TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024152839
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2024133264,2024534448
出願日
2024-08-08,2024-02-19
発明の名称
部品供給システム、組立体の製造方法、軸受の製造方法、機械の製造方法、車両の製造方法、及びプログラム
出願人
日本精工株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G05D
1/43 20240101AFI20241018BHJP(制御;調整)
要約
【課題】部品ケースを高い位置精度で移載することが可能な部品供給システムを提供する。
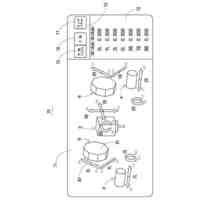
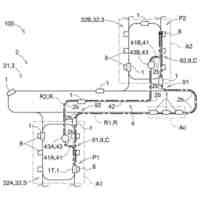
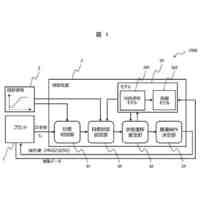
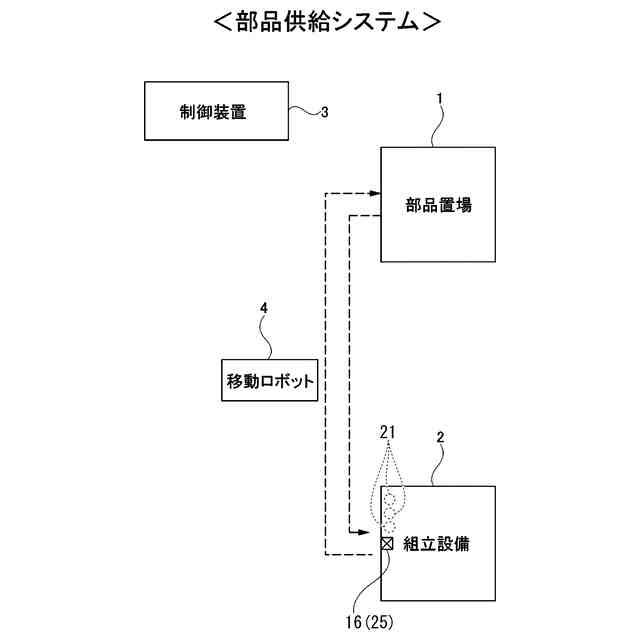
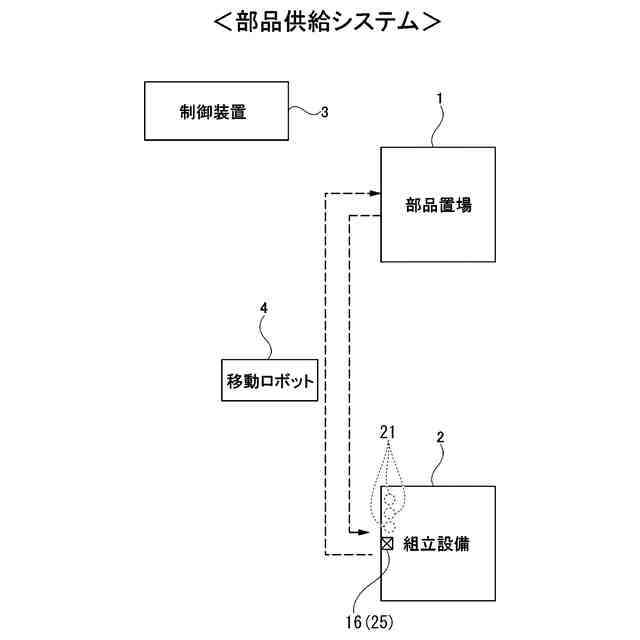
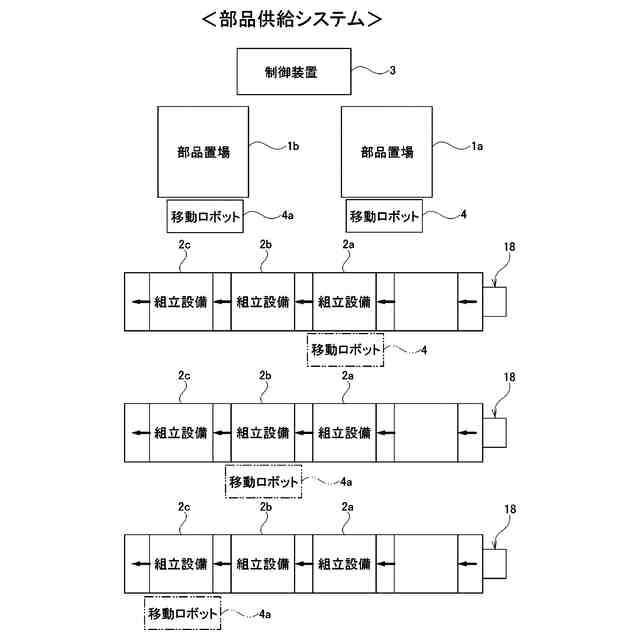
【解決手段】部品供給システムは、制御装置(3)と、移動ロボット(4)と、移載装置と、測定装置(25)とを備える。移動ロボット(4)は、制御装置(3)からの指令に基づいて、部品置場(1)と組立設備(2)との間を無軌道で移動して、部品を収容する部品ケースを搬送する。移載装置は、組立設備(2)と移動ロボット(4)との間で部品ケースの移載を行う。制御装置(3)は、測定装置(25)を用いて組立設備(2)と移動ロボット(4)との間の位置関係を測定し、組立設備(2)に対する移動ロボット(4)の停止位置を補正する。
【選択図】図1
特許請求の範囲
【請求項1】
制御装置と、
前記制御装置からの指令に基づいて、部品置場と組立設備との間を無軌道で移動して、部品を収容する部品ケースを搬送する移動ロボットと、
前記組立設備と前記移動ロボットとの間で前記部品ケースの移載を行う移載装置と、
前記組立設備と前記移動ロボットとの間の位置関係を測定する測定装置と、
を備え、
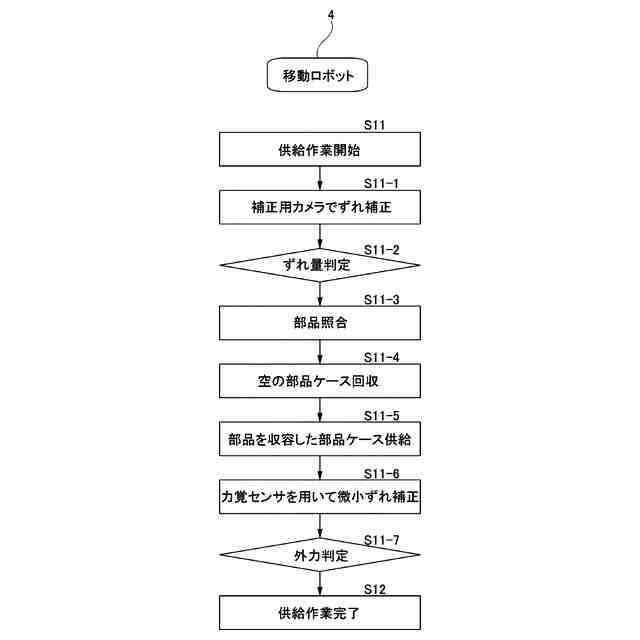
前記制御装置は、前記移動ロボットと前記組立設備との間で前記部品ケースの移載を行う前に、前記測定装置を用いて前記組立設備と前記移動ロボットとの間の位置関係を測定し、前記位置関係の測定結果に基づいて、前記組立設備に対する前記移動ロボットの停止位置を補正する、部品供給システム。
続きを表示(約 1,400 文字)
【請求項2】
前記測定装置は、前記組立設備と前記移動ロボットとのうちの一方の所定の箇所に付された補正マークと、前記組立設備と前記移動ロボットとのうちの他方に備えられた補正用カメラとを含み、
前記制御装置は、前記補正用カメラにより前記補正マークを読み取って前記組立設備と前記移動ロボットとの間の位置関係を測定する、請求項1に記載の部品供給システム。
