TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024168657
公報種別
公開特許公報(A)
公開日
2024-12-05
出願番号
2023085524
出願日
2023-05-24
発明の名称
ハブユニット軸受の製造方法
出願人
日本精工株式会社
代理人
弁理士法人栄光事務所
主分類
F16C
19/49 20060101AFI20241128BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】負隙間の大きさを精度よく測定可能にすると共に、負隙間の大きさを厳密に管理することができるハブユニット軸受の製造方法を提供する。
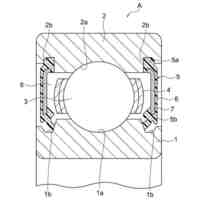
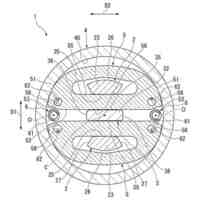
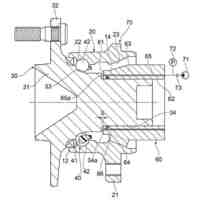
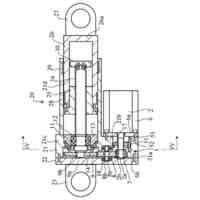
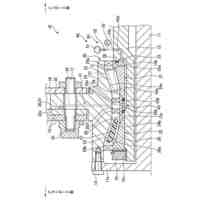
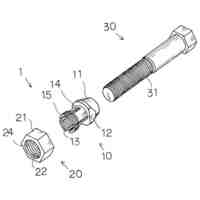
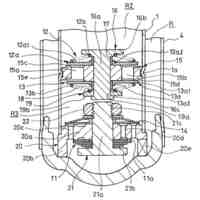
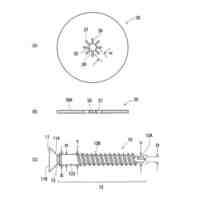
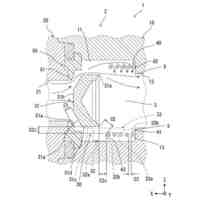
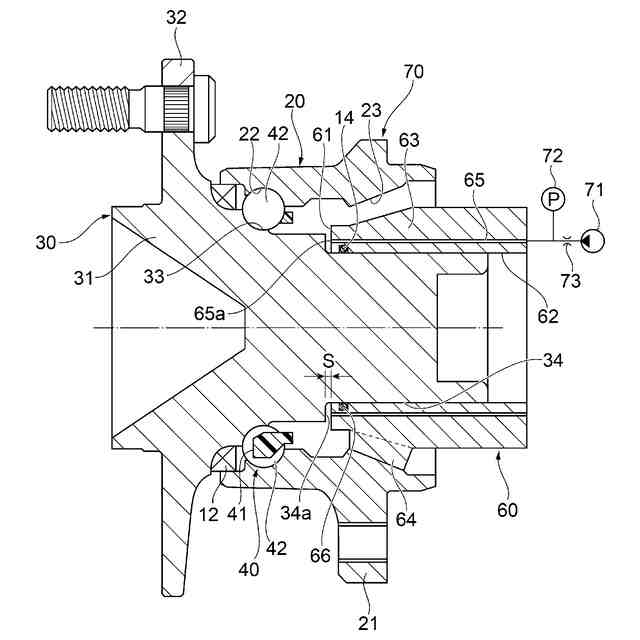
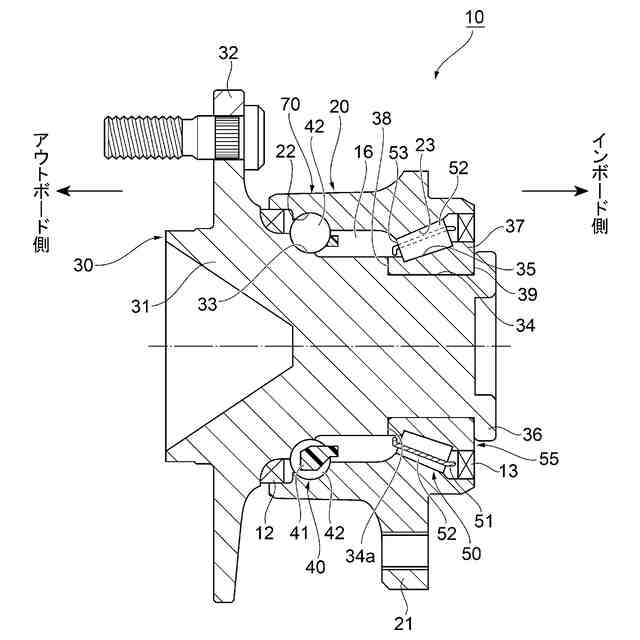
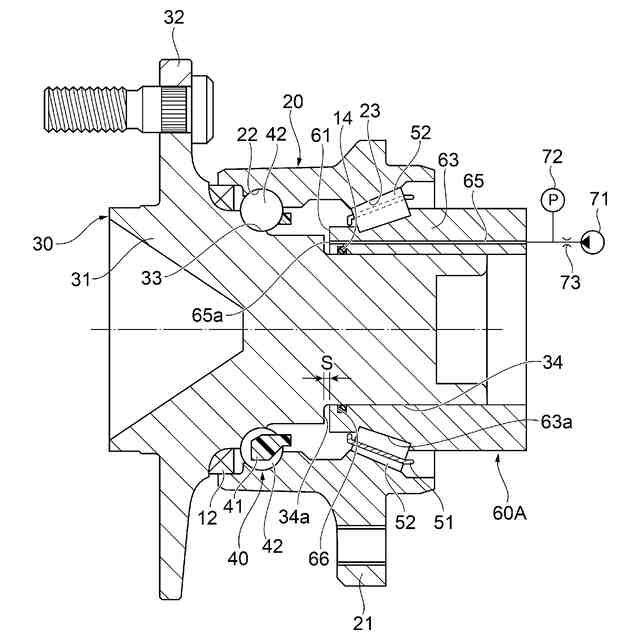
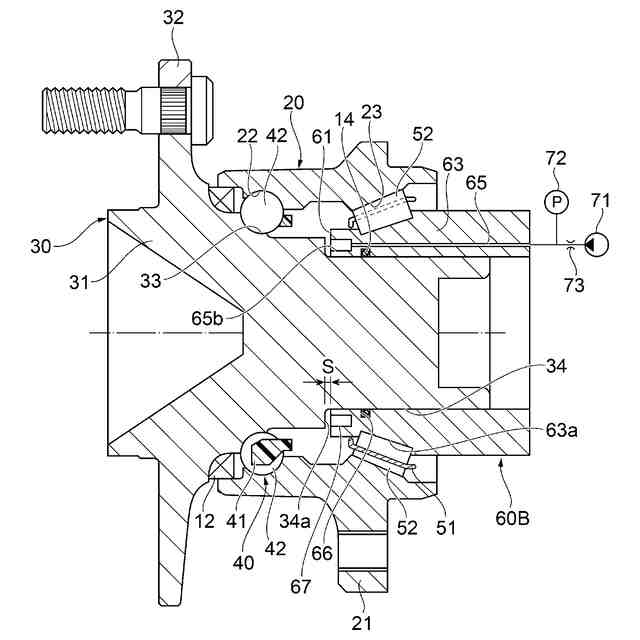
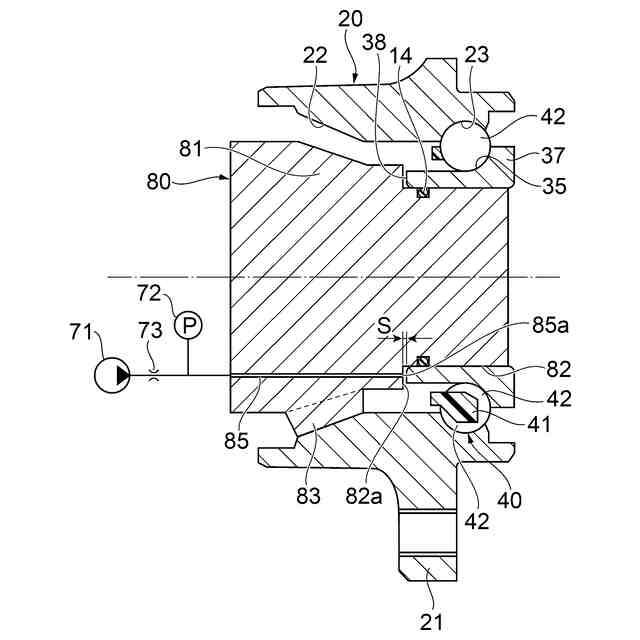
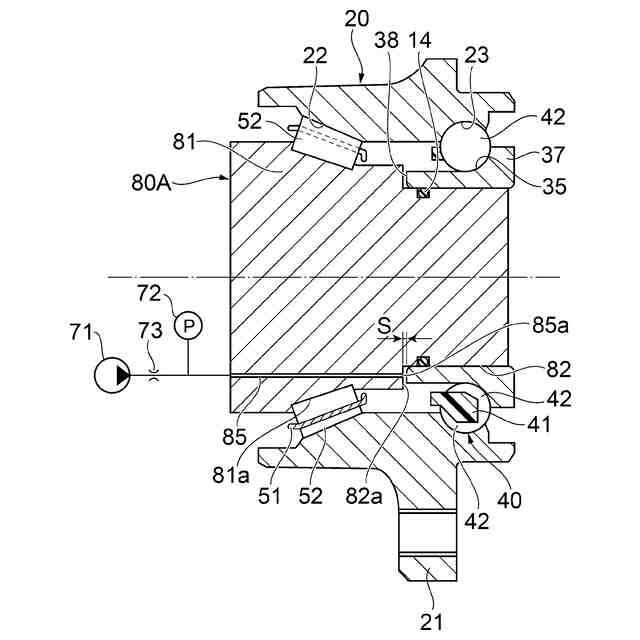
