士法人インテクト国際特許事務所
,
個人
主分類
B24C
5/02 20060101AFI20250123BHJP(研削;研磨)
要約
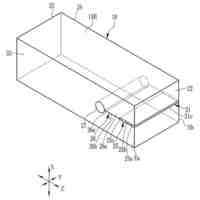
【課題】スラリを噴射するノズル体であって、如何なる方向に噴射口を向けて処理を行った場合であっても、開口方向に処理が均一となるノズル体を提供する。
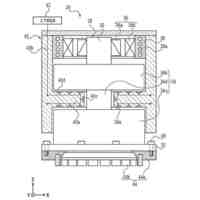
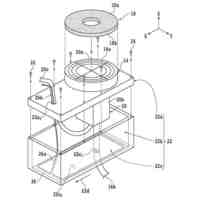
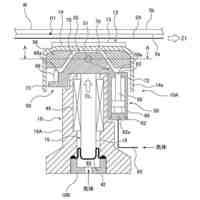
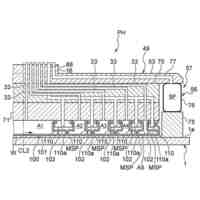
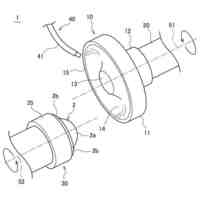
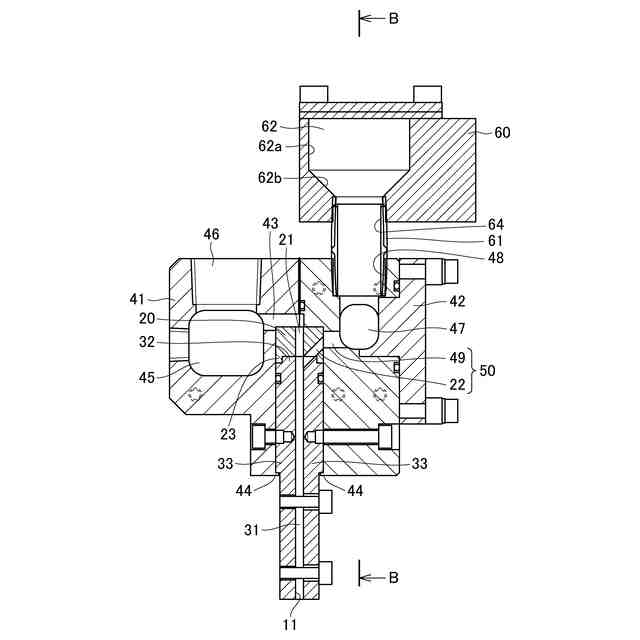
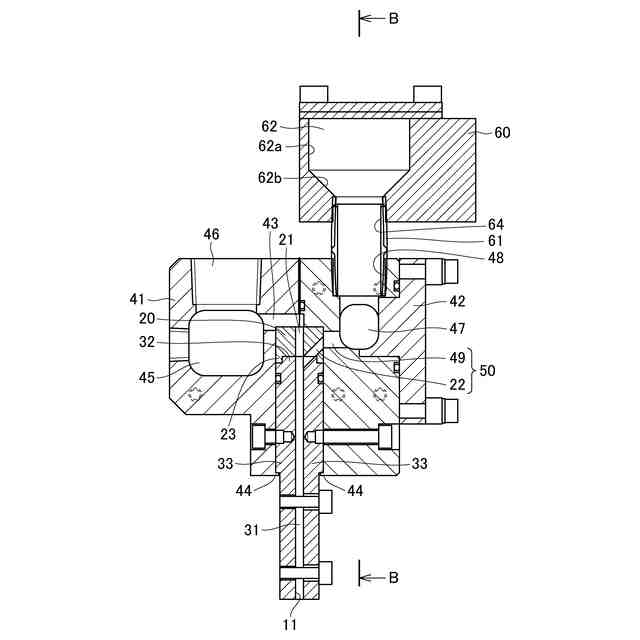
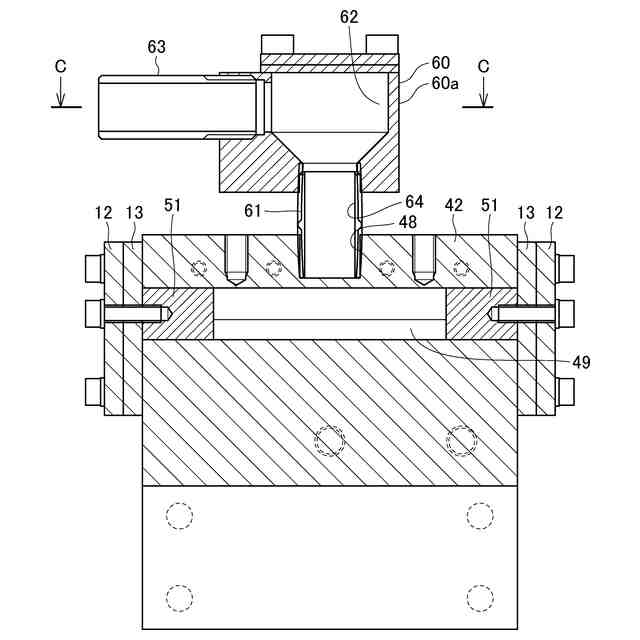
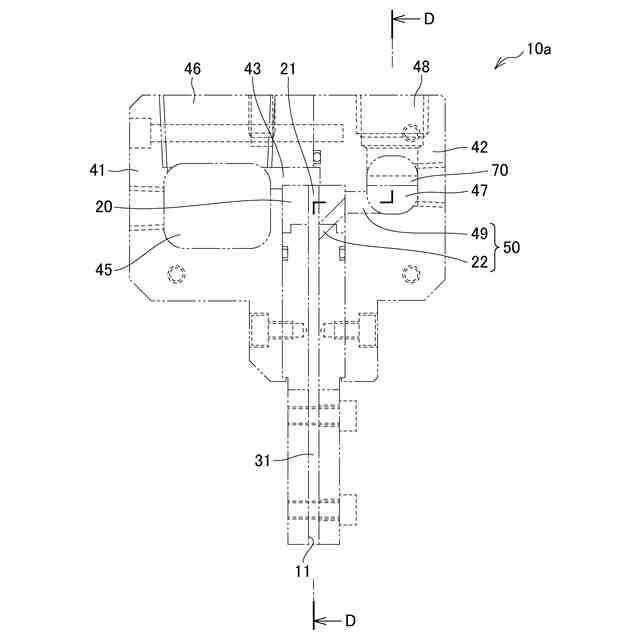
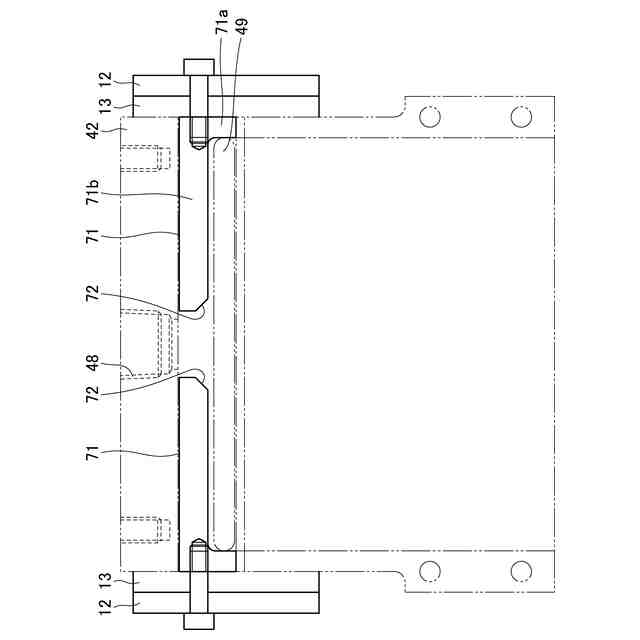
【解決手段】砥粒と液体とが混合されたスラリが導入されて一時貯留されるスラリ貯留室と、加圧エアが導入されて一時貯留されるエア貯留室と、前記スラリ貯留室及び前記エア貯留室と連通すると共に、前記スラリと前記加圧エアとが混合された噴射材を噴射口から噴射する通過経路を有するノズル体であって、前記スラリ貯留室は、前記スラリを導入するスラリ導入口を備え、前記スラリ導入口は、前記スラリを旋回させる旋回手段を備える。
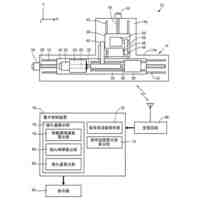
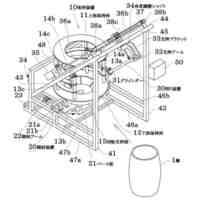
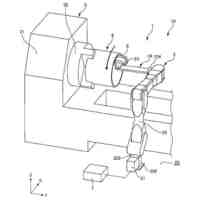
【選択図】図3
特許請求の範囲
【請求項1】
砥粒と液体とが混合されたスラリが導入されて一時貯留されるスラリ貯留室と、加圧エアが導入されて一時貯留されるエア貯留室と、前記スラリ貯留室及び前記エア貯留室と連通すると共に、前記スラリと前記加圧エアとが混合された噴射材を噴射口から噴射する通過経路を有するノズル体であって、
前記スラリ貯留室は、前記スラリを導入するスラリ導入口を備え、