【請求項3】
前記移載装置は、ロボットアーム、および、前記ロボットアームの先端部に取り付けられかつ前記部品ケースを把持可能なハンドと、を有する、請求項1または2に記載の部品供給システム。
【請求項4】
前記移載装置は、ロボットアーム、および、前記ロボットアームの先端部に取り付けられかつ前記部品ケースを把持可能なハンドと、を有し、
前記補正マークは、前記組立設備の前記所定の箇所に付されており、
前記補正用カメラは、前記ロボットアームの先端部に取り付けられている、請求項2に記載の部品供給システム。
【請求項5】
前記移載装置は、前記ロボットアームの先端部に取り付けられた力覚センサを有し、
前記制御装置は、前記組立設備に対する前記移動ロボットの停止位置の補正を行った後に、前記力覚センサの検出値に基づいて前記移載装置の移載動作を補正する、請求項3に記載の部品供給システム。
【請求項6】
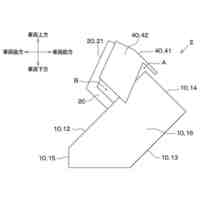
前記部品ケースは、長軸を有する収容空間であり、複数の部品が前記長軸に沿って積み重ねられて収容される前記収容空間を有し、
前記移載装置は、前記長軸と平行な軸に沿って前記部品ケースを前記組立設備におけるセット部に挿入することにより、前記部品ケースを前記セット部にセットし、
前記組立設備において前記長軸に沿って前記部品ケースから前記複数の部品が順に取り出される、
請求項1または2に記載の部品供給システム。
【請求項7】
前記移載装置は、力覚センサを有し、前記力覚センサの検出値に基づいて前記セット部に対する前記部品ケースの挿入動作を補正しながら、前記部品ケースを前記セット部にセットする、
請求項6に記載の部品供給システム。
【請求項8】
前記移動ロボットは、前記移載のためのコンベアを有する、請求項1または2に記載の部品供給システム。
【請求項9】
前記コンベアは、2つのコンベアを含む、請求項8に記載の部品供給システム。
【請求項10】
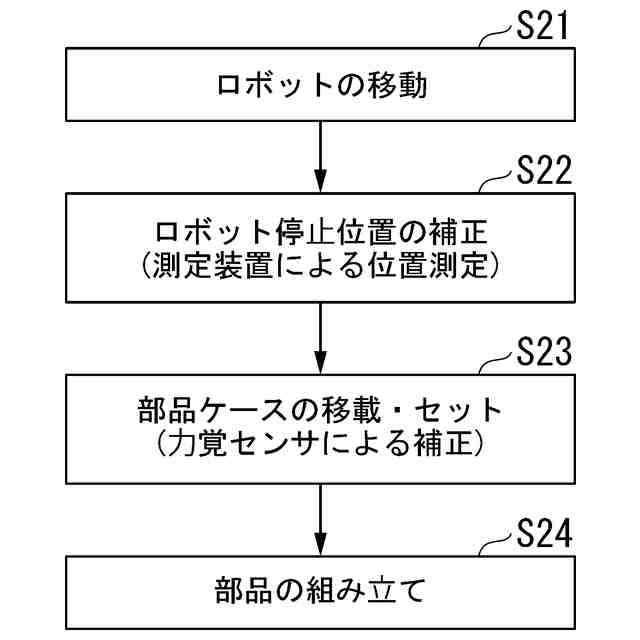
複数の部品が収容された部品ケースが搭載された自立走行ロボットを、ベース装置から組立装置の前に移動させることと、
測定装置を用いて前記組立装置と前記自立走行ロボットとの間の位置関係を測定した結果に基づいて、前記組立装置に対する前記自立走行ロボットの停止位置を補正することと、
移載装置を用いて、前記部品ケースを、前記停止位置が補正された前記自立走行ロボットから前記組立装置に移載して前記組立装置における所定のセット部に前記部品ケースをセットすることと、
前記組立装置において前記部品ケースから前記複数の部品を順に取り出すことと、
を備える、組立体の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、製品の生産工場において、部品を収容した部品ケースを、移動ロボットを用いて部品置場から組立設備へ搬送して供給することが可能な、部品供給システムに関する。
本願は、2023年4月7日に出願された特願2023-062856号に基づき優先権を主張し、その内容をここに援用する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
