TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024154945
公報種別
公開特許公報(A)
公開日
2024-10-31
出願番号
2023069192
出願日
2023-04-20
発明の名称
保持器の製造方法、軸受の製造方法及び保持器
出願人
日本精工株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
F16C
33/42 20060101AFI20241024BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】超音波溶着を良好に行うことができると共に、製造における作業性を向上することができる保持器の製造方法、軸受の製造方法及び保持器を提供する。
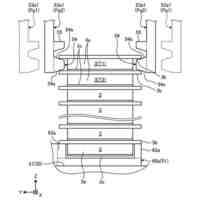
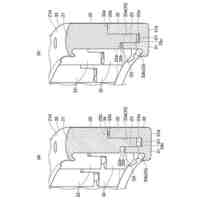
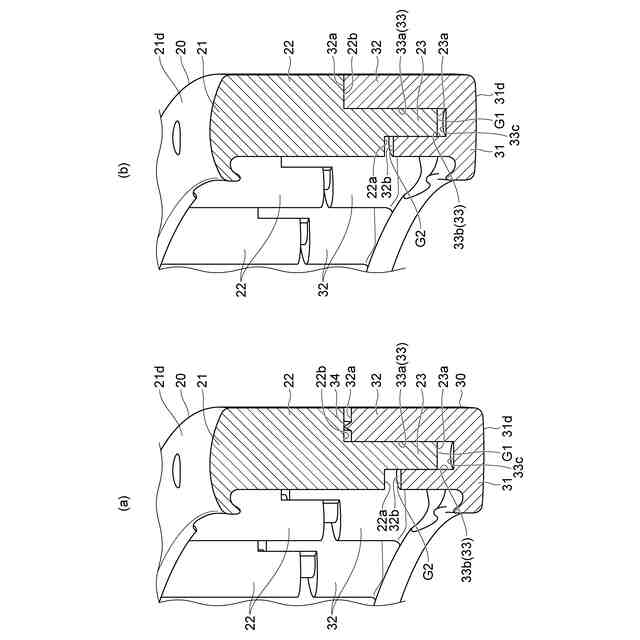
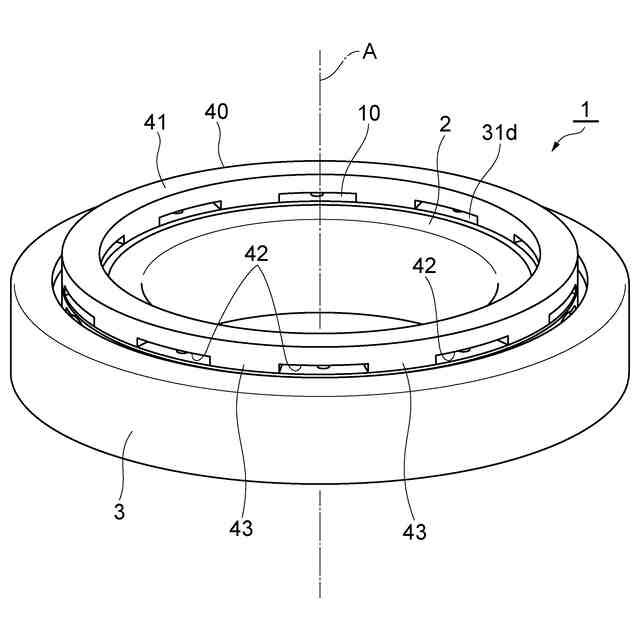
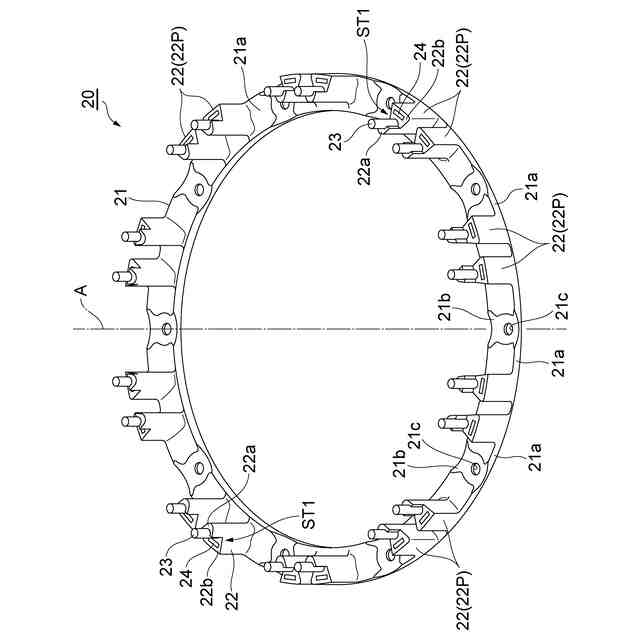
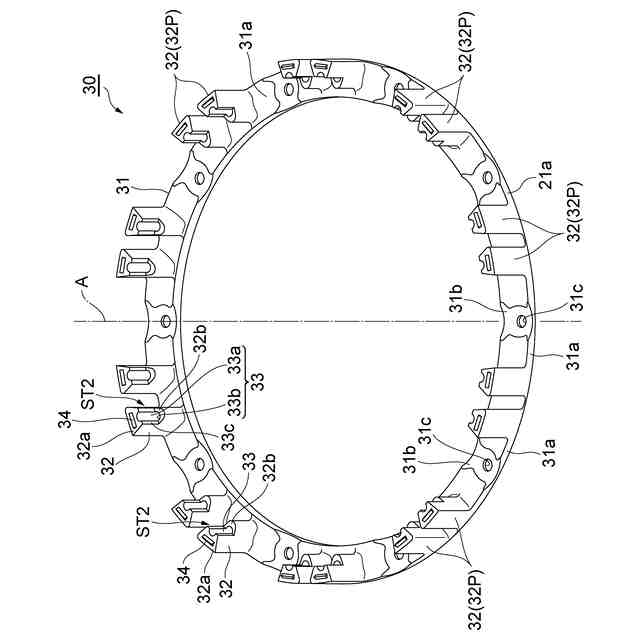
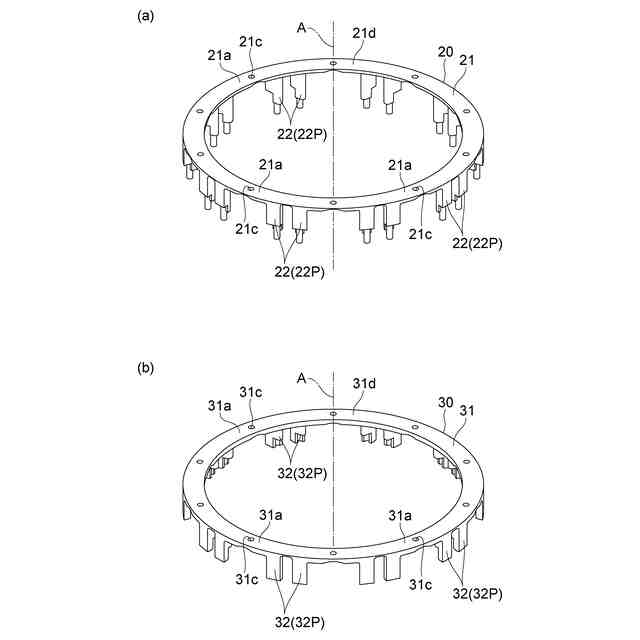
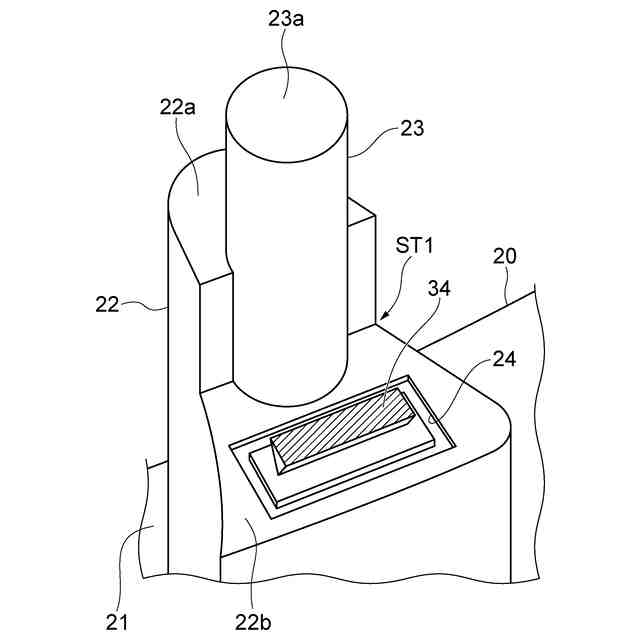
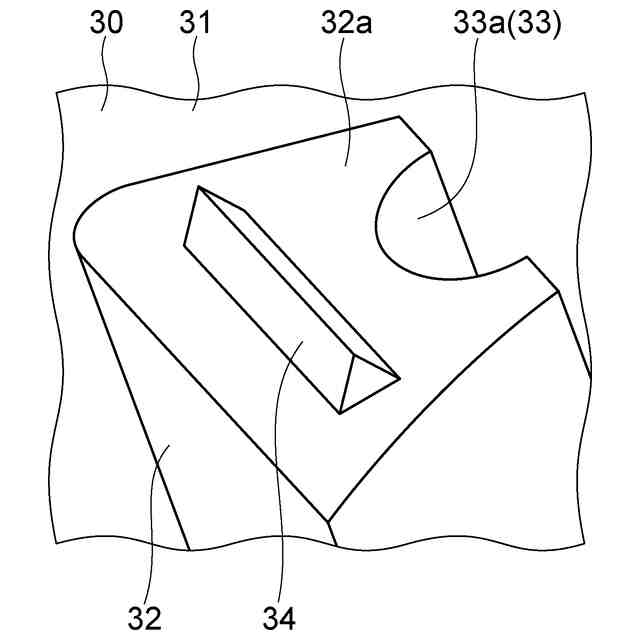
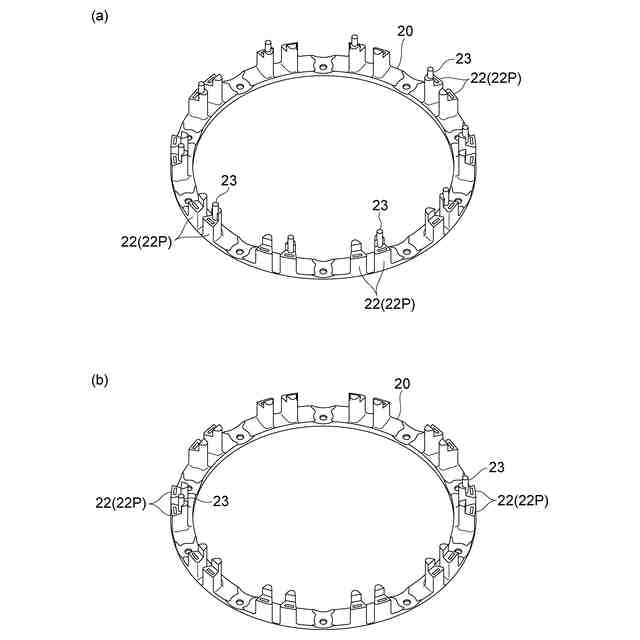
【解決手段】保持器の製造方法は、円環部材20,30を軸方向において向かい合うように組み合わせる組合せ工程と、円環部材20,30を超音波溶着により固定する溶着工程と、を含む。円環部材20,30は、円環部21,31と、複数の柱部22,32と、を有する。第1円環部材20は、柱部22に対して軸方向に突出したピン部23を有する。第2円環部材30は、柱部32に形成された凹部33を有する。第2円環部材30は、柱部32に形成されたリブ34を有する。組合せ工程では、ピン部23が凹部33に挿入される。溶着工程では、リブ34が第1円環部材20の柱部22に接触した状態で超音波溶着が行われ、リブ34が溶融及び固化することにより円環部材20,30が互いに固定される。
