TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025011021
公報種別
公開特許公報(A)
公開日
2025-01-23
出願番号
2024071998
出願日
2024-04-26
発明の名称
積層造形部材マーキングシステム及びプロセス
出願人
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
,
General Electric Technology GmbH
代理人
個人
,
弁理士法人NIP&SBPJ国際特許事務所
主分類
B22F
10/39 20210101AFI20250116BHJP(鋳造;粉末冶金)
要約
【課題】積層造形(AM)プロセスにおいて複数の部材をマーキングする方法を提供する。
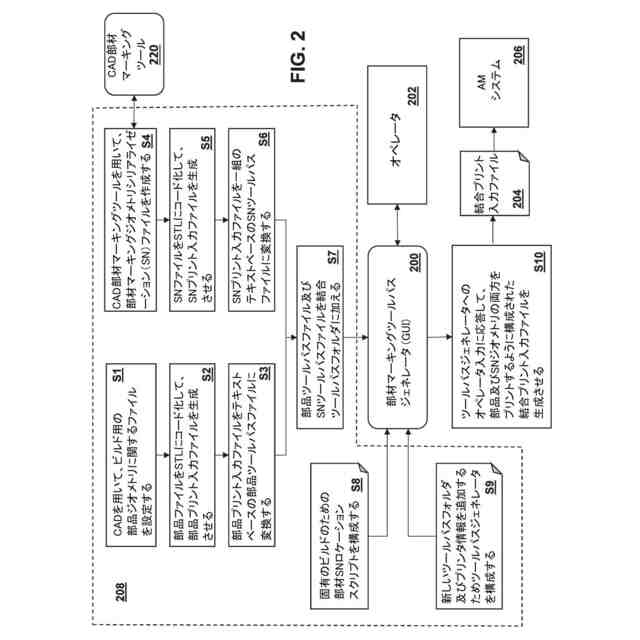
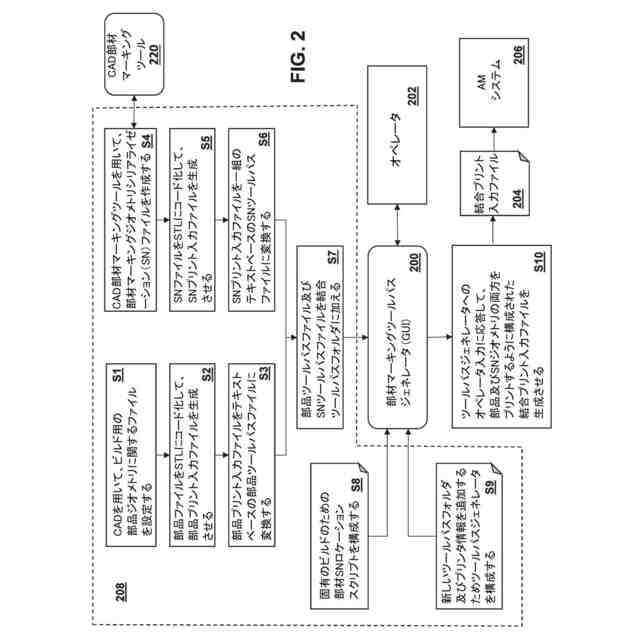
【解決手段】方法は、一組の部品のコード化ファイルをテキストベースの部品ツールパスファイルに変換することを含む。部材マーキングジオメトリ内の文字に関する一組のシリアライゼーション(SN)ファイルを作成及びコード化する。コード化SNファイルを一組のテキストベースのSNツールパスファイルに変換する。次に、この方法は、部品ツールパスファイル及びSNツールパスファイルの両方を含むように、部品ツールパスファイル及びSNツールパスファイルの両方を含む結合されたプリントファイルを生成するステップであって、生成が、部材SNロケーションスクリプトからの位置と部材マーキングの詳細をSNツールパスファイルからのSNジオメトリと組合せて、部材マーキング用の修正SNツールパスファイルを作成することを含む。
【選択図】図2
特許請求の範囲
【請求項1】
積層造形(AM)プロセスにおいて複数の部材をマーキングする方法であって、
一組の部品に関するコード化部品ファイルをテキストベースの部品ツールパスファイルに変換するステップと、
部材マーキングジオメトリ内の文字に関する一組のシリアライゼーション(SN)ファイルを作成及びコード化するステップと、
コード化SNファイルを一組のテキストベースのSNツールパスファイルに変換するステップと、
部品ツールパスファイル及びSNツールパスファイルから部品及びSNスキャンパスの両方を含む結合プリント入力ファイルを生成するステップであって、生成が、部材SNロケーションスクリプトからの位置及び部材マーキングの詳細をSNツールパスファイルからのSNジオメトリと組合せて部材マーキング用の修正SNツールパスファイルを作成することを含む、ステップと
