TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024167349
公報種別
公開特許公報(A)
公開日
2024-12-03
出願番号
2024149378,2024514483
出願日
2024-08-30,2023-10-30
発明の名称
リング状部材の製造方法、軸受の製造方法、機械部品の製造方法、車両の製造方法、機械装置の製造方法、リング状部材、軸受要素、軸受、機械装置、及び車両
出願人
日本精工株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21K
1/04 20060101AFI20241126BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】製造コストの低減、及び/又は製品の品質向上に有利なリング状部材の製造方法を提供する。
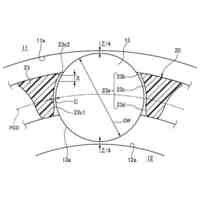
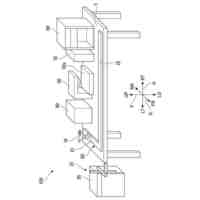
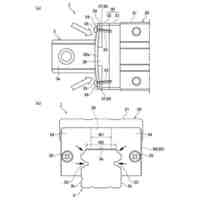
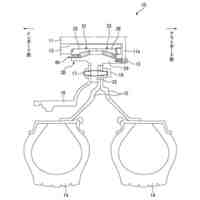
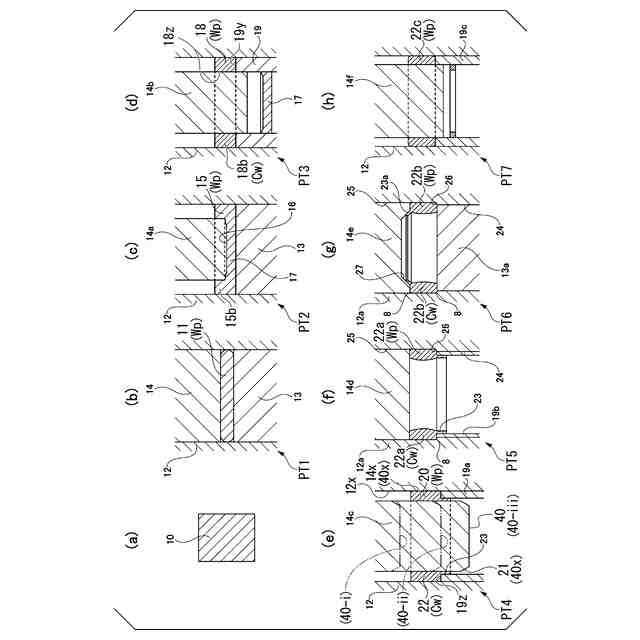
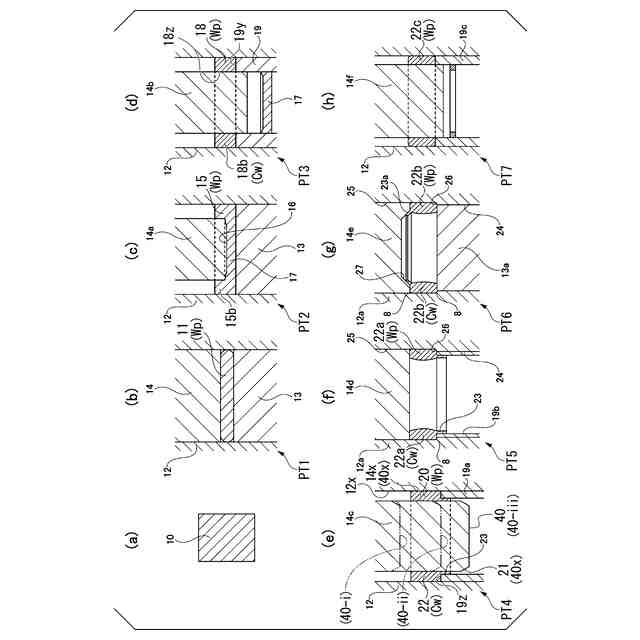
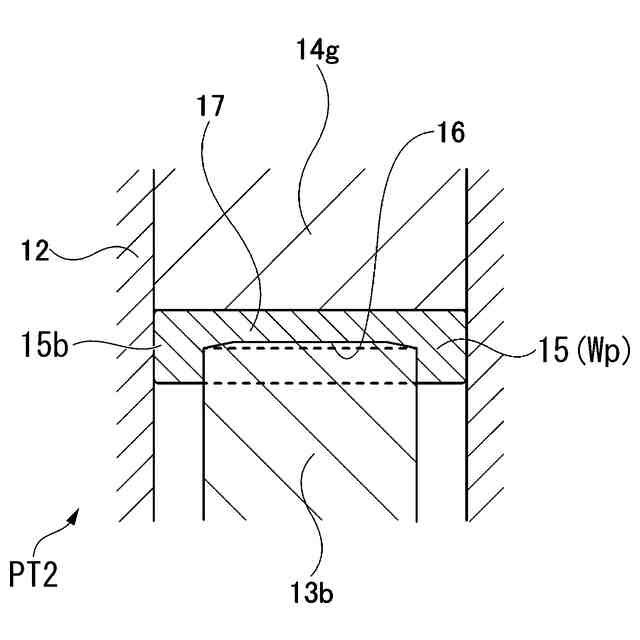
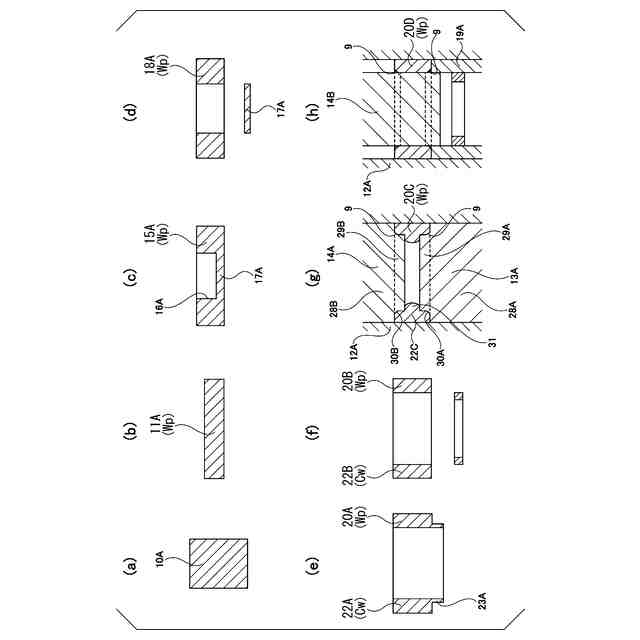
【解決手段】リング状部材の製造方法は、ワークピース(Wp)を用意する工程と、ワークピース(Wp)に第1部材(14a)を押し付けて軸方向の深さを有する窪み(16)をワークピース(Wp)に形成する工程と、第2部材(14b)を用いてワークピース(Wp)の窪み(16)の底部(17)を打ち抜く工程と、ワークピース(Wp)と第3部材(14c)との間の相対移動に伴って周壁(Cw)を変形させる工程とを有する。
【選択図】図2
特許請求の範囲
【請求項1】
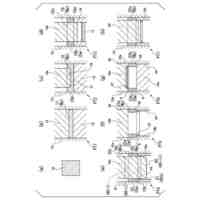
ワークピースを用意する工程と、
前記ワークピースに第1部材を押し付けて軸方向の深さを有する窪みを前記ワークピースに形成する工程と、
第2部材を用いて前記ワークピースの前記窪みの底部を打ち抜く工程であり、開口を囲む周壁を形成する、前記工程と、
前記ワークピースと第3部材との間の相対移動に伴って前記周壁を変形させる工程であり、前記周壁の軸長さを拡大することを含む、前記工程と、
を備える、
リング状部材の製造方法。
続きを表示(約 1,300 文字)
【請求項2】
前記窪みを形成する工程は、前記ワークピースにおける前記窪みの周辺部の軸長さを拡大すること、を含む、請求項1に記載のリング状部材の製造方法。
【請求項3】
前記周壁を変形させる工程は、前記周壁の外径の拡大を抑制した状態で、前記第3部材を前記周壁の内面に押し付けて前記周壁の内径を拡大することを含む、請求項1又は2に記載のリング状部材の製造方法。
【請求項4】
