TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025039063
公報種別
公開特許公報(A)
公開日
2025-03-21
出願番号
2023145841
出願日
2023-09-08
発明の名称
非球面凸レンズの研削部材及び非球面凸レンズの研削装置
出願人
株式会社吉田光学工業所
代理人
弁理士法人OMNI国際特許事務所
,
個人
主分類
B24D
7/18 20060101AFI20250313BHJP(研削;研磨)
要約
【課題】生産性及び作業性を向上させながら、低コストで非球面凸レンズの加工を行うことが可能な非球面凸レンズの研削部材及び非球面凸レンズの研削装置を提供する。
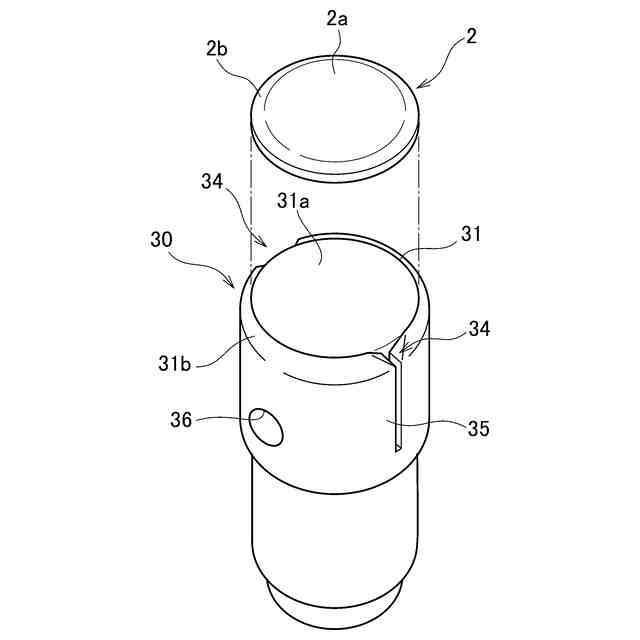
【解決手段】本発明の非球面凸レンズの研削部材10は、非球面凸レンズ2の被研削面2aを研削する研削部11を備えたものであって、研削部11は、研削部11の中央に設けられた略円形状の中央部平坦面13と、中央部平坦面13の外周に、凹曲面が環状に連続して設けられた研削面14と、研削面14の外周に、中央部平坦面13と略同じ高さ位置に環状に設けられた周縁部平坦面15とを備え、研削面14は、非球面凸レンズ2の被研削面2aに当接して研削することにより光学機能面を形成することを特徴とする。
【選択図】 図1
特許請求の範囲
【請求項1】
非球面凸レンズの被研削面を研削するための研削部を備えた非球面凸レンズの研削部材であって、
前記研削部は、
前記研削部の中央に設けられた略円形状の中央部平坦面と、
前記中央部平坦面の外周に、凹曲面が環状に連続して設けられた研削面と、
前記研削面の外周に、前記中央部平坦面と略同じ高さ位置に環状に設けられた周縁部平坦面とを備え、
前記研削面は、前記非球面凸レンズの被研削面に当接して研削することにより光学機能面を形成する、非球面凸レンズの研削部材。
続きを表示(約 810 文字)
【請求項2】
前記中央部平坦面及び前記周縁部平坦面は、前記非球面凸レンズの外周縁部に当接して研削し、前記光学機能面の外周に非光学機能面を形成する、請求項1に記載の非球面凸レンズの研削部材。
【請求項3】
前記中央部平坦面、前記研削面及び前記周縁部平坦面のうち、少なくとも前記研削面には、ダイヤモンド砥粒を含む砥材層が設けられている、請求項1に記載の非球面凸レンズの研削部材。
【請求項4】
請求項1~3の何れか1項に記載の前記非球面凸レンズの研削部材と、
前記研削部の研削面が前記非球面凸レンズに対向するように前記研削部材を保持し、かつ、前記研削部材をその中心軸周りに回転させる研削部材保持部と、
前記非球面凸レンズをその被研削面が前記研削部材に対向するように保持し、かつ、前記非球面凸レンズをその中心軸周りに回転させる非球面凸レンズ保持部とを備え、
前記研削部材保持部及び前記非球面凸レンズ保持部は、前記研削部材の中心軸と前記非球面凸レンズの中心軸とが平行となる状態で、前記非球面凸レンズの被研削面を前記研削部の研削面に当接させ、
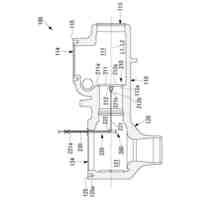
さらに、前記研削部材保持部は前記研削部材をその中心軸周りに回転させ、前記非球面凸レンズ保持部は前記非球面凸レンズをその中心軸周りに回転させることで、前記被研削面を前記研削面で研削して光学機能面を形成する、非球面凸レンズの研削装置。
【請求項5】
前記研削部材保持部に保持された前記研削部材の研削面に、研削液を供給する研削液供給部をさらに備え、
前記研削部材保持部は、前記研削部材の中心軸が水平面と平行となるように前記研削部材を保持し、
前記非球面凸レンズ保持部は、前記非球面凸レンズの中心軸が水平面と平行となるように前記非球面凸レンズを保持する、請求項4に記載の非球面凸レンズの研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、非球面凸レンズの被研削面を研削して光学機能面を形成するための非球面凸レンズの研削部材及び非球面凸レンズの研削装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、非球面凸レンズ等の光学レンズに対する研削や研磨等の加工は、回転させた砥石等の研削部材等に光学レンズを当接して行われている。そのような加工を可能にする加工装置としては、例えば、特許文献1に開示のものが挙げられる。
【0003】