を含む、方法。
続きを表示(約 1,300 文字)
【請求項2】
コード化部品ファイル及びSNファイルのコード化セットが、ステレオリソグラフィ(STL)ファイル形式でコード化されている、請求項1に記載の方法。
【請求項3】
テキストベースの部品ツールパスファイル及びテキストベースのSNツールパスファイルがCLI(common layer interface)ファイルを含む、請求項1に記載の方法。
【請求項4】
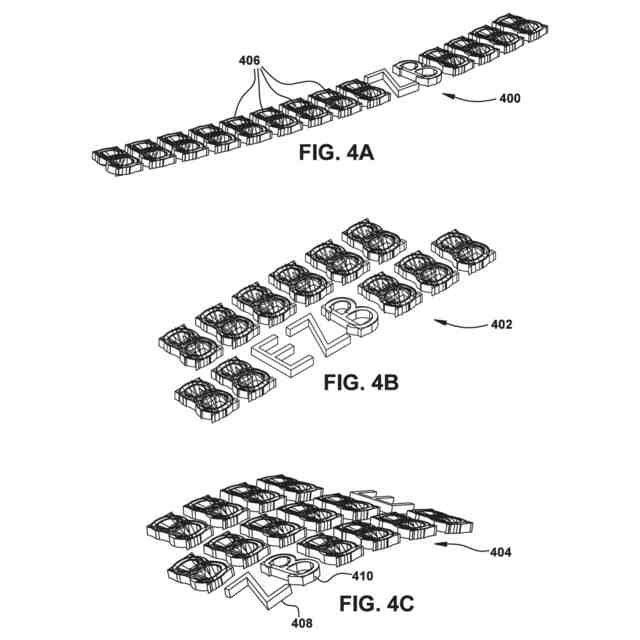
部材マーキングジオメトリが、所定の文字位置のシーケンスを含んでおり、各文字位置が、所与の文字位置でプリントすることができる一組の文字値を含む、請求項1に記載の方法。
【請求項5】
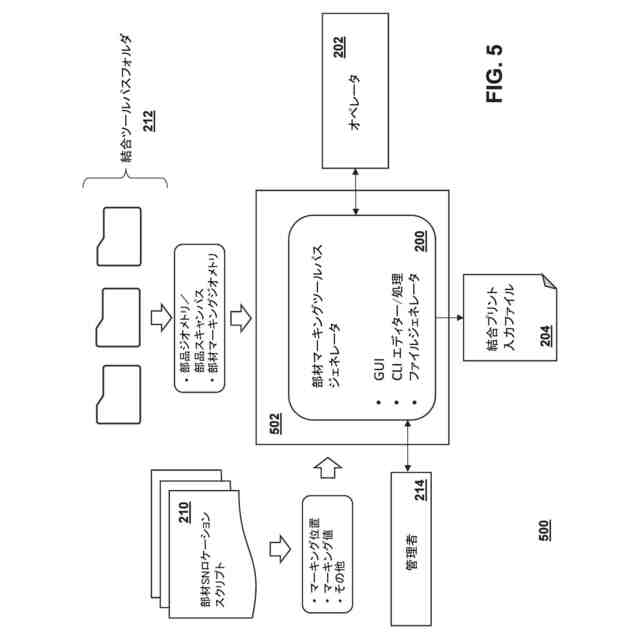
部材SNロケーションスクリプトが、ビルドプレート上にある部品の数並びに部品ツールパスファイル及びSNツールパスファイルのファイルサーバ位置をさらに定義する、請求項1に記載の方法。
【請求項6】
結合プリント入力ファイルが、ユーザインタフェースへの入力に応答して生成され、入力が、印刷機識別子、バッチ番号及びビルドタイプを含んでおり、ユーザインタフェースが、選択可能なユーザ入力を有するグラフィカルユーザインタフェース(GUI)を含む、請求項1に記載の方法。
【請求項7】
部品スキャンパスが、結合プリント入力ファイルにおけるSNスキャンパスによって妨げられない、請求項1に記載の方法。
【請求項8】
一組のSNファイルがコンピュータ支援設計(CAD)SNツールで作成され、コード化SNファイルが、関連するシリアル化文字の文字値及び文字位置を示すラベルで命名される、請求項1に記載の方法。
【請求項9】
結合プリント入力ファイルを積層造形プリンタに入力し、選択的レーザ溶融(SLM)を使用して部材マーキングを付した部品にプリントすることをさらに含む、請求項1に記載の方法。
【請求項10】
コンピューティングシステムであって、当該グシステムが、
メモリと、
前記メモリに結合したプロセッサであって、
部品のバッチに関するAM造形を選択する入力を受信するステップと、
選択されたAM造形に応答して、
AM造形に関連付けられる結合ツールパスフォルダを決定するステップであって、結合ツールパスフォルダが、部材マーキングジオメトリを表すシリアライゼーション(SN)ツールパスファイルと、部品ジオメトリを表す部品ツールパスファイルとを含む、ステップと、