【選択図】図8
特許請求の範囲
【請求項1】
軸受用の保持器の製造方法であって、
一対の円環部材を用意する用意工程と、
前記一対の円環部材を軸方向において互いに向かい合うように組み合わせる組合せ工程と、
前記一対の円環部材を超音波溶着により互いに固定する溶着工程と、をこの順に含み、
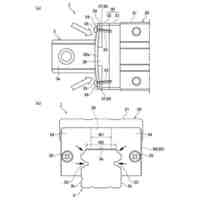
前記一対の円環部材の各々は、円環部と、前記円環部から軸方向に延在する複数の柱部と、を有し、
前記一対の円環部材の一方である第1円環部材は、前記複数の柱部の少なくとも1つから軸方向に延在して前記複数の柱部に対して軸方向に突出した突出部を有し、
前記一対の円環部材の他方である第2円環部材は、前記複数の柱部の少なくとも1つに形成された凹部を有し、
前記用意工程において用意される前記第1円環部材及び前記第2円環部材の一方は、前記複数の柱部の少なくとも1つに形成された、前記突出部とは別の凸部を有し、
前記組合せ工程では、前記突出部が前記凹部に挿入され、
前記溶着工程では、前記第1円環部材及び前記第2円環部材の前記一方の前記凸部が前記第1円環部材及び前記第2円環部材の他方の前記柱部に接触した状態で超音波溶着が行われ、前記凸部が溶融及び固化することにより前記一対の円環部材が互いに固定される、保持器の製造方法。
続きを表示(約 1,300 文字)
【請求項2】
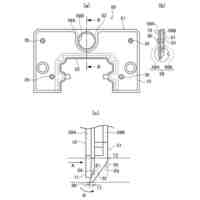
前記凸部の先端部は、先細り形状を有している、請求項1に記載の保持器の製造方法。
【請求項3】
前記第1円環部材及び前記第2円環部材の前記一方の前記複数の柱部は、軸方向を向いた第1表面及び第2表面を有しており、前記第1表面及び第2表面は、軸方向において互いに異なる位置に位置しており、前記凸部は、前記第1表面又は前記第2表面に形成されている、請求項1又は2に記載の保持器の製造方法。
【請求項4】
前記第1表面は、軸方向において前記第2表面に対して前記円環部とは反対側に位置しており、前記凸部は、前記第1表面に形成されており、前記第2表面には前記突出部又は前記凹部が形成されている、請求項3に記載の保持器の製造方法。
【請求項5】
前記一対の円環部材の少なくとも一方の前記円環部における前記複数の柱部とは反対側の表面は、前記複数の柱部とは反対側に向かって凸となるように湾曲している、請求項1又は2に記載の保持器の製造方法。
【請求項6】