【解決手段】ハブユニット軸受10は、複列のうちのいずれか一方の列を構成する転動体が玉である玉軸受部と、いずれか他方の列を構成する転動体が円錐ころである円錐ころ軸受部と、を備える。そして、ハブユニット10の製造方法は、ハブ輪31、外輪20、及び玉42が組み立てられた状態で、内輪37及び円錐ころ52に対応する測定治具60を、ハブ輪31に組み付けて、内輪37と測定治具60との間の軸方向隙間Sを測定する工程と、測定された軸方向隙間Sに基づいて、ハブ輪31の小径段部34と内輪37との間が所望の負隙間となるように、内輪37、円錐ころ52、及び保持器51を有する組立体55を使用し、内輪37をハブ輪31の小径段部34に嵌合固定する工程と、を備える。
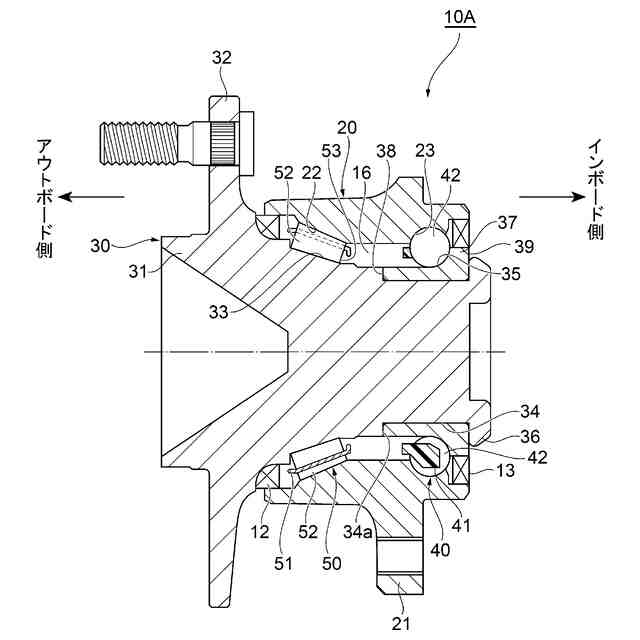
【選択図】図2
特許請求の範囲
【請求項1】
内周面に第1及び第2の外輪軌道を有する外輪と、
外周面に車輪を支持固定する為のフランジ、前記第1の外輪軌道に対向する第1の内輪軌道、及び小径段部を少なくとも有するハブ輪と、アウトボード側端面を前記小径段部の段差面に突き当てた状態で前記小径段部の外周面に外嵌されて前記ハブ輪に固定され、外周面に前記第2の外輪軌道に対向する第2の内輪軌道を有する内輪と、を備えるハブと、
前記第1及び第2の外輪軌道と前記第1及び第2の内輪軌道との間で、複列に複数個ずつ転動自在に設けられた転動体と、
を備えるハブユニット軸受の製造方法であって、
前記ハブユニット軸受は、前記複列のうちのいずれか一方の列を構成する前記転動体が玉である玉軸受部と、いずれか他方の列を構成する前記転動体が円錐ころである円錐ころ軸受部と、を備え、
前記玉軸受部側の内輪軌道を構成する前記ハブ輪と前記内輪の一方、前記外輪、及び前記玉が組み立てられた状態で、前記ハブ輪と前記内輪の他方、及び前記円錐ころに対応する測定治具を、前記ハブ輪と前記内輪の一方に組み付けて、前記ハブ輪と前記内輪の一方と前記測定治具との間の軸方向隙間を測定する工程と、
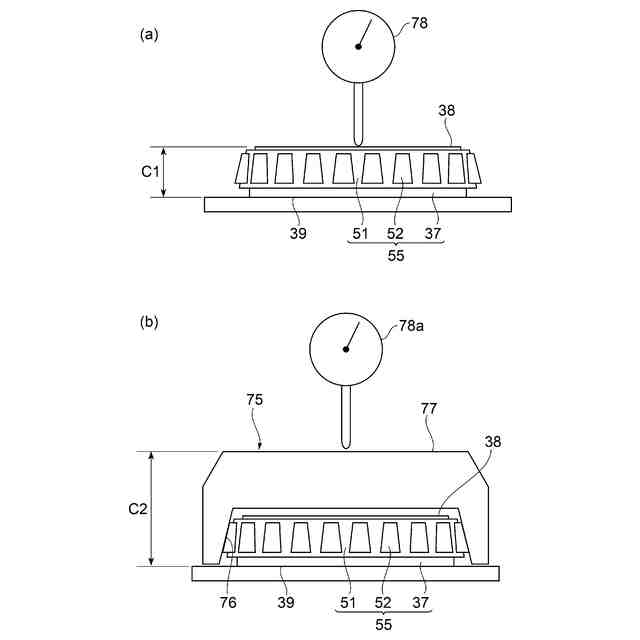
前記測定された軸方向隙間に基づいて、前記ハブ輪の小径段部と前記内輪との間の所望の負隙間となるように、前記内輪、前記第2の外輪軌道及び前記第2の内輪軌道を転動する前記転動体、及び前記転動体を保持する保持器を有する組立体を使用し、前記内輪を前記ハブ輪の小径段部に嵌合固定する工程と、