前記ワークピースと前記第3部材との間の前記相対移動において、前記ワークピースの軸面が支持部材の支持面に支持されるとともに、前記第3部材の先端と前記支持部材の前記支持面とが前記軸方向に互いにすれ違う、請求項1から3のいずれかに記載のリング状部材の製造方法。
【請求項5】
請求項1から4のいずれかに記載の製造方法によってリング状部材を製造する工程を備える、軸受の製造方法。
【請求項6】
請求項1から4のいずれかに記載の製造方法によって機械部品を製造する工程を備える、機械部品の製造方法。
【請求項7】
請求項1から4のいずれかに記載の製造方法によってリング状部材を製造する工程を備える、機械装置の製造方法。
【請求項8】
請求項1から4のいずれかに記載の製造方法によってリング状部材を製造する工程を備える、車両の製造方法。
【請求項9】
請求項1から4のいずれかに記載の製造方法によって製造された痕跡を有するリング状部材。
【請求項10】
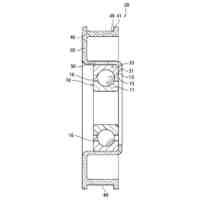
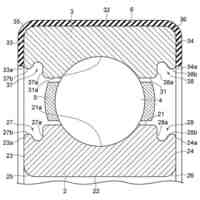
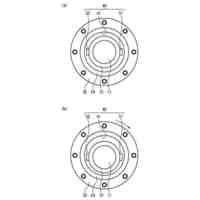
リング形状を有する本体を備え、
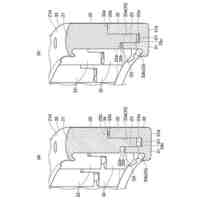
前記本体は、軸方向の一端面である第1軸面と、前記軸方向の別の端面である第2軸面と、内周面と、外周面と、前記内周面に設けられた軌道面と、前記外周面と前記第1軸面との間の第1面取り部と、前記外周面と前記第2軸面との間の第2面取り部と、を有し、
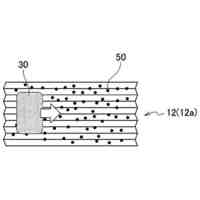
前記本体のメタルフローは、
前記第1面取り部の表面近傍において前記第1面取り部に沿って連続している第1パターンと、
前記第2面取り部の表面近傍において前記第2面取り部に沿って連続している第2パターンと、
前記外周面の近傍において前記外周面に沿って連続している第3パターンと、
前記第1軸面の近傍において前記第1軸面に沿って連続している第4パターンと、
前記第2軸面の近傍において前記第2軸面に沿って連続している第5パターンと、
前記第1軸面に近い前記内周面の近傍における第6パターンと、
前記第2軸面に近い前記内周面の近傍における第7パターンと、
を有し、
前記第6パターンは、前記第1軸面に向かって凸形状を有する複数の線要素を含み、
前記第7パターンは、前記内周面に沿って連続している複数の線要素を含み、
前記第7パターンにおける複数の線要素の間隔は、前記第6パターンにおける複数の線要素の間隔に比べて狭い、
軸受要素。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、リング状部材の製造方法に関する。
本願は、2022年12月21日に出願された特願2022-204298号に基づき優先権を主張し、その内容をここに援用する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、転がり軸受の軌道輪の製造方法として、金属製の素材に鍛造加工などを施して、軌道輪の大まかな形状を有するリング状部材(軸受要素)を得る工程と、該リング状部材に切削加工、研削加工などの仕上加工を施して、完成形状を有する軌道輪を得る工程とを備える方法が知られている。なお、これらの工程における加工は、いずれも冷間での加工である。
