TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025004549
公報種別
公開特許公報(A)
公開日
2025-01-15
出願番号
2023104292
出願日
2023-06-26
発明の名称
ボールねじのねじ溝加工方法及び該加工方法が施されたねじ軸又はナット
出願人
日本精工株式会社
代理人
弁理士法人栄光事務所
主分類
F16H
25/22 20060101AFI20250107BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】
ねじ溝の形状に係わらず、短時間の加工で、表面粗さが小さく、かつ汚染物等の付着がない清浄なねじ溝が得られるボールねじのねじ溝加工方法及び該加工方法が施されたねじ軸又はナットを提供する。
【解決手段】
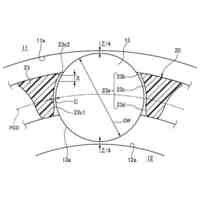
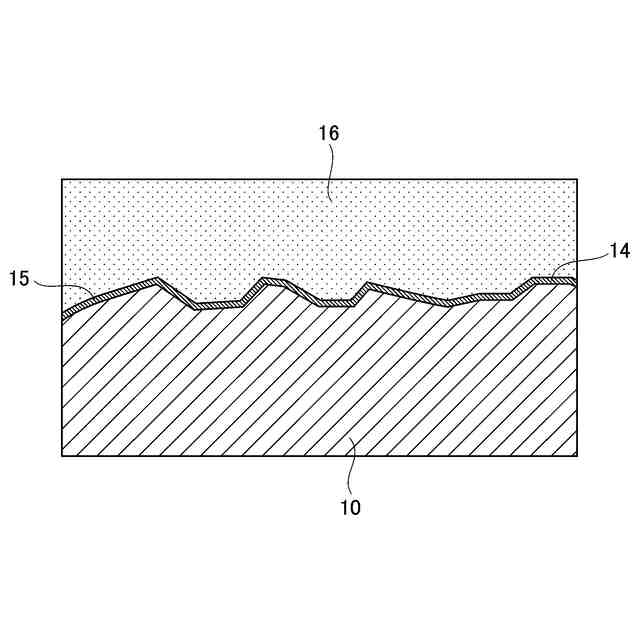
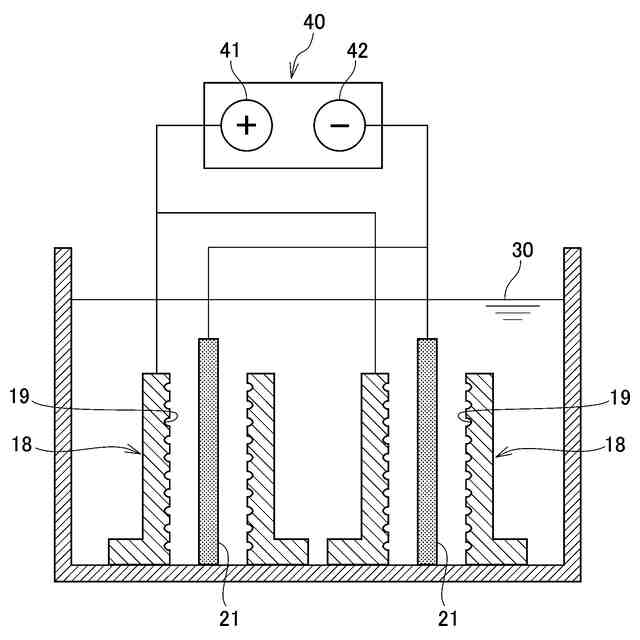
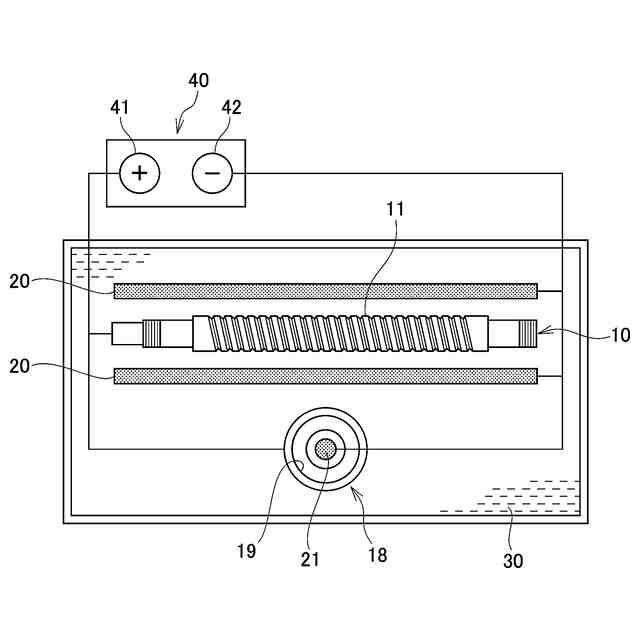
外周ねじ溝11又は内周ねじ溝19を研削加工する研削工程と、研削加工された外周ねじ溝11又は内周ねじ溝19を電解研磨により表面粗さRa=0.05μm~0.14μmに仕上げ加工する電解研磨工程と、を備えるボールねじのねじ溝加工方法。
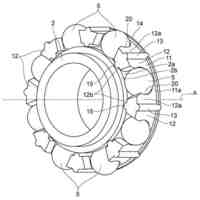
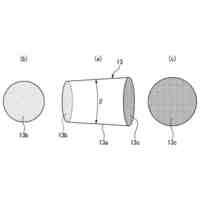
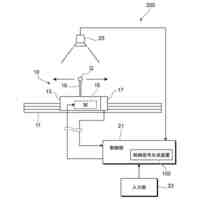
【選択図】図1
特許請求の範囲
【請求項1】
外周面に螺旋状の外周ねじ溝を有するねじ軸と、前記ねじ軸の前記外周ねじ溝に対向するように内周面に螺旋状の内周ねじ溝を有するナットと、前記外周ねじ溝と前記内周ねじ溝と間に転動自在に装填された複数のボールと、を備えるボールねじのねじ溝加工方法であって、
前記外周ねじ溝又は前記内周ねじ溝を研削加工する研削工程と、
研削加工された前記外周ねじ溝又は前記内周ねじ溝を電解研磨により表面粗さRa=0.05μm~0.14μmに仕上げ加工する電解研磨工程と、
を備えるボールねじのねじ溝加工方法。
続きを表示(約 430 文字)
【請求項2】
前記電解研磨により前記外周ねじ溝又は前記内周ねじ溝の表面に形成される酸化層と、金属母材と、の間に形成される不動態皮膜の厚さは、1nm~3nmである、
請求項1に記載のボールねじのねじ溝加工方法。
【請求項3】
電解研磨された前記外周ねじ溝又は前記内周ねじ溝の表面に、メッキ処理することでメッキ層を形成する、
請求項1に記載のボールねじのねじ溝加工方法。
【請求項4】
電解研磨された前記外周ねじ溝又は前記内周ねじ溝の表面に、薄膜潤滑皮膜処理することで薄膜潤滑皮膜を形成する、
請求項1に記載のボールねじのねじ溝加工方法。
【請求項5】
前記外周ねじ溝又は前記内周ねじ溝は、同時に電解研磨される、
請求項1に記載のボールねじのねじ溝加工方法。
【請求項6】
