TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025011600
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023113801
出願日
2023-07-11
発明の名称
資材準備方法および資材準備装置
出願人
王子ホールディングス株式会社
代理人
弁理士法人真田特許事務所
主分類
B65B
43/14 20060101AFI20250117BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】一パックに包装されるカートンの箱数設定や並び順の設定への対応自由度を高める。
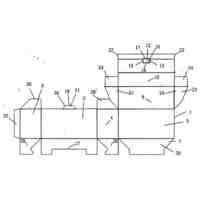
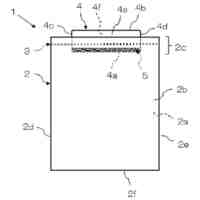
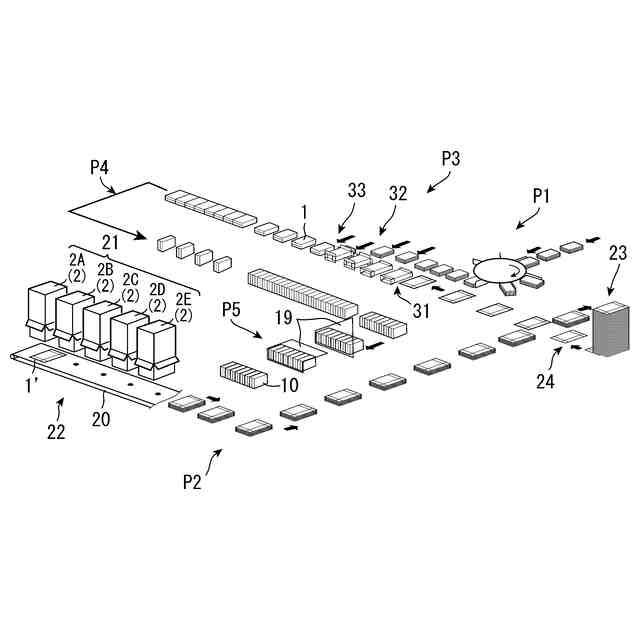
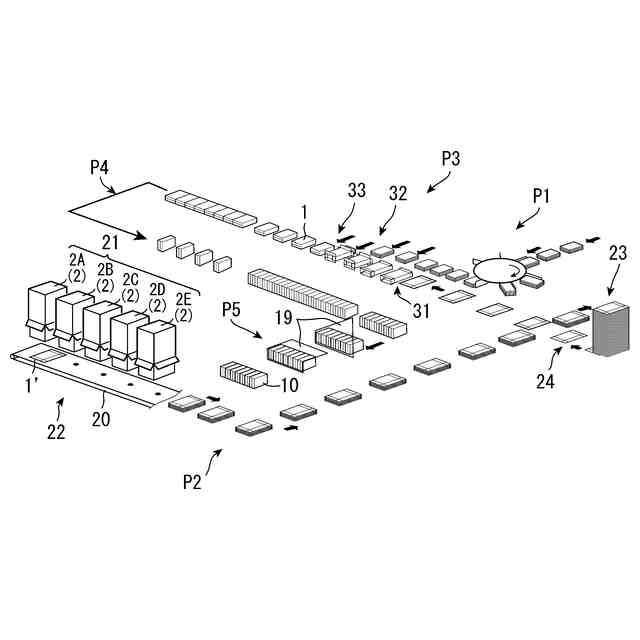
【解決手段】資材準備方法は、資材1′をコンベア10で搬送する搬送工程と、カートン1の色種の数と同数の箇所である五箇所の資材供給部2A~2Eから資材1′をコンベア20へ供給する資材供給工程とを備える。資材供給工程は、第一サイクル期間および第二サイクル期間のそれぞれで五以下の自然数である「n」箇所から資材1′を供給し、第一サイクル期間および第二サイクル期間の資材1′の供給を繰り返す。搬送工程は、第一サイクル期間から第二サイクル期間までの第一期間および第二サイクル期間から第一サイクル期間までの第二期間のうち少なくとも一方の期間に一ピッチ分だけ資材1′を搬送し、所定数を「Y」としたときに等式「Y=n+m」を満たし、かつ、カートン1の外観の種類数と同数を「X」としたときに不等式「X≠Y」を満たす。
【選択図】図1
特許請求の範囲
【請求項1】
ティシュペーパを収容する所定数のカートンが所定の並び順をなすカートン群を一パックの単位で包装するラッピングパートへ向けて連続的に搬送される前記カートンの資材を準備する資材準備方法であって、
前記資材をコンベアで搬送する搬送工程と、
前記カートン群をなす前記カートンの外観の種類数と同数の箇所であって搬送方向に沿って直列に並ぶ前記箇所のそれぞれには前記外観の共通する前記カートンとなる前記資材が積み重ねられており、各前記箇所において一つの前記資材を前記コンベアへ載置するのに単位サイクル期間を要し、前記単位サイクル期間に前記コンベアによって前記資材が搬送可能な距離である一ピッチ分だけ前記箇所どうしが搬送方向に離間しており、前記箇所において前記資材を前記コンベアへ載置して供給する資材供給工程と、を備え、
前記資材供給工程は、前記単位サイクル期間の二倍の期間である二サイクル期間の前半の第一サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「n」箇所から前記資材を供給し、前記二サイクル期間の後半の第二サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「m」箇所から前記資材を供給し、前記第一サイクル期間における前記資材の供給と前記第二サイクル期間における前記資材の供給とを繰り返して実施し、
前記搬送工程は、前記第一サイクル期間に前記「n」箇所から前記資材が供給されてから前記第二サイクル期間に前記「m」箇所から前記資材が供給されるまでの第一期間、および、前記第二サイクル期間に前記「m」箇所から前記資材が供給されてから前記第一サイクル期間に前記「n」箇所から前記資材が供給されるまでの第二期間に少なくとも前記一ピッチ分だけ前記資材を搬送し、