前記用意工程において用意される前記第1円環部材及び前記第2円環部材の前記他方は、前記複数の柱部の少なくとも1つに形成された逃げ部を有し、
前記逃げ部は、前記柱部に形成された溝部により構成されているか、又は前記柱部の角部を湾曲させることにより形成されており、
前記溶着工程では、溶融した前記凸部が前記逃げ部に入り込む、請求項1又は2に記載の保持器の製造方法。
【請求項7】
前記溶着工程の完了時において、前記突出部の先端面と前記凹部の底面との間には隙間が空いている、請求項1又は2に記載の保持器の製造方法。
【請求項8】
前記溶着工程では、ホーンを介して前記一対の円環部材の一方に超音波が伝達され、
前記ホーンは、前記一対の円環部材の一方の円環部のうち前記複数の柱部に対応する部分に接触し、前記部分以外の部分には接触しない、請求項1又は2に記載の保持器の製造方法。
【請求項9】
請求項1又は2に記載の保持器の製造方法を用いて軸受を製造する軸受の製造方法であって、
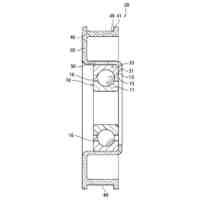
前記組合せ工程では、前記一対の円環部材の間に複数の転動体が配置されるように前記一対の円環部材を組み合わせると共に、径方向における前記一対の円環部材の内側に内輪を配置し、径方向における前記一対の円環部材の外側に外輪を配置する、軸受の製造方法。
【請求項10】
軸受用の保持器であって、
軸方向において互いに向かい合った状態で固定された一対の円環部材を備え、
前記一対の円環部材の各々は、円環部と、前記円環部から軸方向に延在する複数の柱部と、を有し、
前記一対の円環部材の一方は、前記複数の柱部の少なくとも1つから軸方向に延在して前記複数の柱部に対して軸方向に突出した突出部を有し、
前記一対の円環部材の他方は、前記複数の柱部の少なくとも1つに形成された凹部を有し、
前記突出部は、前記凹部内に配置されており、
前記一対の円環部材は、前記複数の柱部における前記突出部及び前記凹部の配置位置とは異なる位置において互いに溶着されている、保持器。
発明の詳細な説明
【技術分野】
【0001】
本発明は、軸受用の保持器の製造方法、軸受の製造方法及び軸受用の保持器に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