複数の部品からなる製品、たとえば、軸受装置、ボールねじ装置、リニアガイドなどの生産工場には、部品の組み立てを行うための組立装置、組立作業台などの組立設備(組立装置)が存在する。組立設備は、通常、製品の生産ラインの一部に配置されている。このような組立設備を備えた生産工場では、部品を収容した部品ケースを部品置場から組立設備へ搬送して供給する作業が、随時行われる。
【0003】
かかる作業は、重労働であり、また、人件費が嵩むという問題がある。そこで、このような問題を解決するために、移動ロボットを用いて部品ケースを搬送することが考えられる。
【0004】
特開2020-91571号公報には、上述したような作業を行うために用いることが可能な移動ロボットが記載されている。移動ロボットは、レールなどの軌道が敷設されていない場所を移動する無軌道移動ロボットであり、搬送対象物を移載するためのハンド部などの移載手段を備えている。移動ロボットは、第1地点で搬送対象物を自身に移載した後、第1地点から第2地点まで移動し、第2地点で搬送対象物を車両などの相手側の物体、設備、又は装置に移載するように制御される。
【先行技術文献】
【特許文献】
【0005】
特開2020-91571号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特開2020-91571号公報に記載された移動ロボットは、所定のルートに沿って移動したり、所定の位置で停止したりするための位置検出センサを備えている。しかしながら、移動ロボットは、無軌道で移動するため、停止位置の精度を十分に確保することが難しく、第2地点での停止位置が最適位置からずれる可能性がある。移動ロボットの停止位置がずれた場合には、相手側への搬送対象物の移載を高い位置精度で行うことができないという問題がある。
【0007】
特に、複数の部品からなる製品の生産工場では、組立設備への部品ケースの移載を、高い位置精度で行うことが要求される場合がある。たとえば、かかる移載の作業が、組立設備に備えられたセット部に対して部品ケースを挿入したり嵌合したりするセット作業である場合、移動ロボットと組立設備との間に作業者が介在するのであれば、その作業者がセット作業を行うことで特に問題を生じることはない。一方、作業者が介在しない場合には、移動ロボットがセット作業を高い位置精度で行わないと、セット部に対して部品ケースをセットできず、部品ケースが落下してしまうなどの問題を生じる場合がある。
【0008】
本開示は、移動ロボットと組立設備との間で部品ケースを高い位置精度で移載することが可能な部品供給システムを提供することを目的とする。本開示の別の目的は、製造コストの低減や製造品質の向上に有利な、部品供給システム、組立体の製造方法、軸受の製造方法、機械の製造方法、車両の製造方法、及びプログラムを提供することである。
【課題を解決するための手段】
【0009】