部品のバッチ及び部材マーキングの両方に関するスキャンパスデータを含む結合ツールパスファイルを生成するステップであって、部材マーキングに関するスキャンパスデータは、文字ジオメトリを探索しかつ各部材に対する文字値を選択する部材SNロケーションスクリプトに従って決定される、ステップと
を含むプロセスに従う積層造形(AM)プロセスで部材マーキングを生成するように構成されたプロセッサと
を備える、システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、広義には積層造形に関するものであり、さらに具体的には、積層造形プロセスの際に造形物の部品をシリアライゼーションデータでマーキングするための方法及びシステムに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
積層造形(AM;アディティブマニュファクチャリング)には、材料の除去ではなく、材料の連続的積層によって物品を製造する様々なプロセスが含まれる。そのため、積層造形は、工具、鋳型又は固定具を一切使用せずに、しかも廃棄物をほとんど又は全く出さずに、複雑な形状を作成することができる。材料の中実ビレットから物品を機械加工すること(材料の大半は切除されて廃棄される)に代えて、積層造形で使用される材料は物品の造形に必要とされるものだけである。
【0003】
積層造形技術は、通例、形成すべき物品の3次元コンピュータ支援設計(CAD)ファイルを取得し、物品を複数の層に電子的にスライスし、各層の2次元画像を含むファイルを作成することを含む。このファイルを、様々なタイプの積層造形システムで物品を構築できるようにファイルを解釈するプレパレーションソフトウェアシステムにロードする。3次元(3D)プリンティング、ラピッドプロトタイピング(RP)、ダイレクトデジタルマニュファクチャリング(DDM)形式の積層造形では、材料層を選択的に分配して物品を作成する。
【0004】
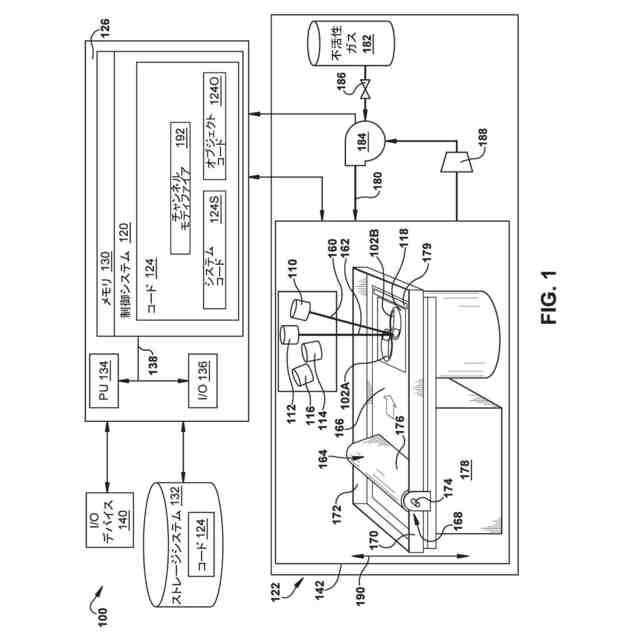
選択的レーザ溶融(SLM)及び直接金属レーザ溶融(DMLM)のような金属粉末積層造形技術では、金属粉末層を順次溶融して物品を形成する。さらに具体的には、金属粉末層を金属粉末床上にアプリケータを用いて均一に分布させた後、順次溶融させる。金属粉末床は垂直軸方向に移動できる。このプロセスは、アルゴン又は窒素のような不活性ガスの精密に制御された雰囲気を有する処理チャンバ内で実施される。