TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042529
公報種別
公開特許公報(A)
公開日
2025-03-27
出願番号
2023149605
出願日
2023-09-14
発明の名称
研磨処理システム、研磨処理方法および旋盤システム
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B24B
27/00 20060101AFI20250319BHJP(研削;研磨)
要約
【課題】研磨精度および自由度の高い研磨処理を行い得る研磨処理システムおよび研磨処理方法、ならびに、研磨ツールを保持させたロボットを取り付けることで、研磨精度および自由度の高い研磨処理を行うことが可能な旋盤システムを提供すること。
【解決手段】ワークに研磨ツールを接触させる研磨処理を行う研磨処理システムであって、前記研磨ツールを保持するロボットと、前記ワークを保持し、前記研磨ツールに対して前記ワークを相対的に移動させるワーク保持部と、を備えることを特徴とする研磨処理システム。
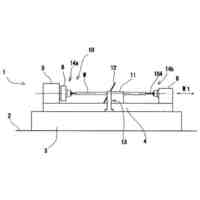
【選択図】図1
特許請求の範囲
【請求項1】
ワークに研磨ツールを接触させる研磨処理を行う研磨処理システムであって、
前記研磨ツールを保持するロボットと、
前記ワークを保持し、前記研磨ツールに対して前記ワークを相対的に移動させるワーク保持部と、
を備えることを特徴とする研磨処理システム。
続きを表示(約 1,000 文字)
【請求項2】
前記ロボットは、前記研磨ツールが受ける外力を検出する力センサーを有する請求項1に記載の研磨処理システム。
【請求項3】
前記力センサーの検出軸の数は、2以上である請求項2に記載の研磨処理システム。
【請求項4】
前記ロボットは、2つ以上の関節を有するロボットアームを有し、
前記研磨ツールは、前記ロボットアームに保持されている請求項1ないし3のいずれか1項に記載の研磨処理システム。
【請求項5】
前記ロボットは、垂直多関節ロボットである請求項1ないし3のいずれか1項に記載の研磨処理システム。
【請求項6】
前記ワークは、円筒形をなしており、
前記ワーク保持部は、前記ワークの中心軸を回転軸として前記ワークを回転させ、
前記ロボットは、前記研磨ツールが前記ワークの内周面に接触するように前記研磨ツールを保持する請求項1ないし3のいずれか1項に記載の研磨処理システム。
【請求項7】
前記ワーク保持部は、前記ワークを往復移動させる請求項1ないし3のいずれか1項に記載の研磨処理システム。
【請求項8】
前記ワーク保持部が前記研磨ツールに対して前記ワークを相対的に移動させているとき、
前記ロボットは、前記研磨ツールを保持しながら、前記研磨ツールを前記ワーク保持部に対して相対的に移動させる請求項1ないし3のいずれか1項に記載の研磨処理システム。
【請求項9】
外部の点を基準点とし、
前記研磨ツールと接触する前記ワークの被研磨面が前記ワーク保持部の作動によって変位するとき、前記基準点から見た前記被研磨面の変位方向を第1方向とし、
前記ワークと接触している前記研磨ツールが前記ロボットの作動によって変位するとき、前記基準点から見た前記研磨ツールの変位方向を第2方向とした場合、
前記第1方向および前記第2方向が互いに異なる請求項7に記載の研磨処理システム。
【請求項10】
請求項1ないし3のいずれか1項に記載の研磨処理システムを用い、前記ワークに前記研磨処理を施す研磨処理方法であって、
前記ワーク保持部の作動により、前記研磨ツールに対して前記ワークを相対的に移動させながら、前記ロボットの作動により、前記研磨ツールを前記ワークに接触させることにより、前記研磨処理を施すことを特徴とする研磨処理方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨処理システム、研磨処理方法および旋盤システムに関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1には、圧延機に用いられるロールを研磨する研磨装置が開示されている。この研磨装置は、研磨されるロールを回転可能な状態で支持する軸受け組立体と、モーターによって回転する研磨ロールと、を備える。研磨ロールは、回転しながらロールに向かって移動し、ロールに当接することにより、ロールを研磨する。また、特許文献1には、円筒研削盤の砥石車によってロールの軸受け部を研削することにより、真円度を高めることが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2010-149257号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の研磨装置では、研磨ロールや砥石車といった研磨ツールを研磨されるロールに近づけ、当接させることによって研磨を行う。しかしながら、研磨ツールを近づける動きだけでは、研磨精度を細かく制御することができないという課題がある。