前記スラリ導入口は、前記スラリを旋回させる旋回手段を備えることを特徴とするノズル体。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載のノズル体において、
前記旋回手段は、前記加圧エアの導入方向と交差する方向から前記スラリを導入する導入部と、前記スラリ貯留室内の前記スラリを前記加圧エアの導入方向と略平行な方向に導出する導出部とを備えることを特徴とするノズル体。
【請求項3】
請求項2に記載のノズル体において、
前記旋回手段は、前記導入部と前記導出部とを連絡する旋回部本体を備えることを特徴とするノズル体。
【請求項4】
請求項3に記載のノズル体において、
前記旋回部本体は、前記導出部と略同心円上に配置され、
前記導入部は、前記旋回部本体の接線方向に延設されることを特徴とするノズル体。
【請求項5】
請求項1に記載のノズル体において、
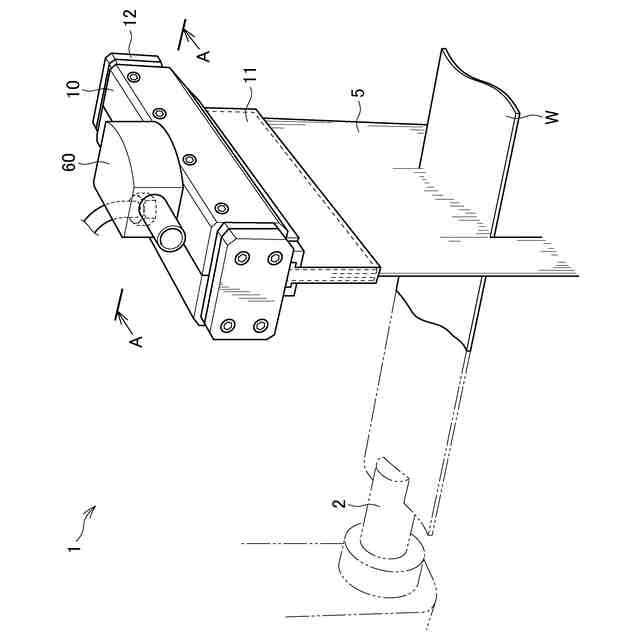
前記噴射口は、ワークの幅方向に沿って延びるスリット状であることを特徴とするノズル体。
【請求項6】
請求項5に記載のノズル体において、
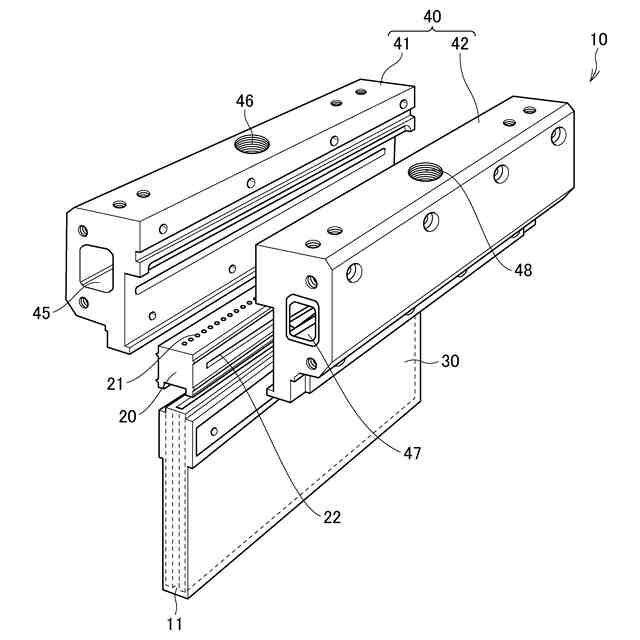
前記スラリ貯留室は、前記加圧エアの導入方向に沿った下端に、前記噴射口に連通すると共に、前記幅方向に沿ってスリット状に開口するスラリ貯留室開口部を備え、
前記スラリ貯留室の内壁に、前記加圧エアの導入方向に沿った高さ及び、前記幅方向に沿った幅寸法が前記スラリ貯留室開口部と重畳しない流路調整手段を備えることを特徴とするノズル体。
【請求項7】
請求項6に記載のノズル体において、
前記流路調整手段は、前記スラリ貯留室に着脱可能に組み付けられるスペーサ部材であることを特徴とするノズル体。
【請求項8】
請求項7に記載のノズル体において、
前記スペーサ部材は、前記スラリ貯留室の前記幅方向の両端にそれぞれ取り付けられ、
前記スラリ貯留室の側壁に取り付けられる基部と、前記基部から前記幅方向に沿って延びる延長部とを備えることを特徴とするノズル体。
【請求項9】
請求項8に記載のノズル体において、
前記延長部の先端は、前記スラリ導入口と重畳しないように形成されると共に、前記スラリ導入口から導入されるスラリの導入方向に対して傾斜した斜面を備えることを特徴とするノズル体。
【請求項10】