各層が作成されると、金属粉末を選択的に溶融することによって、物品ジオメトリの各2次元スライスを融合させることができる。溶融は、例えば100Wのイッテルビウムレーザのような高出力溶融ビームによって実施され、金属粉末を完全に溶着(溶融)して固体金属を形成することができる。溶融ビームは走査鏡を用いてX-Y方向に移動し、金属粉末を完全に溶着(溶融)して固体金属を形成するのに十分な強度を有する。金属粉末床は、その後の2次元層毎に下降され、物品が完全に形成されるまで上記プロセスが繰り返される。
【0005】
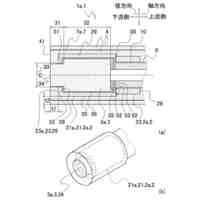
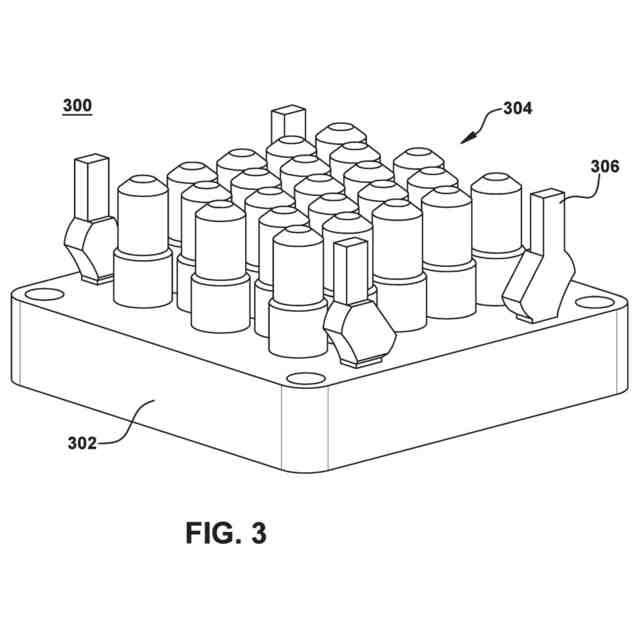
特定のAM造形作業では、部品に一義的マーキング(シリアル番号など)を付す必要があることがある。場合によっては、造形作業中に複数の複製部材のバッチ全体を1つのビルドプレートでまとめて製造し、各部品がそれ独自のマーキングを必要とすことがある。
【発明の概要】
【0006】
本開示の第1の態様は、積層造形(AM)プロセスにおいて複数の部材をマーキングする方法を提供する。本方法は、一組の部品に関するコード化部品ファイルをテキストベースの部品ツールパスファイルに変換するステップと、部材マーキングジオメトリ内の文字に関する一組のシリアライゼーション(SN)ファイルを作成及びコード化するステップと、コード化SNファイルを一組のテキストベースのSNツールパスファイルに変換するステップと、部品ツールパスファイル及びSNツールパスファイルから部品及びSNスキャンパスの両方を含む結合プリント入力ファイルを生成するステップであって、生成が、部材SNロケーションスクリプトからの位置及び部材マーキングの詳細をSNツールパスファイルからのSNジオメトリと組合せて部材マーキング用の修正SNツールパスファイルを作成することを含む、ステップとを含む。
【0007】
本開示の別の態様は、上述の態様のいずれかを包含し、コード化部品ファイル及び一組のコード化SNファイルは、ステレオリソグラフィ(STL)ファイル形式でコード化される。
【0008】
本開示の別の態様は、上述の態様のいずれかを包含し、テキストベースの部品ツールパスファイル及びテキストベースのSNツールパスファイルは、CLI(common layer interface)ファイルを含む。
【0009】
本開示の別の態様は、上述の態様のいずれかを包含し、部材マーキングジオメトリは、文字位置の所定のシーケンスを含んでおり、各文字位置は、所与の文字位置でプリントすることができる一組の文字値を含む。