本発明の一態様に係る部品供給システムは、制御装置と、前記制御装置からの指令に基づいて、部品置場と組立設備との間を無軌道で移動して、部品を収容する部品ケースを搬送する移動ロボットと、前記組立設備と前記移動ロボットとの間で前記部品ケースの移載を行う移載装置と、前記組立設備と前記移動ロボットとの間の位置関係を測定する測定装置と、を備える。前記制御装置は、前記移動ロボットと前記組立設備との間で前記部品ケースの移載を行う前に、前記測定装置を用いて前記組立設備と前記移動ロボットとの間の位置関係を測定し、前記位置関係の測定結果に基づいて、前記組立設備に対する前記移動ロボットの停止位置を補正する。
【0010】
本発明の一態様に係る組立体の製造方法は、複数の部品が収容された部品ケースが搭載された自立走行ロボットを、ベース装置から組立装置の前に移動させることと、測定装置を用いて前記組立装置と前記自立走行ロボットとの間の位置関係を測定した結果に基づいて、前記組立装置に対する前記自立走行ロボットの停止位置を補正することと、移載装置を用いて、前記部品ケースを、前記停止位置が補正された前記自立走行ロボットから前記組立装置に移載して前記組立装置における所定のセット部に前記部品ケースをセットすることと、前記組立装置において前記部品ケースから前記複数の部品を順に取り出すことと、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
直動装置
8日前
日本精工株式会社
ボールねじ
8日前
日本精工株式会社
直動案内装置
10日前
日本精工株式会社
シール付き玉軸受
8日前
日本精工株式会社
密封型転がり軸受
8日前
日本精工株式会社
グリース組成物及び転がり軸受
8日前
積水樹脂株式会社
磁性シート
29日前
個人
車両レバー操作装置
29日前
エイブリック株式会社
基準電圧回路
1か月前
エイブリック株式会社
基準電圧回路装置
1か月前
トヨタ自動車株式会社
搬送システム
18日前
株式会社熊谷組
巡回ルート作成装置
1か月前
トヨタ自動車株式会社
搬送ロボット
8日前
トヨタ自動車株式会社
ロボットシステム
18日前
株式会社栗本鐵工所
操作装置
9日前
株式会社FUJI
工作機械の操作システム
1日前
株式会社FUJI
作業機の操作表示システム
1か月前
株式会社ダイフク
物品搬送設備
18日前
株式会社栗本鐵工所
触覚提示装置
1か月前
株式会社豊田自動織機
無人走行体の走行制御システム
1か月前
CKD日機電装株式会社
モデルフリーポジカスト制御
8日前
横河電機株式会社
モジュール
1か月前
本田技研工業株式会社
運転補助装置
1か月前
トヨタ自動車株式会社
操作装置及び移動ロボット
16日前
株式会社豊田自動織機
移動体制御システム
29日前
株式会社日立製作所
制御装置、制御方法
1か月前
日本信号株式会社
自律走行ロボットシステム
29日前
愛知製鋼株式会社
異常検知方法及び異常検知システム
29日前
愛知製鋼株式会社
異常検知方法及び異常検知システム
29日前
トヨタ自動車株式会社
移動体及びその異物付着防止方法
18日前
株式会社デンソー
ペダル装置
8日前
NTN株式会社
自動搬送車の誘導システム
29日前
株式会社NTTドコモ
総括制御装置
1か月前
ネクサン
低温流体用の機械的圧力調整器
23日前
シャープ株式会社
制御システム及び制御方法
1か月前
オムロン株式会社
支援装置、支援方法及び支援プログラム
16日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