【0003】
リング状部材を得る工程は、たとえば、円板状の第1素材に、鍛造加工である後方押し出し加工を施して、径方向内側部分に軸方向一方側に開口する凹部と、該凹部の軸方向他方側にある底部とを有する有底円筒状の第2素材を得る工程と、第2素材の底部を打ち抜いて、内周面を有するリング状部材を得る工程とを備える。
【0004】
このようにして得られるリング状部材の内径は、軌道輪を得るための仕上加工の加工代を少なく抑える観点から、軌道輪の内径に近い大きさであることが望まれる。すなわち、リング状部材を得る工程において、第2素材の凹部の内径は、軌道輪の内径に近い大きさであることが望まれる。このような要望に応える場合には、軌道輪の外径と内径との径差が小さくなるほど、凹部を形成する際のワーク(被加工物)の断面減少率が大きくなる。
【0005】
特許第3422941号公報には、高硬度マルテンサイトや金型用鋼などの、通常は冷間加工できない高硬度かつ低延性の材料からなるリング状部材の製造方法が記載されている。具体的には、該公報には、円板状の第1素材に、鍛造加工である後方押し出し加工を施して、径方向内側部分に軸方向一方側に開口する凹部と、該凹部の軸方向他方側にある底部とを有する有底円筒状の第2素材を得る工程と、第2素材の凹部の内径を押し出し加工により拡げて、第2素材の凹部の内径よりも大きい内径を有する凹部を備えた第3素材を得る工程と、第3素材の底部を、前記押し出し加工で形成された余肉と一緒に打ち抜いて、内周面を有するリング状部材を得る工程とを備えた方法が記載されている。
【0006】
特開2009-297731号公報には、円筒状の第1素材の径方向内側に、軸方向両側から1対のパンチを押し込むことにより、第1素材の軸方向両側部分の内径を拡げると同時に、第1素材の周方向長さおよび軸方向寸法を増大させて、リング状部材を得る工程を備える、リング状部材の製造方法が記載されている。
【先行技術文献】
【特許文献】
【0007】
特許第3422941号公報
特開2009-297731号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許第3422941号公報に記載された従来方法は、通常は冷間加工できない高硬度かつ低延性の材料を対象とするものであり、かつ、ワークの断面減少率が小さく設定されている。該従来方法を冷間での鍛造加工に適用し、さらに、前述のように、ワークの断面減少率を大きくすることを企図した場合、その分、成形荷重が大きくなる。その結果、たとえば、高出力のプレス機が必要になる、金型の耐久寿命が短くなる、ワークに割れなどの損傷が発生しやすくなるといった不都合が生じる。
【0009】
さらに、特許第3422941号公報に記載された従来方法では、押し出し加工によって凹部の内径を拡げる、具体的には、凹部の径方向内側に押し込んだパンチにより、凹部の内周面の表層部に存在していた金属材料を凹部の底部側に移動させることで、凹部の内径を拡げる。この際の金属材料の流動方向は、パンチの押し込み方向のみとなる。そして、凹部の底部側に移動した金属材料は、そのすべてが余肉となり、凹部の底部と一緒に打ち抜かれてスクラップとなる。このため、材料の歩留まりが悪くなる。さらに、厚肉となった底部を打ち抜くには大荷重が必要になる。
【0010】