請求項1~5のいずれか1項に記載のねじ溝加工方法が施された前記ボールねじのねじ軸又はナット。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ボールねじのねじ溝加工方法及び該加工方法が施されたねじ軸又はナットに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
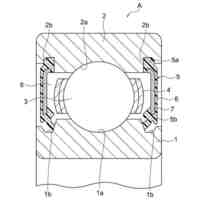
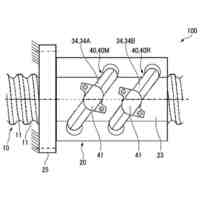
回転運動を直線運動に変換するボールねじは、外周面に螺旋状の外周ねじ溝が形成されたねじ軸と、内周面に螺旋状の内周ねじ溝が形成されたナットと、ねじ軸及びナットの両ねじ溝間に装填されて、ねじ軸またはナットの回転運動に伴って転動する多数のボールと、を備える。
【0003】
一般的に、ねじ軸の外周ねじ溝及びナットの内周ねじ溝は、転造加工、切削加工、研削加工、或いは超仕上げ加工などにより形成される。しかし、従来の超仕上げ加工では、リードが長い、軸径が非常に小さい、又は大きいボールねじの加工が難しい、或いは不可能であるといった問題があった。また、ねじ溝形状に合わせた専用の仕上げ砥石が必要であるため、ねじ溝形状が変更されるごとに設備のセット替えが必要であり、加工効率が低い問題があった。
【0004】
特許文献1には、ナットの素材を浸炭焼入れ、或いは高周波焼入れなどで所定の硬さに処理した後、回転する研削砥石によって研削加工し、さらに電解研磨加工により表面仕上げするナットのねじ溝転走面の表面改質方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2003-25152号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
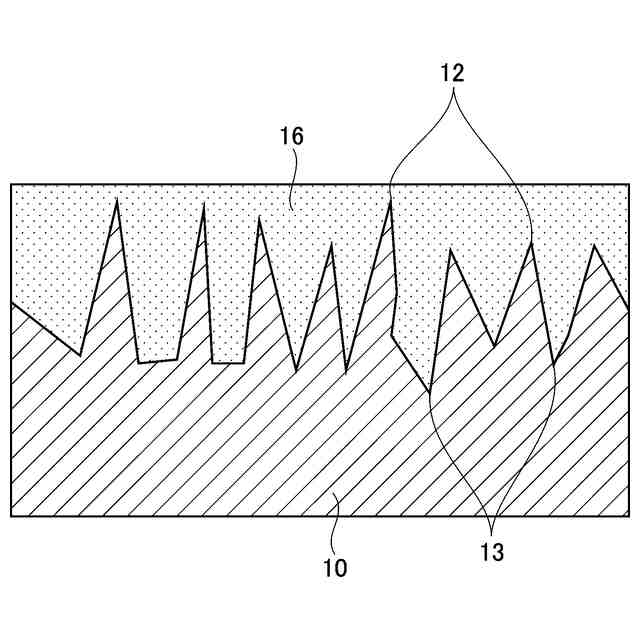
しかしながら、特許文献1に記載のねじ溝転走面の表面改質方法は、通常での加工が困難なナットの内周ねじ溝を対象とした方法であり、内周ねじ溝に対して電解研磨処理を施すことで酸化スケールの除去~仕上げ加工までを行っている。酸化スケール除去~仕上げ加工までを電解研磨で行うと、加工時間が大幅に長くなり、製造コストが増大する可能性がある。また、炭素鋼に対して電解研磨処理を施すと処理面が荒れてしまい、作動トルクに影響を及ぼす虞がある。また、ねじ軸の外周ねじ溝については、言及されていない。
【0007】
本発明は、前述した課題に鑑みてなされたものであり、その目的は、ねじ溝の形状に係わらず、短時間の加工で、表面粗さが小さく、かつ汚染物等の付着がない清浄なねじ溝が得られるボールねじのねじ溝加工方法及び該加工方法が施されたねじ軸又はナットを提供することである。
【課題を解決するための手段】
【0008】
したがって、本発明の上記目的は、ボールねじのねじ溝加工方法及び該加工方法が施されたねじ軸又はナットに係る下記[1]及び[2]の構成により達成される。
[1] 外周面に螺旋状の外周ねじ溝を有するねじ軸と、前記ねじ軸の前記外周ねじ溝に対向するように内周面に螺旋状の内周ねじ溝を有するナットと、前記外周ねじ溝と前記内周ねじ溝と間に転動自在に装填された複数のボールと、を備えるボールねじのねじ溝加工方法であって、
前記外周ねじ溝又は前記内周ねじ溝を研削加工する研削工程と、
研削加工された前記外周ねじ溝又は前記内周ねじ溝を電解研磨により表面粗さRa=0.05μm~0.14μmに仕上げ加工する電解研磨工程と、
を備えるボールねじのねじ溝加工方法。
【0009】
[2] [1]に記載のねじ溝加工方法が施された前記ボールねじのねじ軸又はナット。
【発明の効果】
【0010】
本発明のボールねじのねじ溝加工方法及び該加工方法が施されたねじ軸又はナットによれば、ねじ溝の形状に係わらず、短時間の加工で、表面粗さが小さく、かつ汚染物等の付着がない清浄なねじ溝が得られる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
転がり軸受
1か月前
日本精工株式会社
ボールねじ
21日前
日本精工株式会社
ボールねじ
1日前
日本精工株式会社
転がり軸受
1か月前
日本精工株式会社
ボールねじ
21日前
日本精工株式会社
直動案内装置
1日前
日本精工株式会社
円筒ころ軸受
1か月前
日本精工株式会社
ボールねじ装置
28日前
日本精工株式会社
円すいころ軸受
1日前
日本精工株式会社
駆動輪及び台車
21日前
日本精工株式会社
駆動輪及び台車
21日前
日本精工株式会社
駆動輪及び台車
21日前
日本精工株式会社
玉軸受用保持器
1日前
日本精工株式会社
ボールねじ装置
21日前
日本精工株式会社
ハブユニット軸受
28日前
日本精工株式会社
逆入力遮断クラッチ
1か月前
日本精工株式会社
逆入力遮断クラッチ
1か月前
日本精工株式会社
駆動回路及びモータ
29日前
日本精工株式会社
ハブユニット軸受の製造方法
1か月前
日本精工株式会社
転がり軸受及びアクチュエータ
1か月前
日本精工株式会社
温度測定装置及び温度測定方法
21日前
日本精工株式会社
実験支援システムおよび制御方法
1か月前
日本精工株式会社
歯車伝達機構および直動アクチュエータ
1か月前
日本精工株式会社
軸受の状態監視方法、および状態監視装置
1か月前
日本精工株式会社
ボールねじの状態判定装置及び状態判定方法
29日前
日本精工株式会社
直動アクチュエータおよび電磁サスペンション
21日前
日本精工株式会社
制御信号生成装置、制御システム及び制御信号生成方法
1か月前
日本精工株式会社
ボールねじのねじ溝加工方法及び該加工方法が施されたねじ軸又はナット
1日前
日本精工株式会社
ホイールナット緩み検出システム及び該検出システムを備えるハブユニット軸受、並びに車軸管式懸架装置
1か月前
日本精工株式会社
ホイールナット緩み検出システム及び該検出システムを備えるハブユニット軸受、並びに車軸管式懸架装置
1か月前
日本精工株式会社
リング状部材の誘導加熱方法および製造方法、リング状部材、軸受、誘導加熱装置、軸受の製造方法、車両の製造方法、並びに、機械装置の製造方法
2日前
日本精工株式会社
リング状部材の製造方法、軸受の製造方法、機械部品の製造方法、車両の製造方法、機械装置の製造方法、リング状部材、軸受要素、軸受、機械装置、及び車両
1か月前
個人
保持機
2か月前
個人
免震留具
1か月前
株式会社フジキン
配管
4か月前
個人
振り子式免震装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