を備えるハブユニット軸受の製造方法。
続きを表示(約 600 文字)
【請求項2】
前記嵌合固定する工程は、前記測定された軸方向隙間に基づいて、前記所望の負隙間になるように、前記組立体を選択的に選定して、或いは、前記組立体の前記内輪のアウトボード側端面を加工したのち、前記組立体の前記内輪を前記ハブ輪の小径段部に嵌合固定する、
請求項1に記載のハブユニット軸受の製造方法。
【請求項3】
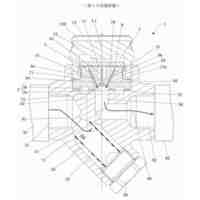
前記測定治具は、前記ハブ輪の小径段部の外周面に嵌合する内輪相当部と、前記外輪の前記円錐ころ軸受部側の外輪軌道と当接する当接部と、を備え、
前記内輪相当部は、前記ハブ輪と前記測定治具との間の軸方向隙間に圧縮空気を吐出する吹き出し口を有する流路を備え、前記吹き出し口から流出する前記圧縮空気の流量、又は背圧によって、前記軸方向隙間を測定する、
請求項1に記載のハブユニット軸受の製造方法。
【請求項4】
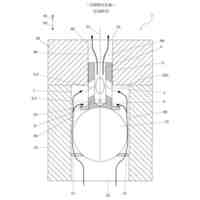
前記測定治具は、前記内輪の内周面が嵌合する小径段部相当部を有するハブ輪相当部と、前記外輪の前記円錐ころ軸受部側の外輪軌道と当接する当接部と、を備え、
前記ハブ輪相当部は、前記内輪と前記測定治具との間の軸方向隙間に圧縮空気を吐出する吹き出し口を有する流路を備え、前記吹き出し口から流出する前記圧縮空気の流量、又は背圧によって、前記軸方向隙間を測定する、
請求項1に記載のハブユニット軸受の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ハブユニット軸受の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、自動車の車輪を懸架装置に対して回転自在に支持するハブユニット軸受としては、ハブ輪の外周面に内輪軌道が直接形成される第三世代と称される構造において、複列の転動体のうち、一方の列を玉、他方の列を円錐ころとして、モーメント剛性や寿命向上を図ったものが知られている(例えば、特許文献1、2参照)。
【0003】