請求項1から9に記載のノズル体を用いてワークの表面に前記スラリを投射することを特徴とするウェットショットピーニング方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、噴射材をワーク等に対して噴射するノズル体に関し、特に噴射材としてスラリとエアとを混合した噴射材を用いるウェットブラスト用のノズル体に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来から、液体と砥粒とを混合したスラリを準備し、このスラリを圧縮エアを使って被加工物に噴射することにより被加工物の表面を処理するウェットブラスト処理方法が行われている。このウェットブラスト処理は、湿式ブラストや液体ホーニングとも呼ばれている。
【0003】
ここで、ウェットブラスト処理は、均一に且つ高出力でスラリをワーク等に衝突させることが重要となる場合がある。例えば、ワークの表面にスラリに含まれるショット(砥粒など)を衝突させることで、ワークの機械的性質を変化させるピーニング処理を行う場合には、ショットの衝突エネルギが高く且つワークの表面に均一に衝突することができることが要求されている。
【0004】
このようにウェットブラストを広範囲に高出力でかつ均一に噴射することができるノズル体として、特許文献1や特許文献2に記載されたノズル体が知られている。
【0005】
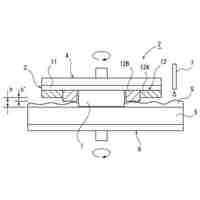
特許文献1に記載されたノズル体は、砥粒と液体とが混合されたスラリが導入されて一時貯溜されるスラリ貯溜室の近傍にエア噴射通路が設けられ、このエア噴射通路を加圧エアが通過することによりスラリ貯溜室から所定長さを有する導出通路を介してスラリが導出され、該スラリと前記加圧エアとが混合室に送られて混合され、この加圧エアとスラリとが混合された噴射材をスリット状の噴射部から噴射するノズル体であって、前記導出通路を、小孔が該導出通路の長さ方向に並設される多孔構造に設けられている。
【0006】
また、特許文献2に記載されたノズル体は、粒体と液体とが混合されたスラリが導入されて一時貯留されるスラリ貯留室が設けられ、また、加圧エアが導入されて一時貯留されるエア貯留室が設けられ、このエア貯留室にはエア噴射通路が連設され、前記エア貯留室に貯留された前記加圧エアが前記エア噴射通路から混合室に導入されることにより前記スラリ貯留室から前記スラリが前記混合室に導出されて該スラリと前記加圧エアとが混合され、この加圧エアとスラリとが混合された噴射材をスリット状噴射口からワークに噴射するノズル体であって、前記スリット状噴射口は前記ワークの長さ方向に短く且つ巾方向に長い開口形状であり、前記混合室と前記スリット状噴射口との間には、前記噴射材が直進可能な通過経路が設けられるとともに、前記エア噴射通路と前記通過経路と前記スリット状噴射口との位置関係は直線状に設定されており、前記エア噴射通路は、小孔を並設した多孔構造に設けられ、前記エア噴射通路の加圧エア通過方向と直交する方向の通路断面積は、前記小孔の加圧エア通過方向と直交する方向の通路断面積の和であり、前記スリット状噴射口の開口面積と、前記エア噴射通路の加圧エア通過方向と直交する方向の通路断面積との比が、2.0乃至1.0:1.0に設定され、更に、前記エア噴射通路の通路断面積と、前記エア貯留室における前記加圧エアの加圧エア通過方向と直交する方向通過断面積との比が、1.0:3.0以上に設定されている。
【0007】
特許文献1に記載されたノズル体は、導出通路を、小孔が該導出通路の長さ方向に並設される多孔構造に設けられているので、非常に長尺なスリット状の噴射口からでも砥粒と液体と加圧エアとを均一な混合状態で噴射することができる。
【0008】
特許文献2に記載されたノズル体は、スリット状噴射口の開口面積、エア噴射通路の通路断面積及びエア貯留室における加圧エアの通過方向と直交する方向通路断面積との比率を適切に設定することで、ピーニング処理において、加圧エアの圧力を高めた場合であっても、ウェットブラストを高出力で且つ均一に噴射することができる。
【先行技術文献】
【特許文献】
【0009】
特許第3540713号公報
特許第4210076号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
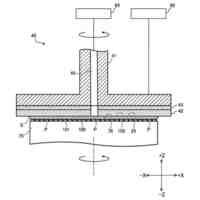
しかしながら、従来のノズル体によると、スリット状噴射口を下方に向け、ワークに対して処理を行う場合の他、スリット状噴射口を横方向に向け、スリット状噴射口の開口方向が鉛直方向となるように配置してワークに対して処理を行うと、図8に示すように、スリット状噴射口の開口方向にスラリの濃度差が生じてしまい、当該濃度差によって開口方向の処理の均一性が損なわれるという課題があった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
バレル研磨用メディア材
3日前
トヨタ自動車株式会社
バリ取り装置
11日前
キヤノン電子株式会社
加工工具、及び、加工装置