前記所定数を「Y」としたときに等式「Y=n+m」を満たし、かつ、前記同数を「X」としたときに不等式「X≠Y」を満たす
ことを特徴とする資材準備方法。
続きを表示(約 3,300 文字)
【請求項2】
不等式「X<Y≦2X」を満たす
ことを特徴とする請求項1に記載の資材準備方法。
【請求項3】
不等式「Y<2X」を満たす
ことを特徴とする請求項2に記載の資材準備方法。
【請求項4】
前記搬送工程は、前記第一期間および前記第二期間のそれぞれにおいて前記一ピッチ分だけ前記資材を搬送する
ことを特徴とする請求項3に記載の資材準備方法。
【請求項5】
前記搬送工程は、前記第一期間および前記第二期間に亘って前記一ピッチ分だけ前記資材を搬送する
ことを特徴とする請求項3に記載の資材準備方法。
【請求項6】
前記資材供給工程は、前記第一サイクル期間において供給する前記資材の組み合わせと前記第二サイクル期間において供給する前記資材の組み合わせとが相違する
ことを特徴とする請求項1~5の何れか一項に記載の資材準備方法。
【請求項7】
ティシュペーパを収容する所定数のカートンが所定の並び順をなすカートン群を一パックの単位で包装するラッピングパートへ向けて連続的に搬送される前記カートンの資材を準備する資材準備方法であって、
前記資材をコンベアで搬送する搬送工程と、
前記カートン群をなす前記カートンの外観の種類数と同数の箇所であって搬送方向に沿って直列に並ぶ前記箇所のそれぞれには前記外観の共通する前記カートンとなる前記資材が積み重ねられており、各前記箇所において一つの前記資材を前記コンベアへ載置するのに単位サイクル期間を要し、前記単位サイクル期間に前記コンベアによって前記資材が搬送可能な距離である一ピッチ分だけ前記箇所どうしが搬送方向に離間しており、前記箇所において前記資材を前記コンベアへ載置して供給する資材供給工程と、を備え、
前記資材供給工程は、前記単位サイクル期間の三倍の期間である三サイクル期間を三等分した期間のうち一番目の第一サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「n」箇所から前記資材を供給し、前記三サイクル期間を三等分した期間のうち二番目の第二サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「m」箇所から前記資材を供給し、前記三サイクル期間を三等分した期間のうち三番目の第三サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「l」箇所から前記資材を供給し、前記第一サイクル期間における前記資材の供給と前記第二サイクル期間における前記資材の供給と前記第三サイクル期間における前記資材の供給とを繰り返して実施し、
前記搬送工程は、前記第一サイクル期間に前記「n」箇所から前記資材が供給されてから前記第二サイクル期間に前記「m」箇所から前記資材が供給されるまでの第一期間、前記第二サイクル期間に前記「m」箇所から前記資材が供給されてから前記第三サイクル期間に前記「l」箇所から前記資材が供給されるまでの第二期間、および、前記第三サイクル期間に前記「l」箇所から前記資材が供給されてから前記第一サイクル期間に前記「n」箇所から前記資材が供給されるまでの第三期間のうち少なくとも一つの期間に前記一ピッチ分だけ前記資材を搬送し、
前記所定数を「Y」としたときに等式「Y=n+m+l」を満たし、かつ、前記同数を「X」としたときに不等式「X≠Y」を満たす