特許文献1には、軸受用の保持器の製造方法が記載されている。特許文献1に記載の方法では、円環状の一対の部材を超音波溶着により固定することで保持器が製造される。一方の部材には円柱状の複数のポストが形成され、他方の部材には複数の貫通孔が形成されている。複数のポストが対応する貫通孔に挿入され、その状態でポストに超音波振動を加えることで一対の部材が溶着されて互いに固定される。
【先行技術文献】
【特許文献】
【0003】
米国特許第11209048号
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した製造方法では、超音波溶着のためのエネルギーが複数のポストに分散してしまい、一対の部材を良好に溶着することができないおそれがある。また、溶着のためにはポストと貫通孔とを密着させる必要があるが、この場合、溶着前にポストを貫通孔に挿入する作業を容易に行うことができないおそれがある。
【0005】
そこで、本発明は、超音波溶着を良好に行うことができると共に、製造における作業性を向上することができる保持器の製造方法、軸受の製造方法及び保持器を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の保持器の製造方法は、[1]「軸受用の保持器の製造方法であって、一対の円環部材を用意する用意工程と、前記一対の円環部材を軸方向において互いに向かい合うように組み合わせる組合せ工程と、前記一対の円環部材を超音波溶着により互いに固定する溶着工程と、をこの順に含み、前記一対の円環部材の各々は、円環部と、前記円環部から軸方向に延在する複数の柱部と、を有し、前記一対の円環部材の一方である第1円環部材は、前記複数の柱部の少なくとも1つから軸方向に延在して前記複数の柱部に対して軸方向に突出した突出部を有し、前記一対の円環部材の他方である第2円環部材は、前記複数の柱部の少なくとも1つに形成された凹部を有し、前記用意工程において用意される前記第1円環部材及び前記第2円環部材の一方は、前記複数の柱部の少なくとも1つに形成された、前記突出部とは別の凸部を有し、前記組合せ工程では、前記突出部が前記凹部に挿入され、前記溶着工程では、前記第1円環部材及び前記第2円環部材の前記一方の前記凸部が前記第1円環部材及び前記第2円環部材の他方の前記柱部に接触した状態で超音波溶着が行われ、前記凸部が溶融及び固化することにより前記一対の円環部材が互いに固定される、保持器の製造方法」である。
【0007】