このように転動体を玉とした玉軸受部と、転動体を円錐ころとした円錐ころ軸受部との組み合わせからなるハブユニット軸受(以下、「ハイブリッドハブユニット軸受」とも称す)では、円錐ころ軸受部側のアキシアル剛性が玉軸受部側のアキシアル剛性よりも非常に高い。また、ハブユニット軸受では、軸受の寿命、剛性、フレッチング(フォールスブリネリング)等の面から、軸受に予圧を付与することが行われており、軸受軸方向隙間を負隙間としているが、アキシアル剛性が低い玉軸受部側では、この負隙間に伴う軌道面と転動体の変形が片寄り、円錐ころ軸受部側の負隙間へ寄与する寸法(組高さに係わる寸法)のばらつきを狭めないと、玉軸受部にかかる予圧(負隙間によるアキシアル荷重)が過大となって寿命が低下したり、或いは、予圧過少による剛性低下といった不具合が発生しやすくなる。
【0004】
一方、円錐ころ軸受部は、円錐ころが軌道面上を軸方向に移動できないため、何周もなじませ回転を行って円錐ころをスパイラル状に整列位置に移動させて円錐ころを整列させた後(全ての円錐ころの頭部が大鍔面に当接すると共に、円錐ころの中心軸が軸受中心軸に対して周方向に傾いていない状態)でないと両軸受け間の正隙間や負隙間(起動トルクが代用特性となるが、複列軸受の場合には両列の起動トルクの和となる)の測定が難しい。なお、玉軸受部では、ある程度玉が軌道面上を軸方向に移動できるため、なじませ回転は少なくて済む。
【0005】
特許文献3には、複列円錐ころ軸受部の負隙間測定方法として、内輪と円錐ころと保持器の組立体、所謂コーンを、ハブ輪に正隙間が残留する位置まで仮圧入し、正隙間を測定後、正規位置(内輪正面側端面とハブ輪段差面が当接する位置)まで再圧入し、その際の変位量を求めて、正隙間値と圧入による変位量から負隙間を測定することが開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2003-232343号公報
特開2007-290530号公報
特開2006-342877号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献3に記載の測定方法では、両列の軌道面に対して、それぞれになじませ回転を行わないと正しく正隙間が測れない。また、予圧域での再圧入時、予圧値により円錐ころの整列位置が変わるため、外輪と内輪とを相対回転しながら圧入を行う必要がある。さらに、円錐ころの整列位置の移動分が誤差となり、厄介な作業の割には、測定誤差が大きい問題がある。