ことを特徴とする資材準備方法。
【請求項8】
ティシュペーパを収容する所定数のカートンが所定の並び順をなすカートン群を一パックの単位で包装するラッピングパートへ向けて連続的に搬送される前記カートンの資材を準備する資材準備装置であって、
前記資材を搬送するコンベアと、
前記カートン群をなす前記カートンの外観の種類数と同数の箇所であって搬送方向に沿って直列に並ぶ前記箇所のそれぞれには前記外観の共通する前記カートンとなる前記資材が積み重ねられており、各前記箇所において一つの前記資材を前記コンベアへ載置するのに単位サイクル期間を要し、前記単位サイクル期間に前記コンベアによって前記資材が搬送可能な距離である一ピッチ分だけ前記箇所どうしが搬送方向に離間して配置され、前記箇所において前記資材を前記コンベアへ載置して供給する資材供給部と、
前記資材供給部は、前記単位サイクル期間の二倍の期間である二サイクル期間の前半の第一サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「n」箇所から前記資材を供給し、前記二サイクル期間の後半の第二サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「m」箇所から前記資材を供給し、前記第一サイクル期間における前記資材の供給と前記第二サイクル期間における前記資材の供給とを繰り返して実施し、
前記コンベアは、前記第一サイクル期間に前記「n」箇所から前記資材が供給されてから前記第二サイクル期間に前記「m」箇所から前記資材が供給されるまでの第一期間、および、前記第二サイクル期間に前記「m」箇所から前記資材が供給されてから前記第一サイクル期間に前記「n」箇所から前記資材が供給されるまでの第二期間に少なくとも前記一ピッチ分だけ前記資材を搬送し、
前記所定数を「Y」としたときに等式「Y=n+m」を満たし、かつ、前記同数を「X」としたときに不等式「X≠Y」を満たす
ことを特徴とする資材準備装置。
【請求項9】
ティシュペーパを収容する所定数のカートンが所定の並び順をなすカートン群を一パックの単位で包装するラッピングパートへ向けて連続的に搬送される前記カートンの資材を準備する資材準備装置であって、
前記資材を搬送するコンベアと、
前記カートン群をなす前記カートンの外観の種類数と同数の箇所であって搬送方向に沿って直列に並ぶ前記箇所のそれぞれには前記外観の共通する前記カートンとなる前記資材が積み重ねられており、各前記箇所において一つの前記資材を前記コンベアへ載置するのに単位サイクル期間を要し、前記単位サイクル期間に前記コンベアによって前記資材が搬送可能な距離である一ピッチ分だけ前記箇所どうしが搬送方向に離間して配置され、前記箇所において前記資材を前記コンベアへ載置して供給する資材供給部と、
前記資材供給部は、前記単位サイクル期間の三倍の期間である三サイクル期間を三等分した期間のうち一番目の第一サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「n」箇所から前記資材を供給し、前記三サイクル期間を三等分した期間のうち二番目の第二サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「m」箇所から前記資材を供給し、前記三サイクル期間を三等分した期間のうち三番目の第三サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「l」箇所から前記資材を供給し、前記第一サイクル期間における前記資材の供給と前記第二サイクル期間における前記資材の供給と前記第三サイクル期間における前記資材の供給とを繰り返して実施し、