特開2009-297731号公報に記載された従来方法では、円筒状の第1素材の径方向内側に、軸方向両側から1対のパンチを押し込むことにより、第1素材の軸方向両側部分の内径を拡げる際に、第1素材を構成する金属材料は、それぞれのパンチの押し込み方向に対する逆方向にも流動して、ワークの軸方向寸法の増大に役立てられる。したがって、その分、材料の歩留まりをよくすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
直動装置
1か月前
日本精工株式会社
転がり軸受
1日前
日本精工株式会社
転がり軸受
14日前
日本精工株式会社
転がり軸受
1か月前
日本精工株式会社
ボールねじ
1か月前
日本精工株式会社
転がり軸受
16日前
日本精工株式会社
転がり軸受
15日前
日本精工株式会社
直動案内装置
1か月前
日本精工株式会社
円筒ころ軸受
8日前
日本精工株式会社
レールキャップ
1か月前
日本精工株式会社
転がり軸受装置
1か月前
日本精工株式会社
モータ制御装置
1か月前
日本精工株式会社
レールキャップ
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
シール付き玉軸受
1か月前
日本精工株式会社
逆入力遮断クラッチ
7日前
日本精工株式会社
角度調整機構及び穿刺装置
1か月前
日本精工株式会社
ハブユニット軸受の製造方法
8日前
日本精工株式会社
転がり軸受及びアクチュエータ
7日前
日本精工株式会社
グリース組成物及び転がり軸受
1か月前
日本精工株式会社
実験支援システムおよび制御方法
9日前
日本精工株式会社
歯車伝達機構および直動アクチュエータ
1日前
日本精工株式会社
軸受の状態監視方法、および状態監視装置
8日前
日本精工株式会社
スライダおよびそれを用いた直動案内装置
1か月前
日本精工株式会社
サイドシールおよびそれを用いた直動案内装置
1か月前
日本精工株式会社
保持器の製造方法、軸受の製造方法及び保持器
1か月前
日本精工株式会社
装置の状態監視システム、および状態監視方法
15日前
日本精工株式会社
転がり軸受、転がり軸受の製造方法、及び軸受装置
16日前
日本精工株式会社
制御信号生成装置、制御システム及び制御信号生成方法
2日前
日本精工株式会社
色素増感型太陽電池作製キット及び色素増感型太陽電池の組み立て方法
1か月前
日本精工株式会社
ホイールナット緩み検出システム及び該検出システムを備えるハブユニット軸受
23日前
日本精工株式会社
ホイールナット緩み検出システム及び該検出システムを備えるハブユニット軸受、並びに車軸管式懸架装置
14日前
日本精工株式会社
ホイールナット緩み検出システム及び該検出システムを備えるハブユニット軸受、並びに車軸管式懸架装置
14日前
日本精工株式会社
ホイールナット緩み検出システム及び該検出システムを備えるハブユニット軸受、並びに車軸管式懸架装置
1か月前
日本精工株式会社
部品供給システム、組立体の製造方法、軸受の製造方法、機械の製造方法、車両の製造方法、及びプログラム
1か月前
日本精工株式会社
リング状部材の製造方法、軸受の製造方法、機械部品の製造方法、車両の製造方法、機械装置の製造方法、リング状部材、軸受要素、軸受、機械装置、及び車両
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