TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024179469
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023098341
出願日
2023-06-15
発明の名称
端子圧着ユニット及び端子圧着方法
出願人
矢崎総業株式会社
代理人
個人
,
個人
,
個人
主分類
H01R
43/048 20060101AFI20241219BHJP(基本的電気素子)
要約
【課題】作業者の各種負担を抑えてハーネス用電線にコネクタ端子を圧着する。
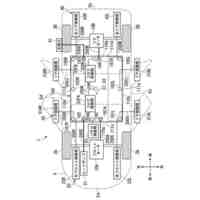
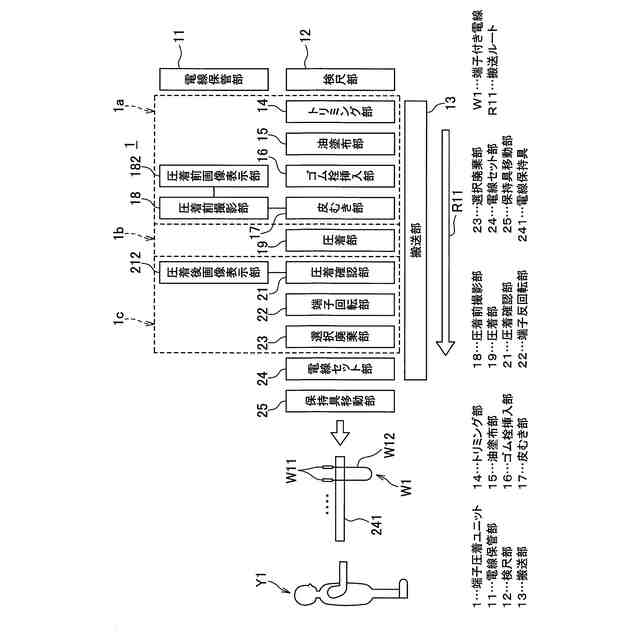
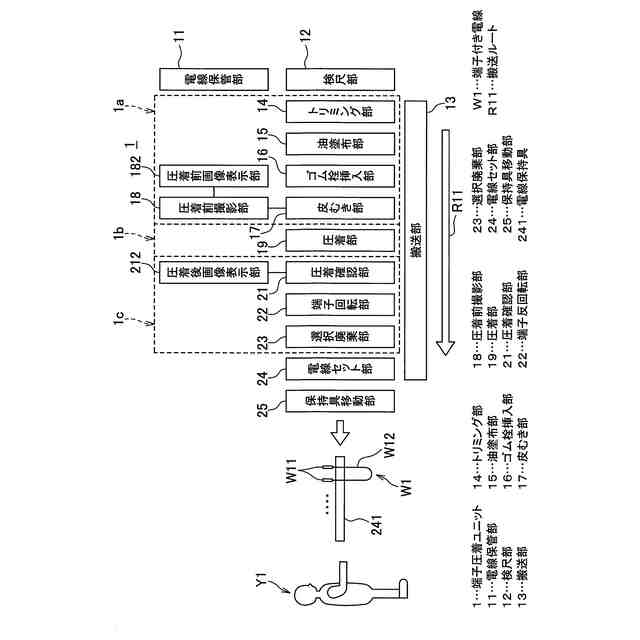
【解決手段】端子圧着ユニット1が、検尺部11と、搬送部12と、皮むき部13と、圧着部14と、コネクタ端子W11が圧着された電線端部W121を撮影した圧着後画像に基づいて圧着確認処理を行う圧着確認部21と、圧着基準を満たすハーネス用電線W12を後工程に引き渡し、圧着基準を満たさないハーネス用電線W12を廃棄する選択廃棄処理を行う選択廃棄部23と、を備えたことを特徴とする。
【選択図】図2
特許請求の範囲
【請求項1】
電線を必要長だけ引き出して切断する検尺処理を繰り返すことで、ハーネス用電線を複数本、順次に切り出す検尺部と、
前記ハーネス用電線を前記検尺部から順次に受け取り、少なくとも一方の電線端部を把持するとともに所定の搬送ルートに沿って搬送する搬送部と、
前記搬送ルートに沿って搬送されてくる前記ハーネス用電線に対し、前記電線端部の先端被覆を除去して芯線を露出させる皮むき処理を行う皮むき部と、
前記搬送ルートにおける前記皮むき部よりも下流側に配置され、当該皮むき部を経て搬送されてくる前記ハーネス用電線に対し、前記芯線が露出した前記電線端部にコネクタ端子を圧着する圧着処理を行う圧着部と、
前記搬送ルートにおける前記圧着部よりも下流側に配置され、当該圧着部を経て搬送されてくる前記ハーネス用電線に対し、前記コネクタ端子が圧着された前記電線端部を撮影するとともに、撮影された圧着後画像に基づいて所定の圧着基準を満たしているか否かを判定する圧着確認処理を行う圧着確認部と、
前記搬送ルートにおける前記圧着確認部よりも下流側に配置され、当該圧着確認部を経て搬送されてくる前記ハーネス用電線に対し、前記圧着基準を満たさない前記ハーネス用電線を廃棄する選択廃棄処理を行う選択廃棄部と、
を備えたことを特徴とする端子圧着ユニット。
続きを表示(約 1,300 文字)
【請求項2】
前記検尺部が、前記ハーネス用電線をU字状に曲げた状態で切り出し、
前記搬送部が、前記ハーネス用電線を前記U字状に曲げた状態のまま前記検尺部から受け取り、前記ハーネス用電線の両端それぞれの前記電線端部を前記搬送ルートに沿って一列に並ぶように把持することで、前記ハーネス用電線を前記U字状に曲げた状態のまま搬送することを特徴とする請求項1に記載の端子圧着ユニット。
【請求項3】
前記検尺部が、複数種類の前記ハーネス用電線を切り出し可能であることを特徴とする請求項1に記載の端子圧着ユニット。
【請求項4】