前記コンベアは、前記第一サイクル期間に前記「n」箇所から前記資材が供給されてから前記第二サイクル期間に前記「m」箇所から前記資材が供給されるまでの第一期間、前記第二サイクル期間に前記「m」箇所から前記資材が供給されてから前記第三サイクル期間に前記「l」箇所から前記資材が供給されるまでの第二期間、および、前記第三サイクル期間に前記「l」箇所から前記資材が供給されてから前記第一サイクル期間に前記「n」箇所から前記資材が供給されるまでの第三期間に少なくとも前記一ピッチ分だけ前記資材を搬送し、
前記所定数を「Y」としたときに等式「Y=n+m+l」を満たし、かつ、前記同数を「X」としたときに不等式「X≠Y」を満たす
ことを特徴とする資材準備装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ティシュペーパを収容するカートンの資材を準備する方法および装置に関する。
続きを表示(約 4,800 文字)
【背景技術】
【0002】
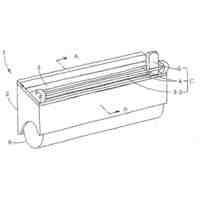
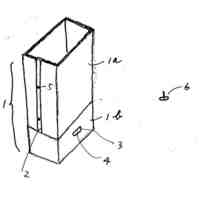
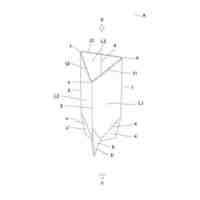
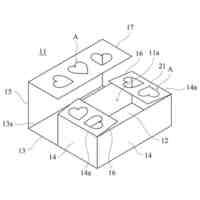
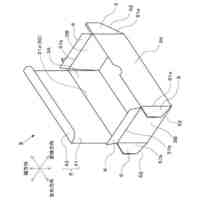
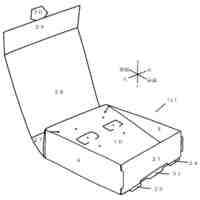
ティシュペーパを収容したカートン(いわゆる「ボックスティシュ」)は、個別に単数で販売されるほか、複数がまとめて一パックに包装された形態で販売されている。たとえば、五つのカートンのうち少なくとも一つが異なる外観をなしており、これらのカートンがフィルムで一つにラッピングされた包装パック体として店頭に並べられている。
このように所定数のカートンが一つにまとめられた包装パック体は、予め設定された所定の並び順で各カートンが配置されている。具体的な一例を挙げれば、赤色,黄色,緑色,青色,橙色の順に五色のカートンが並んで包装パック体に配置されている。
【0003】
上記のような所定数のカートンが所定の並び順で配置された包装パック体に関する技術の一つとして、カートンの資材を準備する技術が提案されている。
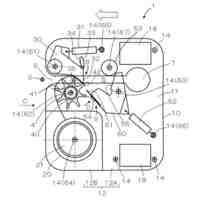
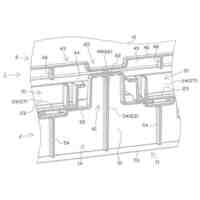
たとえば、色A,色B,色C,色D,色Eの順に五つのカートンが並んで配置された包装パック体を製造するラインにおいて、以下に列挙する五つの資材供給部が、コンベアの搬送方向に沿って直列に並んで配置された技術が提案されている。
・色Aのカートンに組み立てられる資材Aを供給する第一資材供給部
・色Bのカートンに組み立てられる資材Bを供給する第二資材供給部
・色Cのカートンに組み立てられる資材Cを供給する第三資材供給部
・色Dのカートンに組み立てられる資材Dを供給する第四資材供給部
・色Eのカートンに組み立てられる資材Eを供給する第五資材供給部
【0004】
すなわち、包装パック体をなすカートンの色数(ここでは五色)の分だけ複数(ここで五つ)の資材供給部が設けられている。
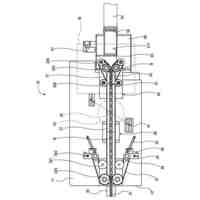