この保持器の製造方法では、用意工程において用意される第1円環部材及び第2円環部材の一方が、複数の柱部の少なくとも1つに形成された凸部を有している。そして、溶着工程では、第1円環部材及び第2円環部材の一方の凸部が第1円環部材及び第2円環部材の他方の柱部に接触した状態で超音波溶着が行われ、凸部が溶融及び固化することにより一対の円環部材が互いに固定される。これにより、超音波溶着のためのエネルギーを凸部に集中させることができ、一対の円環部材を良好に溶着することが可能となる。また、この保持器の製造方法では、凹部に挿入される突出部とは別の凸部を溶融及び固化することにより超音波溶着が行われるため、突出部と凹部との間の挿入代を確保することができ、組合せ工程において突出部を凹部に挿入する作業を容易化することが可能となる。よって、この保持器の製造方法によれば、超音波溶着を良好に行うことができると共に、製造における作業性を向上することができる。
【0008】
本発明の保持器の製造方法は、[2]「前記凸部の先端部は、先細り形状を有している、[1]に記載の保持器の製造方法」であってもよい。この場合、超音波溶着のためのエネルギーを凸部に一層集中させることができる。
【0009】
本発明の保持器の製造方法は、[3]「前記第1円環部材及び前記第2円環部材の前記一方の前記複数の柱部は、軸方向を向いた第1表面及び第2表面を有しており、前記第1表面及び第2表面は、軸方向において互いに異なる位置に位置しており、前記凸部は、前記第1表面又は前記第2表面に形成されている、[1]又は[2]に記載の保持器の製造方法」であってもよい。この場合、第1円環部材及び第2円環部材の一方の柱部において第1表面と第2表面との間に段差部が形成される。当該段差部が形成されていることにより、溶着工程において溶融した凸部が逃げるためのスペースを大きく確保することができる。その結果、溶融した凸部(樹脂)が柱部の外側にはみ出してしまうことを抑制することができる。また、当該段差部が形成されていることにより、組合せ工程において一対の円環部材の柱部を互いに組み合わせる作業を容易化することができる。また、段差部によって径方向の位置ずれを抑制することも可能となる。
【0010】
本発明の保持器の製造方法は、[4]「前記第1表面は、軸方向において前記第2表面に対して前記円環部とは反対側に位置しており、前記凸部は、前記第1表面に形成されており、前記第2表面には前記突出部又は前記凹部が形成されている、[3]に記載の保持器の製造方法」であってもよい。この場合、上述した、溶融した凸部(樹脂)が柱部の外側にはみ出してしまうことを抑制する、組合せ工程において一対の円環部材の柱部を互いに組み合わせる作業を容易化する、段差部によって径方向の位置ずれを抑制する、との作用効果が顕著に奏され得る。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