10日前
株式会社ディスコ
加工方法
6日前
株式会社ディスコ
加工装置
10日前
株式会社ディスコ
研削ホイール
3日前
ノリタケ株式会社
円筒工作物の回転振れ量検出装置
3日前
株式会社ディスコ
ウエーハの処理方法
11日前
株式会社ディスコ
研削装置
17日前
株式会社ディスコ
切削装置
14日前
若鶴酒造株式会社
樽の仕上げ装置
20日前
株式会社ディスコ
機能水供給装置
4日前
グランツテクノワークス株式会社
研磨パッド及びその製造方法
14日前
株式会社ディスコ
ワークの研削方法
10日前
株式会社ディスコ
ウエーハの加工方法
17日前
日本精工株式会社
ボールねじのナットの加工装置
10日前
ダイキン工業株式会社
研削方法及び研削装置
6日前
ダイキン工業株式会社
研削方法及び軸付き砥石
6日前
株式会社ディスコ
被加工物の加工方法
12日前
株式会社荏原製作所
処理ヘッドおよび基板処理装置
20日前
株式会社ディスコ
切削装置及びドレッシング部材
14日前
株式会社ジェイテクト
砥石装置、および、工作機械
10日前
株式会社荏原製作所
弾性膜、研磨ヘッド、および研磨方法
3日前
株式会社ディスコ
板状ワークの加工装置及び加工方法
10日前
富士紡ホールディングス株式会社
被研磨物の保持具および被研磨物の保持方法
5日前
株式会社ディスコ
ドレッシングボードおよびドレッシング方法
11日前
株式会社ディスコ
ドレッシングボードおよびドレッシング方法
5日前
セイコーエプソン株式会社
研磨処理システム、研磨処理方法および旋盤システム
11日前
日本トリート株式会社
集塵循環装置、集塵循環方法、および集塵循環システム
20日前
株式会社ディスコ
保持テーブルの管理方法及びチップの製造方法
6日前
株式会社吉田光学工業所
非球面凸レンズの研削部材及び非球面凸レンズの研削装置
17日前
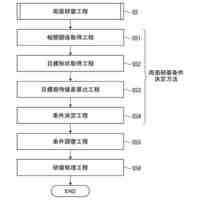
株式会社SUMCO
ウェーハの両面研磨条件決定方法、ウェーハの両面研磨方法、および、ウェーハの製造方法
12日前
アプライド マテリアルズ インコーポレイテッド
セグメント化基板チャック付きキャリアヘッド
12日前
富士フイルムビジネスイノベーション株式会社
情報処理システム及び情報処理プログラム
3日前
日本放送協会
音可視化装置、プログラム、表示端末
14日前
国立大学法人鳥取大学
子宮内膜症又は子宮腺筋症の予防又は治療剤
11日前
他の特許を見る
 特許ウォッチ
特許ウォッチ