前記搬送ルートにおける前記皮むき部よりも上流側に配置され、前記搬送ルートに沿って搬送されてくる前記ハーネス用電線に対し、前記電線端部の先端が所定の先端位置に揃うように切り揃えるトリミング処理を行うトリミング部を更に備えたことを特徴とする請求項1に記載の端子圧着ユニット。
【請求項5】
前記圧着確認部が、前記圧着後画像を表示する圧着後画像表示部を有していることを特徴とする請求項1に記載の端子圧着ユニット。
【請求項6】
前記搬送ルートにおける前記皮むき部と同じ位置に配置され、前記皮むき部を経た前記ハーネス用電線に対し、前記圧着処理の前に、前記先端被覆が除去された前記電線端部を撮影して圧着前画像を得る圧着前撮影処理を行う圧着前撮影部と、
前記圧着前画像に基づいて所定の皮むき基準を満たしているか否かを判定する判定部と、を備えたことを特徴とする請求項1に記載の端子圧着ユニット。
【請求項7】
前記圧着前撮影部が、前記圧着前画像を表示する圧着前画像表示部を有していることを特徴とする請求項6に記載の端子圧着ユニット。
【請求項8】
前記搬送ルートにおける前記圧着部よりも上流側に配置され、前記ハーネス用電線のうちゴム栓の挿入対象に指定されたゴム栓対象電線に対し、前記電線端部に前記ゴム栓を挿入するゴム栓挿入処理を行うゴム栓挿入部を更に備え、
前記圧着部は、前記ゴム栓対象電線に対しては、前記圧着処理として、前記電線端部に、前記ゴム栓越しに前記コネクタ端子を圧着する処理を行うことを特徴とする請求項1に記載の端子圧着ユニット。
【請求項9】
前記ゴム栓挿入部が、複数種類の前記ゴム栓を挿入可能であり、
前記搬送ルートにおける前記ゴム栓挿入部よりも上流側に配置され、前記ゴム栓対象電線のうち潤滑油の塗布対象に指定された潤滑対象電線に対し、前記ゴム栓挿入処理の前に、前記電線端部に前記潤滑油を塗布する油塗布処理を行う油塗布部を更に備えたことを特徴とする請求項8に記載の端子圧着ユニット。
【請求項10】
前記搬送ルートにおける前記選択廃棄部よりも下流側に配置され、前記搬送ルートに沿って搬送されてくる前記圧着基準を満たす前記ハーネス用電線に対し、前記コネクタ端子が圧着された前記電線端部を、前記搬送ルートから取り外し、所定の電線保持具まで運んで保持させる電線セット処理を行う電線セット部を更に備えたことを特徴とする請求項1に記載の端子圧着ユニット。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
ハーネス用電線にコネクタ端子を圧着する端子圧着ユニット及び端子圧着方法に関するものとなっている。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
従来、端部にコネクタが設けられたワイヤーハーネスの製造等に、ハーネス用電線にコネクタ端子を圧着する端子圧着ユニットが利用されている(例えば、特許文献1参照。)。この特許文献1に記載の端子圧着ユニットは、前工程で切り出されたハーネス用電線が作業者によってセットされ、端子圧着を行うものとなっている。
【先行技術文献】
【特許文献】
【0003】
特開平9-306257号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、上述の端子圧着ユニットでは、圧着前のハーネス用電線の切出し作業や、端子圧着ユニットへのセット作業等が、作業者にとっての負担となりがちであり、電線数が多くなるとその負担は増大する。