【0008】
本発明は、前述した課題に鑑みてなされたものであり、その目的は、軸受軸方向隙間の大きさを精度よく測定可能にすると共に、負隙間の大きさを厳密に管理することができるハブユニット軸受の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
したがって、本発明の上記目的は、ハブユニット軸受の製造方法に係る下記[1]の構成により達成される。
[1] 内周面に第1及び第2の外輪軌道を有する外輪と、
外周面に車輪を支持固定する為のフランジ、前記第1の外輪軌道に対向する第1の内輪軌道、及び小径段部を少なくとも有するハブ輪と、アウトボード側端面を前記小径段部の段差面に突き当てた状態で前記小径段部の外周面に外嵌されて前記ハブ輪に固定され、外周面に前記第2の外輪軌道に対向する第2の内輪軌道を有する内輪と、を備えるハブと、
前記第1及び第2の外輪軌道と前記第1及び第2の内輪軌道との間で、複列に複数個ずつ転動自在に設けられた転動体と、
を備えるハブユニット軸受の製造方法であって、
前記ハブユニット軸受は、前記複列のうちのいずれか一方の列を構成する前記転動体が玉である玉軸受部と、いずれか他方の列を構成する前記転動体が円錐ころである円錐ころ軸受部と、を備え、
前記玉軸受部側の内輪軌道を構成する前記ハブ輪と前記内輪の一方、前記外輪、及び前記玉が組み立てられた状態で、前記ハブ輪と前記内輪の他方、及び前記円錐ころに対応する測定治具を、前記ハブ輪と前記内輪の一方に組み付けて、前記ハブ輪と前記内輪の一方と前記測定治具との間の軸方向隙間を測定する工程と、
前記測定された軸方向隙間に基づいて、前記ハブ輪の小径段部と前記内輪との間の所望の負隙間となるように、前記内輪、前記第2の外輪軌道及び前記第2の内輪軌道を転動する前記転動体、及び前記転動体を保持する保持器を有する組立体を使用し、前記内輪を前記ハブ輪の小径段部に嵌合固定する工程と、
を備えるハブユニット軸受の製造方法。
【発明の効果】
【0010】
本発明のハブユニット軸受の製造方法によれば、軸受軸方向隙間の大きさを精度よく測定可能にすると共に、負隙間の大きさを厳密に管理することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
