TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024179655
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023098663
出願日
2023-06-15
発明の名称
ロータリードレッサ
出願人
株式会社アライドマテリアル
代理人
弁理士法人深見特許事務所
主分類
B24B
53/053 20060101AFI20241219BHJP(研削;研磨)
要約
【課題】従来のロータリードレッサにおいてはドレスした砥石でワークを加工するとワークに焼けが生じやすいという問題があった。
【解決手段】ロータリードレッサは、外周面を有する台金と、台金の外周面上に設けられた砥粒層とを備えたロータリードレッサであって、砥粒層は、台金の上に設けられた結合材と、結合材により一層に固着された複数の砥粒とを有し、ロータリードレッサの砥粒層の直径が部位により異なり、砥粒層の直径は、部位により直径差が5%以上あり、砥粒層の表面に現れる複数の砥粒には、平坦に形成された作用面が設けられ、砥粒層の表面における作用面の面積割合は、砥粒層の直径の小さい部位ほど小さく、砥粒層の表面全体の作用面の平均面積割合が15%以上30%未満である。
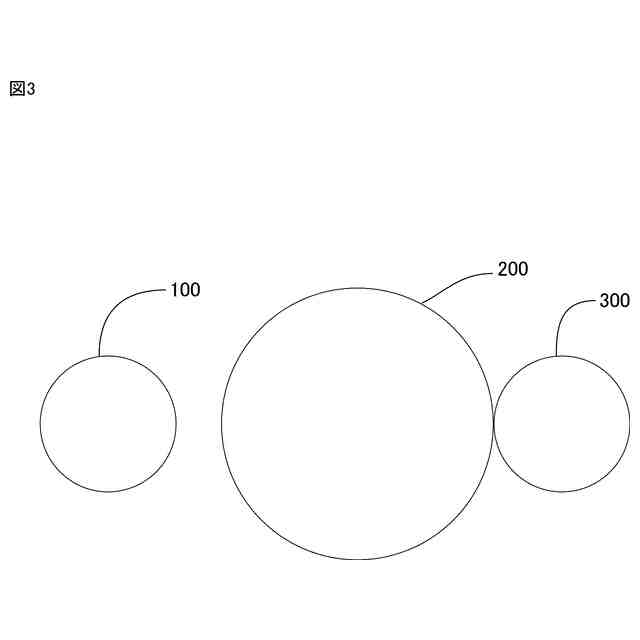
【選択図】図3
特許請求の範囲
【請求項1】
外周面を有する台金と、
前記台金の前記外周面上に設けられた砥粒層とを備えたロータリードレッサであって、
前記砥粒層は、前記台金の上に設けられた結合材と、前記結合材により一層に固着された複数の砥粒とを有し、
前記ロータリードレッサの前記砥粒層の直径が部位により異なり、
前記砥粒層の直径は、部位により直径差が5%以上あり、
前記砥粒層の表面に現れる前記複数の砥粒には、平坦に形成された作用面が設けられ、
前記砥粒層の表面における前記作用面の面積割合は、前記砥粒層の直径の小さい部位ほど小さく、前記砥粒層の表面全体の前記作用面の平均面積割合が15%以上30%未満である、ロータリードレッサ。
続きを表示(約 320 文字)
【請求項2】
前記砥粒層において最大直径の部分の前記作用面の面積割合は、15%以上30%未満である、請求項1に記載のロータリードレッサ。
【請求項3】
前記砥粒層の直径が小さい部位ほど前記ロータリードレッサの一周における前記複数の砥粒の数が少ない、請求項1または2に記載のロータリードレッサ。
【請求項4】
前記砥粒層の直径が小さい部位ほど前記ロータリードレッサの周方向の前記複数の砥粒の間隔が大きい、請求項1または2に記載のロータリードレッサ。
【請求項5】
前記砥粒は人工合成ダイヤモンドであり、前記人工合成ダイヤモンドの結晶面が配向している、請求項1または2に記載のロータリードレッサ。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ロータリードレッサに関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
総形の砥石の形状や砥面の修正を行うロータリードレッサの例として、特開2012-091292号公報(特許文献1)に記載のロータリードレッサがある。
【先行技術文献】
【特許文献】
【0003】
特開2012-091292号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来のロータリードレッサにおいてはドレスした砥石でワークを加工するとワークに焼けが生じやすいという問題があった。
【課題を解決するための手段】
【0005】
ロータリードレッサは、外周面を有する台金と、台金の外周面上に設けられた砥粒層とを備えたロータリードレッサであって、砥粒層は、台金の上に設けられた結合材と、結合材により一層に固着された複数の砥粒とを有し、ロータリードレッサの砥粒層の直径が部位により異なり、砥粒層の直径は、部位により直径差が5%以上あり、砥粒層の表面に現れる複数の砥粒には、平坦に形成された作用面が設けられ、砥粒層の表面における作用面の面積割合は、砥粒層の直径の小さい部位ほど小さく、砥粒層の表面全体の作用面の平均面積割合が15%以上30%未満である。
【図面の簡単な説明】
【0006】
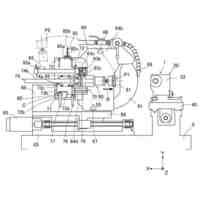
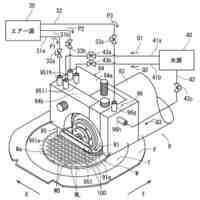
図1は、本開示の実施の形態に従ったロータリードレッサ100の写真である。
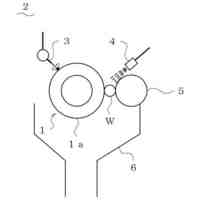
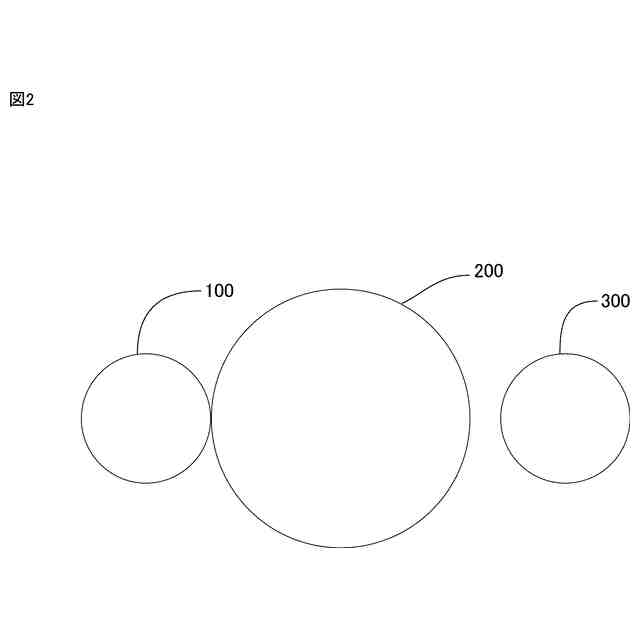
図2は、ロータリードレッサ100と砥石200が接触してロータリードレッサ100が砥石200をドレッシングする状態を示す図である。
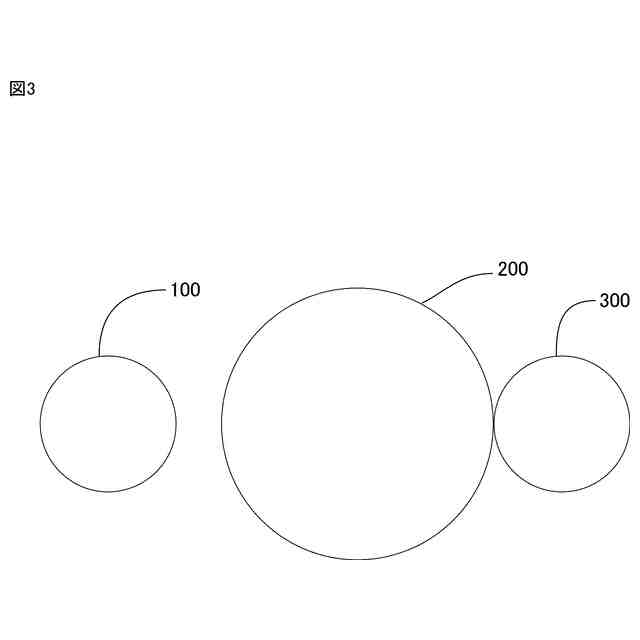
図3は、砥石200とワーク300が接触して砥石200がワーク300を研削加工する状態を示す図である。
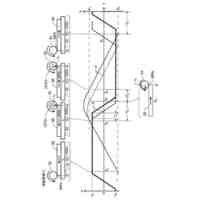
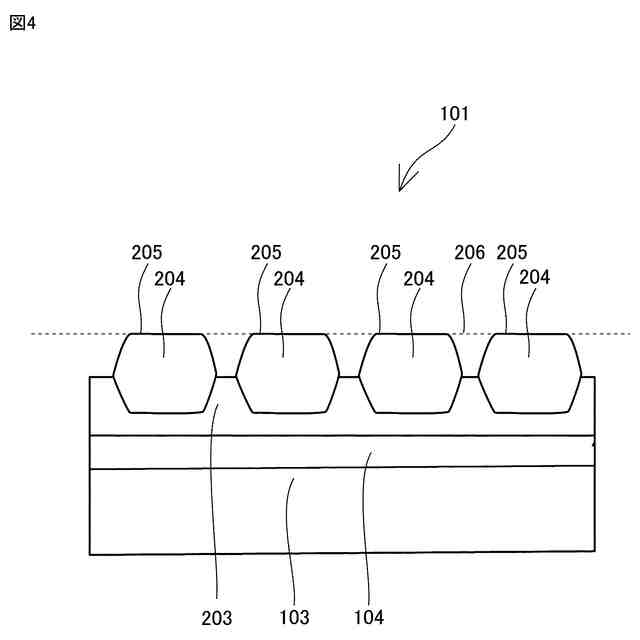
図4は、ロータリードレッサ100の中心から外周に向かう方向に沿った砥粒層101の断面構造を示す図である。
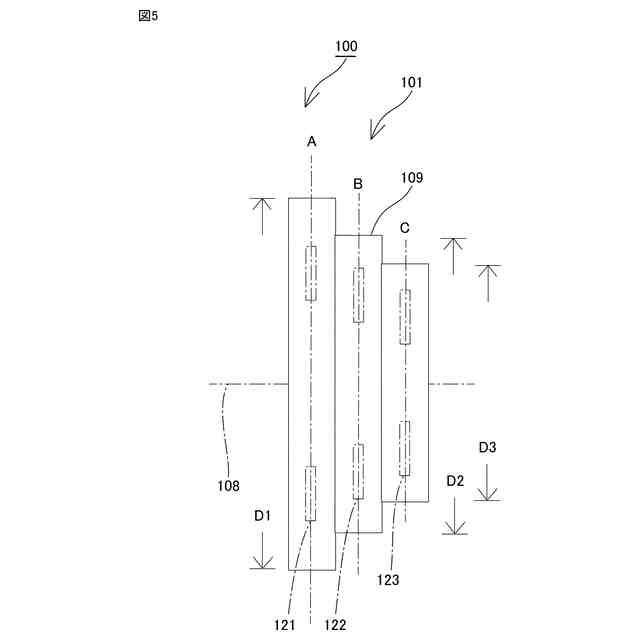
図5は、作用面の面積割合の測定方法を説明するために示すロータリードレッサ100の模式図である。
図6は、作用面の面積割合の測定方法を説明するために示すロータリードレッサ100の模式図である。
図7は、作用面の面積割合の測定方法を説明するために示すロータリードレッサ100の模式図である。
図8は、実施例において作製されたロータリードレッサ100の模式図である。
【発明を実施するための形態】
【0007】
総形ロータリードレッサで砥石をドレスする場合、ロータリードレッサの直径が大きい部分では砥石の直径は小さくなり、ロータリードレッサの直径が小さい部分では砥石の直径は大きくなる。また、ドレス抵抗が問題となる外径研削用砥石のドレスにおいては、一般的にロータリードレッサの直径は、砥石の直径より小さいことがほとんどであり、ドレス時の回転数もロータリードレッサの方が砥石よりも小さい。ロータリードレッサと砥石の回転方向は、お互いに逆方向になる方向(ダウンカット)を一般的に使用し、ロータリードレッサと砥石の回転方向が同じ方向(アップカット)はロータリードレッサの切れ味が悪くドレスできないなど特別の理由がある場合を除いては使用されない。