分注装置
21日前
日本精工株式会社
直動装置
6日前
日本精工株式会社
平滑装置
1か月前
日本精工株式会社
ボールねじ
6日前
日本精工株式会社
転がり軸受
15日前
日本精工株式会社
スラスト軸受
1か月前
日本精工株式会社
直動案内装置
22日前
日本精工株式会社
直動案内装置
22日前
日本精工株式会社
直動案内装置
22日前
日本精工株式会社
リニアガイド
1か月前
日本精工株式会社
リニアガイド
1か月前
日本精工株式会社
直動案内装置
8日前
日本精工株式会社
リニアガイド
1か月前
日本精工株式会社
ボールねじ装置
28日前
日本精工株式会社
モータ制御装置
8日前
日本精工株式会社
レールキャップ
14日前
日本精工株式会社
レールキャップ
20日前
日本精工株式会社
転がり軸受装置
14日前
日本精工株式会社
クロスローラ軸受
27日前
日本精工株式会社
直動案内軸受装置
22日前
日本精工株式会社
シール付き玉軸受
6日前
日本精工株式会社
密封型転がり軸受
6日前
日本精工株式会社
鉄道車両用車軸軸受
20日前
日本精工株式会社
鉄道車両用車軸軸受
20日前
日本精工株式会社
回転センサ一体型軸受
20日前
日本精工株式会社
角度調整機構及び穿刺装置
8日前
日本精工株式会社
玉軸受用保持器及び玉軸受
1か月前
日本精工株式会社
アンギュラ玉軸受の製造方法
21日前
日本精工株式会社
グリース組成物及び転がり軸受
6日前
日本精工株式会社
スライダおよびそれを用いた直動案内装置
8日前
日本精工株式会社
サイドシールおよびそれを用いた直動案内装置
14日前
日本精工株式会社
保持器の製造方法、軸受の製造方法及び保持器
14日前
日本精工株式会社
シミュレーション装置および方法、並びに、製品の生産方法
27日前
日本精工株式会社
アンギュラ玉軸受の差幅測定装置及びアンギュラ玉軸受の差幅測定方法
21日前
日本精工株式会社
色素増感型太陽電池作製キット及び色素増感型太陽電池の組み立て方法
14日前
日本精工株式会社
ホイールナット緩み検出システム及び該検出システムを備えるハブユニット軸受、並びに車軸管式懸架装置
20日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