【0010】
本開示の別の態様は、上述の態様のいずれかを包含し、部材SNロケーションスクリプトは、ビルドプレート上にある部品の数並びに部品ツールパスファイル及びSNツールパスファイルのファイルサーバ位置をさらに定義する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社松風
歯科用埋没材
3か月前
日本鋳造株式会社
鋳造方法
2か月前
個人
鋼の連続鋳造鋳片の切断装置
3か月前
UBEマシナリー株式会社
成形機
1か月前
マツダ株式会社
鋳造装置
2か月前
株式会社 寿原テクノス
金型装置
15日前
日本製鉄株式会社
棒状部材
3か月前
三菱電機株式会社
三次元造形装置
18日前
株式会社エスアールシー
インゴット
26日前
個人
透かし模様付き金属板の製造方法
11日前
株式会社クボタ
弁箱用の消失模型
1か月前
東洋機械金属株式会社
ダイカストマシン
1か月前
株式会社浅沼技研
半溶融金属の成形方法
27日前
トヨタ自動車株式会社
金型温度調整装置
26日前
東洋機械金属株式会社
ダイカストマシン
15日前
トヨタ自動車株式会社
鋳造製品の製造方法
4か月前
新東工業株式会社
粉末除去装置
27日前
トヨタ自動車株式会社
異種金属部材の接合方法
1か月前
ポーライト株式会社
焼結部品の製造方法
4日前
株式会社昭工舎
焼結体の製造方法
3か月前
旭化成株式会社
焼結体の製造方法
3か月前
キヤノン株式会社
樹脂微粒子の製造方法
1か月前
新東工業株式会社
測定装置
1か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
1か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
3か月前
山陽特殊製鋼株式会社
取鍋
15日前
日本製鉄株式会社
鋼の連続鋳造方法
3か月前
黒崎播磨株式会社
浸漬ノズル
19日前
東京窯業株式会社
上ノズル上プレート一体物
18日前
株式会社荏原製作所
造形ノズル
18日前
株式会社荏原製作所
造形ノズル
3か月前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
3か月前
新東工業株式会社
鋳造品の管理システム
3か月前
株式会社アイシン
金型
3か月前
株式会社宮本工業所
ガス吹き込み管
18日前
セイコーエプソン株式会社
三次元造形装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