【0008】
このような状況で総形ロータリードレッサを使用する場合、ロータリードレッサの大径部と小径部とでは砥石との周速比が異なる。
【0009】
従来のロータリードレッサでは一周あたりの砥粒の数は、大径部および小径部において同じであるため、大径部において周速が速く砥粒間隔は広くなり、小径部において周速が遅く砥粒間隔は狭くなる。このような状態で砥石がドレスされると、砥石の大径部および小径部において同じような砥面となる。
【0010】
このような砥石で工作物を加工すると、砥石の大径部では周速が速く、小径部では周速が遅くなる。そのため、工作物の小径部は面精度が良くなるが、周速が速すぎると工作物の小径部で工作物の加工面が焼き付く恐れがある。また、工作物の大径部は加工面が粗くなり、この部分を加工する砥石の小径部は摩耗が大きくなるため、精度も悪くなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
2か月前
株式会社タカトリ
研削装置
3か月前
個人
バレル研磨用メディア材
4日前
トヨタ自動車株式会社
外径測定方法
2か月前
株式会社リブラ
ブラスト加工装置
1日前
株式会社精工技研
研磨装置および研磨方法
今日
トヨタ自動車株式会社
バリ取り装置
12日前
株式会社IHI
ブラストガン
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
11日前
リックス株式会社
ドライアイス噴射装置
2か月前
NTN株式会社
加工装置
26日前
株式会社ツガミ
円筒研削盤
4か月前
株式会社ディスコ
加工装置
1か月前
信越半導体株式会社
洗浄処理装置
2か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社マキタ
サンダ
26日前
株式会社荏原製作所
研磨装置
2か月前
株式会社プロテリアル
焼結磁石の製造方法
今日
住友重機械工業株式会社
研削制御装置及び研削方法
4か月前
富士紡ホールディングス株式会社
研磨パッド
1日前
株式会社ディスコ
加工具
3か月前
株式会社トクピ製作所
研削方法
3か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
25日前
学校法人 中央大学
表面処理方法
2か月前
株式会社ディスコ
研磨装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工方法
7日前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
3か月前
株式会社ディスコ
加工装置
4か月前
株式会社ディスコ
加工方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