各資材供給部は、コンベアに各色の資材を載置して供給し、コンベアに一つの資材を載置するのに所定の単位サイクル期間を要する。搬送方向に隣り合う資材供給部どうしは、単位サイクル期間にコンベアによって資材が搬送可能な距離である一ピッチ分だけ互いに離間して配置されている。
【0005】
上記のように設けられた五つの資材供給部およびコンベアによれば、資材供給部のそれぞれから単位サイクル期間ごとに資材がコンベアに載置され、載置された五つの資材が単位サイクル期間あたり一ピッチの速度で搬送方向下流側へ繰り出される。
連続する五つの単位サイクル期間に着目して言えば、第一の単位サイクル期間では、第一資材供給部によって資材Aがコンベアに載置される。ついで、第二の単位サイクル期間では、第二資材供給部による資材Bの供給箇所まで資材Aが搬送され、第二資材供給部から資材Bが資材Aに重ね合わせられる。それから、第三の単位サイクル期間では、第三資材供給部による資材Cの供給箇所まで資材A,Bが搬送され、第三資材供給部から載置される資材Cが資材A,Bに重ね合わせられる。同様に、第四の単位サイクル期間では、第四資材供給部による資材Dの供給箇所まで資材A,B,Cが搬送され、第三資材供給部からの資材Dが資材A,B,Cに重ね合わせられる。そして、第五の単位サイクル期間では、第五資材供給部による資材Eの供給箇所まで資材A,B,C,Dが搬送され、第五資材供給部からの資材Eが資材A,B,C,Dに重ね合わせられる。このようにして、資材A,B,C,D,Eが重ね合わせられることで、色A,B,C,D,Eの順に並ぶ所定の並び順に応じた所定数(ここでは五つ)の資材が準備される。
【0006】
上記の手法では、一つの包装パック体をなす五つのカートンの並び順に応じた順序で五つの資材供給部が配置され、資材供給部が設置された数X(上記の例では五つ)と一パックに包装されるカートンの数Y(上記の例では五つ)とが同数(等式「X=Y」を満たす)に設定されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0007】
特願2021-209692号
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、一つの包装パック体に包装されるカートンの数は、上述の五つに限らず、六つや七つといった任意の複数に設定されうる。また、一パックに包装されるカートンの並び順は、種々の並び順に設定されうる。
しかしながら、上述のように資材供給部の設置数Xと一つの包装パック体をなすカートンの箱数Yとが等しく設定される場合(等式「X=Yを満たす場合」)には、一つの包装パック体をなすカートンの箱数に応じた資材供給部の設置数が必要である。そのため、包装パック体をなす箱数の設定が変更された際には資材供給部の設置数の増減を招き、箱数の設定変更への対応自由度が不十分である。また、一つの包装パック体をなすカートンの資材の供給が上述のように単位サイクル期間だけで供給される場合には、包装パック体におけるカートンの並び順の設定を変更するのが困難である。これらのように、包装パック体をなすカートンの箱数設定や並び順の設定に制約を招くという課題が存在する。
よって、一パックに包装されるカートンの箱数設定や並び順の設定への対応自由度を高めるうえで、改善の余地がある。
【0009】
本件の資材準備方法および資材準備装置は、上記の課題に鑑みて創案されたものであり、一パックに包装されるカートンの箱数設定や並び順の設定への対応自由度を高めることを目的の一つとする。なお、この目的に限らず、後述する「発明を実施するための形態」に示す各構成から導き出される作用および効果であって、従来の技術では得られない作用および効果を奏することも、本件の他の目的として位置付けることができる。