【0005】
一方、研磨ツールを動かす機構において、動きの自由度を高める方法も考えられるが、その場合、研磨ツールの位置精度が低下しやすいという課題もある。研磨ツールの位置精度が低下すると、結果的に研磨精度の低下を招く。
【0006】
そこで、研磨精度および自由度の高い研磨処理を行い得る研磨処理システムの実現が課題となっている。
【課題を解決するための手段】
【0007】
本発明の適用例に係る研磨処理システムは、
ワークに研磨ツールを接触させる研磨処理を行う研磨処理システムであって、
前記研磨ツールを保持するロボットと、
前記ワークを保持し、前記研磨ツールに対して前記ワークを相対的に移動させるワーク保持部と、
を備える。
【0008】
本発明の適用例に係る研磨処理方法は、
本発明の適用例に係る研磨処理システムを用い、前記ワークに前記研磨処理を施す研磨処理方法であって、
前記ワーク保持部の作動により、前記研磨ツールに対して前記ワークを相対的に移動させながら、前記ロボットの作動により、前記研磨ツールを前記ワークに接触させることにより、前記研磨処理を施す。
【0009】
本発明の適用例に係る旋盤システムは、
ワークを保持し、前記ワークを回転させるワーク旋回部と、
研磨ツールを保持させたロボットを固定するためのロボット固定部と、
を備える。
【図面の簡単な説明】
【0010】
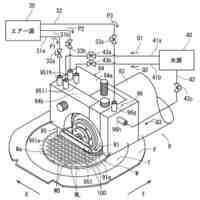
第1実施形態に係る研磨処理システムを示す斜視図である。
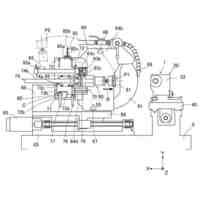
図1の一部を示す拡大図である。
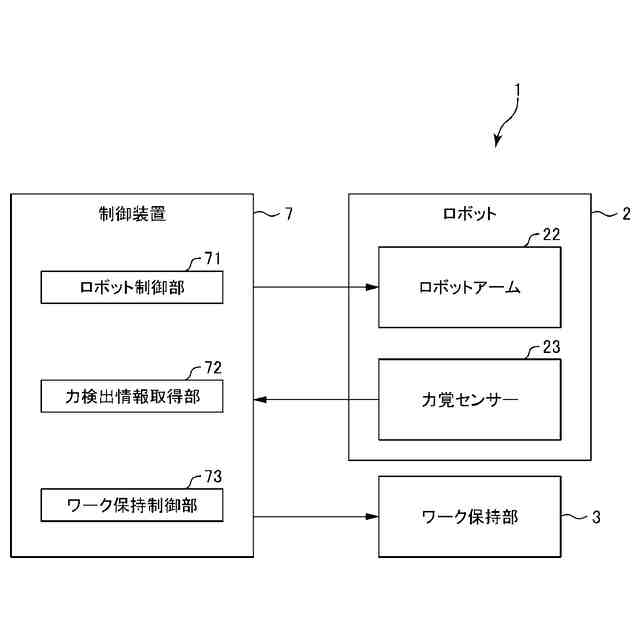
図1に示す研磨処理システムの機能ブロック図である。
図3の制御装置のハードウェア構成例を示す図である。
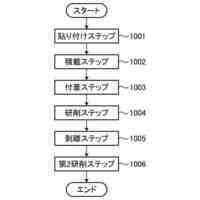
第1実施形態に係る研磨処理方法の構成を示すフローチャートである。
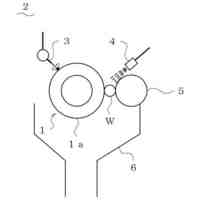
研磨処理システムの外部の点を基準点としたとき、その基準点から見た研磨ツールと、ワークの内周面(被研磨面)のうち、研磨ツールが接触している範囲である被接触部と、を示す模式図である。
第1実施形態の第1変形例に係る研磨処理システムを示す斜視図である。
第1実施形態の第2変形例に係る研磨処理システムを示す斜視図である。
第1実施形態の第3変形例に係る研磨処理システムを示す斜視図である。
第2実施形態に係る研磨処理システムを示す斜視図である。
図10の一部を示す拡大図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
2か月前
個人
研削盤のワーク支持装置
4か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
5日前
トヨタ自動車株式会社
外径測定方法
2か月前
株式会社リブラ
ブラスト加工装置
2日前
トヨタ自動車株式会社
バリ取り装置
13日前
キヤノン電子株式会社
加工工具、及び、加工装置
12日前
株式会社IHI
ブラストガン
1か月前
株式会社精工技研
研磨装置および研磨方法
1日前
NTN株式会社
加工装置
27日前
信越半導体株式会社
洗浄処理装置
2か月前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社ディスコ
加工装置
1か月前
株式会社ツガミ
円筒研削盤
4か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社プロテリアル
焼結磁石の製造方法
1日前
株式会社マキタ
サンダ
27日前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
住友重機械工業株式会社
研削制御装置及び研削方法
4か月前
富士紡ホールディングス株式会社
研磨パッド
今日
富士紡ホールディングス株式会社
研磨パッド
2日前
株式会社ディスコ
加工具
3か月前
富士紡ホールディングス株式会社
研磨パッド
今日
株式会社トクピ製作所
研削方法
3か月前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
3か月前
株式会社ディスコ
研削装置
26日前
株式会社ディスコ
加工方法
8日前
株式会社ディスコ
研磨装置
3か月前
株式会社ディスコ
加工装置
4か月前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
加工方法
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