特許文献1に開示の加工装置は、光学レンズを回転する研磨皿の研磨面に接触させて研磨を行うものであり、光学レンズが固定される上軸を支持し、研磨皿の研磨面の曲率中心を揺動中心として揺動する第1揺動軸と、第1揺動軸を支持し、第1揺動軸の揺動面に交差する方向に直線変位が可能にされた直進軸と、研磨皿を支持する下軸が載置され、研磨皿の曲率中心を揺動中心として揺動する第2揺動軸とを備えた構成を有している。これにより、特許文献1の研磨装置では、多様な外形仕様の光学素子を単一の研磨装置で高精度に研磨することが可能とされている。
【0004】
しかし、特許文献1に開示の研磨装置は一般に高価であり加工時間も長いため、非球面凸レンズ等の高付加価値製品に適しているとはいっても装置コストがかかりすぎるという問題点がある。
【先行技術文献】
【特許文献】
【0005】
特開2009-113162号
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、生産性及び作業性を向上させながら、低コストで非球面凸レンズの加工を行うことが可能な非球面凸レンズの研削部材及び非球面凸レンズの研削装置を提供することにある。
【課題を解決するための手段】
【0007】
本発明の非球面凸レンズの研削部材は、前記の課題を解決するために、非球面凸レンズの被研削面を研削する研削部を備えた非球面凸レンズの研削部材であって、前記研削部は、前記研削部の中央に設けられた略円形状の中央部平坦面と、前記中央部平坦面の外周に、凹曲面が環状に連続して設けられた研削面と、前記研削面の外周に、前記中央部平坦面と略同じ高さ位置に環状に設けられた周縁部平坦面とを備え、前記研削面は、前記非球面凸レンズの被研削面に当接して研削することにより光学機能面を形成することを特徴とする。
【0008】
前記の構成によれば、研削部に於ける研削面は、中央部平坦面の外周に於いて凹曲面が環状に連続して設けられることにより構成されている。従って、研削面を非球面凸レンズの被研削面に当接させ、例えば、研削部を、その中心軸周りに回転させるだけで、非球面凸レンズの被研削面を研削して光学機能面を形成することができる。すなわち、前記構成の研削部材であると、高価な研削装置を用いなくとも、生産性及び作業性を向上させながら、装置コストを抑制して良好な非球面凸レンズを製造することができる。
【0009】
前記の構成において、前記中央部平坦面及び前記周縁部平坦面は、前記非球面凸レンズの外周縁部に当接して研削し、前記光学機能面の外周に非光学機能面を形成することが好ましい。
【0010】
前記の構成に於いて、前記中央部平坦面、前記研削面及び前記周縁部平坦面のうち、少なくとも前記研削面には、ダイヤモンド砥粒を含む砥材層が設けられていることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
2か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
5日前
トヨタ自動車株式会社
外径測定方法
2か月前
株式会社リブラ
ブラスト加工装置
2日前
トヨタ自動車株式会社
バリ取り装置
13日前
キヤノン電子株式会社
加工工具、及び、加工装置
12日前
株式会社IHI
ブラストガン
1か月前
株式会社精工技研
研磨装置および研磨方法
1日前
NTN株式会社
加工装置
27日前
信越半導体株式会社
洗浄処理装置
2か月前
株式会社ディスコ
加工装置
1か月前
リックス株式会社
ドライアイス噴射装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
1日前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社マキタ
サンダ
27日前
株式会社荏原製作所
研磨装置
1か月前
富士紡ホールディングス株式会社
研磨パッド
今日
富士紡ホールディングス株式会社
研磨パッド
2日前
富士紡ホールディングス株式会社
研磨パッド
今日
株式会社ディスコ
加工具
3か月前
学校法人 中央大学
表面処理方法
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研磨装置
3か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研削装置
2か月前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
3か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工方法
8日前
株式会社ディスコ
研削装置
26日前
三菱重工業株式会社
加工器具及び加工方法
27日前
日本電気硝子株式会社
ガラス板の製造方法
2か月前
株式会社ディスコ
加工装置
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