【課題を解決するための手段】
【0010】
ここで開示する資材準備方法は、以下に記す(1)~(6)の構成を備えている。
(1)
ティシュペーパを収容する所定数のカートンが所定の並び順をなすカートン群を一パックの単位で包装するラッピングパートへ向けて連続的に搬送される前記カートンの資材を準備する資材準備方法であって、
前記資材をコンベアで搬送する搬送工程と、
前記カートン群をなす前記カートンの前記外観の種類数と同数の箇所であって搬送方向に沿って直列に並ぶ前記箇所のそれぞれには前記外観の共通する前記カートンとなる前記資材が積み重ねられており、各前記箇所において一つの前記資材を前記コンベアへ載置するのに単位サイクル期間を要し、前記単位サイクル期間に前記コンベアによって前記資材が搬送可能な距離である一ピッチ分だけ前記箇所どうしが搬送方向に離間しており、前記箇所において前記資材をコンベアへ載置して供給する資材供給工程と、を備え、
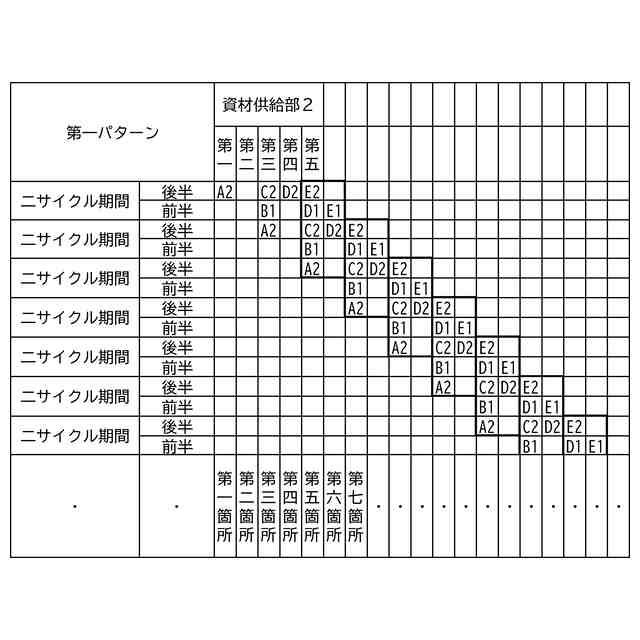
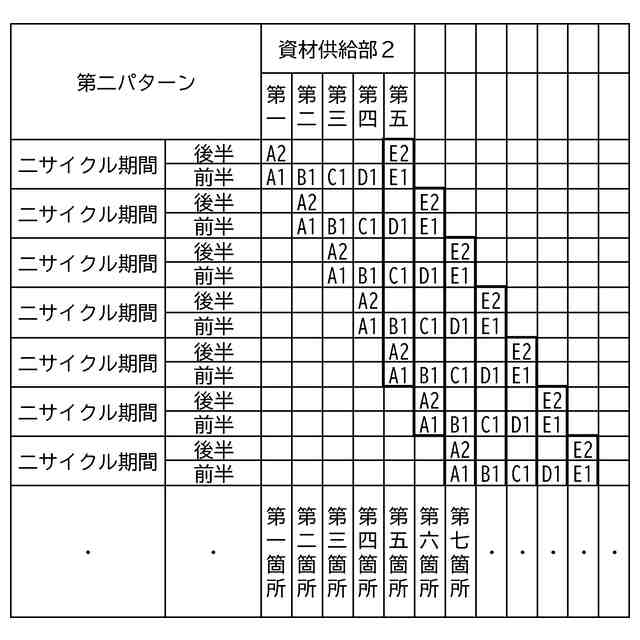
前記資材供給工程は、前記単位サイクル期間の二倍の期間である二サイクル期間の前半の第一サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「n」箇所から前記資材を供給し、前記二サイクル期間の後半の第二サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「m」箇所から前記資材を供給し、前記第一サイクル期間における前記資材の供給と前記第二サイクル期間における前記資材の供給とを繰り返して実施し、
前記搬送工程は、前記第一サイクル期間に前記「n」箇所から前記資材が供給されてから前記第二サイクル期間に前記「m」箇所から前記資材が供給されるまでの第一期間、および、前記第二サイクル期間に前記「m」箇所から前記資材が供給されてから前記第一サイクル期間に前記「n」箇所から前記資材が供給されるまでの第二期間に少なくとも前記一ピッチ分だけ前記資材を搬送し、
前記所定数を「Y」としたときに等式「Y=n+m」を満たし、かつ、前記同数を「X」としたときに不等式「X≠Y」を満たす
ことを特徴とする資材準備方法。
(2)
不等式「X<Y≦2X」を満たす
ことを特徴とする(1)に記載の資材準備方法。
(3)
不等式「Y<2X」を満たす
ことを特徴とする(1)または(2)に記載の資材準備方法。
(4)
前記搬送工程は、前記第一期間および前記第二期間のそれぞれにおいて前記一ピッチ分だけ前記資材を搬送する
ことを特徴とする(1)~(3)の何れか一つに記載の資材準備方法。
(5)
前記搬送工程は、前記第一期間および前記第二期間に亘って前記一ピッチ分だけ前記資材を搬送する
ことを特徴とする(1)~(3)の何れか一つに記載の資材準備装置。
(6)
前記資材供給工程は、前記第一サイクル期間において供給する前記資材の組み合わせと前記第二サイクル期間において供給する前記資材の組み合わせとが相違する
ことを特徴とする(1)~(5)の何れか一つに記載の資材準備方法。
(7)
ティシュペーパを収容する所定数のカートンが所定の並び順をなすカートン群を一パックの単位で包装するラッピングパートへ向けて連続的に搬送される前記カートンの資材を準備する資材準備方法であって、
前記資材をコンベアで搬送する搬送工程と、