転がり軸受
1日前
日本精工株式会社
転がり軸受
16日前
日本精工株式会社
転がり軸受
15日前
日本精工株式会社
転がり軸受
14日前
日本精工株式会社
円筒ころ軸受
8日前
日本精工株式会社
シール付き玉軸受
1か月前
日本精工株式会社
逆入力遮断クラッチ
7日前
日本精工株式会社
ハブユニット軸受の製造方法
8日前
日本精工株式会社
転がり軸受及びアクチュエータ
7日前
日本精工株式会社
実験支援システムおよび制御方法
9日前
日本精工株式会社
歯車伝達機構および直動アクチュエータ
1日前
日本精工株式会社
軸受の状態監視方法、および状態監視装置
8日前
日本精工株式会社
装置の状態監視システム、および状態監視方法
15日前
日本精工株式会社
転がり軸受、転がり軸受の製造方法、及び軸受装置
16日前
日本精工株式会社
制御信号生成装置、制御システム及び制御信号生成方法
2日前
日本精工株式会社
ホイールナット緩み検出システム及び該検出システムを備えるハブユニット軸受
23日前
日本精工株式会社
ホイールナット緩み検出システム及び該検出システムを備えるハブユニット軸受、並びに車軸管式懸架装置
14日前
日本精工株式会社
ホイールナット緩み検出システム及び該検出システムを備えるハブユニット軸受、並びに車軸管式懸架装置
14日前
日本精工株式会社
リング状部材の製造方法、軸受の製造方法、機械部品の製造方法、車両の製造方法、機械装置の製造方法、リング状部材、軸受要素、軸受、機械装置、及び車両
10日前
個人
回転伝達機構
4か月前
個人
保持機
1か月前
個人
免震留具
16日前
株式会社フジキン
配管
3か月前
個人
振り子式免震装置
1か月前
個人
ロックナット
3か月前
藤井電工株式会社
フック
1か月前
個人
ネジの緩み防止装置
1か月前
個人
緩み防止ナット
2か月前
カヤバ株式会社
緩衝器
15日前
株式会社テイエルブイ
自動弁
1か月前
株式会社テイエルブイ
排気弁
2か月前
北村精工株式会社
固定具
4か月前
株式会社キッツ
逆止め弁
2か月前
未来工業株式会社
固定体
8日前
株式会社三五
ドライブシャフト
3か月前
日動電工株式会社
保持具
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