前記カートン群をなす前記カートンの外観の種類数と同数の箇所であって搬送方向に沿って直列に並ぶ前記箇所のそれぞれには前記外観の共通する前記カートンとなる前記資材が積み重ねられており、各前記箇所において一つの前記資材を前記コンベアへ載置するのに単位サイクル期間を要し、前記単位サイクル期間に前記コンベアによって前記資材が搬送可能な距離である一ピッチ分だけ前記箇所どうしが搬送方向に離間しており、前記箇所において前記資材を前記コンベアへ載置して供給する資材供給工程と、を備え、
前記資材供給工程は、前記単位サイクル期間の三倍の期間である三サイクル期間を三等分した期間のうち一番目の第一サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「n」箇所から前記資材を供給し、前記三サイクル期間を三等分した期間のうち二番目の第二サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「m」箇所から前記資材を供給し、前記三サイクル期間を三等分した期間のうち三番目の第三サイクル期間において前記同数の前記箇所のうち前記同数以下の自然数である「l」箇所から前記資材を供給し、前記第一サイクル期間における前記資材の供給と前記第二サイクル期間における前記資材の供給と前記第三サイクル期間における前記資材の供給とを繰り返して実施し、
前記搬送工程は、前記第一サイクル期間に前記「n」箇所から前記資材が供給されてから前記第二サイクル期間に前記「m」箇所から前記資材が供給されるまでの第一期間、前記第二サイクル期間に前記「m」箇所から前記資材が供給されてから前記第三サイクル期間に前記「l」箇所から前記資材が供給されるまでの第二期間、および、前記第三サイクル期間に前記「l」箇所から前記資材が供給されてから前記第一サイクル期間に前記「n」箇所から前記資材が供給されるまでの第三期間に少なくとも前記一ピッチ分だけ前記資材を搬送し、
前記所定数を「Y」としたときに等式「Y=n+m+l」を満たし、かつ、前記同数を「X」としたときに不等式「X≠Y」を満たす
ことを特徴とする資材準備方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
箱
3か月前
個人
包装体
4か月前
個人
ゴミ箱
3か月前
個人
収納用具
7か月前
個人
物品収納具
7か月前
個人
容器
18日前
個人
パウチ補助具
3か月前
個人
折り畳み水槽
4か月前
個人
開封用カッター
9か月前
個人
掃除楽々ゴミ箱
8か月前
個人
閉塞装置
1か月前
個人
ダンボール宝箱
4か月前
個人
ゴミ処理機
12日前
個人
折りたたみコップ
10か月前
個人
チャック付き袋体
10か月前
個人
圧縮収納袋
4か月前
株式会社和気
包装用箱
5日前
個人
粘着テープ切断装置
6か月前
個人
チャック付き保存袋
9か月前
個人
粘着テープ剥がし具
9か月前
三甲株式会社
容器
7か月前
三甲株式会社
蓋体
20日前
個人
塗料容器用蓋
4か月前
個人
粘着テープ剥がし具
5か月前
株式会社新弘
容器
3か月前
株式会社イシダ
箱詰装置
6か月前
株式会社新弘
容器
3か月前
個人
包装箱
1か月前
株式会社イシダ
包装装置
3か月前
積水樹脂株式会社
接着剤
8か月前
三甲株式会社
容器
6か月前
積水樹脂株式会社
接着剤
3か月前
個人
装飾品展示台兼梱包箱
9か月前
個人
ゴミ箱用ゴミ袋保持具
3か月前
日東精工株式会社
検査装置
7か月前
株式会社joze
攪拌容器
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