【0005】
従って、本発明は、上記のような問題に着目し、作業者の各種負担を抑えてハーネス用電線にコネクタ端子を圧着することができる端子圧着ユニット及び端子圧着方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、端子圧着ユニットは、電線を必要長だけ引き出して切断する検尺処理を繰り返すことで、ハーネス用電線を複数本、順次に切り出す検尺部と、前記ハーネス用電線を前記検尺部から順次に受け取り、少なくとも一方の電線端部を把持するとともに所定の搬送ルートに沿って搬送する搬送部と、前記搬送ルートに沿って搬送されてくる前記ハーネス用電線に対し、前記電線端部の先端被覆を除去して芯線を露出させる皮むき処理を行う皮むき部と、前記搬送ルートにおける前記皮むき部よりも下流側に配置され、当該皮むき部を経て搬送されてくる前記ハーネス用電線に対し、前記芯線が露出した前記電線端部にコネクタ端子を圧着する圧着処理を行う圧着部と、前記搬送ルートにおける前記圧着部よりも下流側に配置され、当該圧着部を経て搬送されてくる前記ハーネス用電線に対し、前記コネクタ端子が圧着された前記電線端部を撮影するとともに、撮影された圧着後画像に基づいて所定の圧着基準を満たしているか否かを判定する圧着確認処理を行う圧着確認部と、前記搬送ルートにおける前記圧着確認部よりも下流側に配置され、当該圧着確認部を経て搬送されてくる前記ハーネス用電線に対し、前記圧着基準を満たす前記ハーネス用電線を後工程に引き渡し、前記圧着基準を満たさない前記ハーネス用電線を廃棄する選択廃棄処理を行う選択廃棄部と、を備えたことを特徴とする。
【0007】
また、上記課題を解決するために、端子圧着方法は、電線を必要長だけ引き出して切断する検尺処理を繰り返すことで、ハーネス用電線を複数本、順次に切り出す検尺工程と、前記ハーネス用電線を、少なくとも一方の電線端部を把持するとともに所定の搬送ルートに沿って搬送する搬送部へと受け渡して当該搬送部に前記ハーネス用電線を搬送させる搬送工程と、前記搬送ルートに沿って搬送されてくる前記ハーネス用電線の前記電線端部の先端被覆を除去して芯線を露出させる皮むき工程と、前記皮むき工程を経て搬送されてくる前記ハーネス用電線の、前記芯線が露出した前記電線端部にコネクタ端子を圧着する圧着工程と、前記圧着工程を経て搬送されてくる前記ハーネス用電線の、前記コネクタ端子が圧着された前記電線端部を撮影するとともに、撮影された圧着後画像に基づいて所定の圧着基準を満たしているか否かを判定する圧着確認工程と、前記圧着確認工程を経て搬送されてくる前記ハーネス用電線のうち、前記圧着基準を満たす前記ハーネス用電線を後工程に引き渡し、前記圧着基準を満たさない前記ハーネス用電線を廃棄する選択廃棄工程と、を備えたことを特徴とする。
【発明の効果】
【0008】
上記の端子圧着ユニット及び端子圧着方法によれば、作業者の各種負担を抑えてハーネス用電線にコネクタ端子を圧着することができる。
【図面の簡単な説明】
【0009】
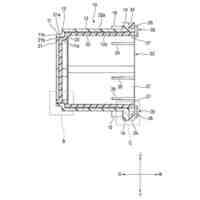
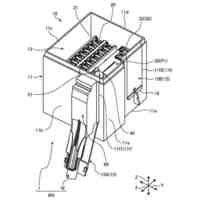
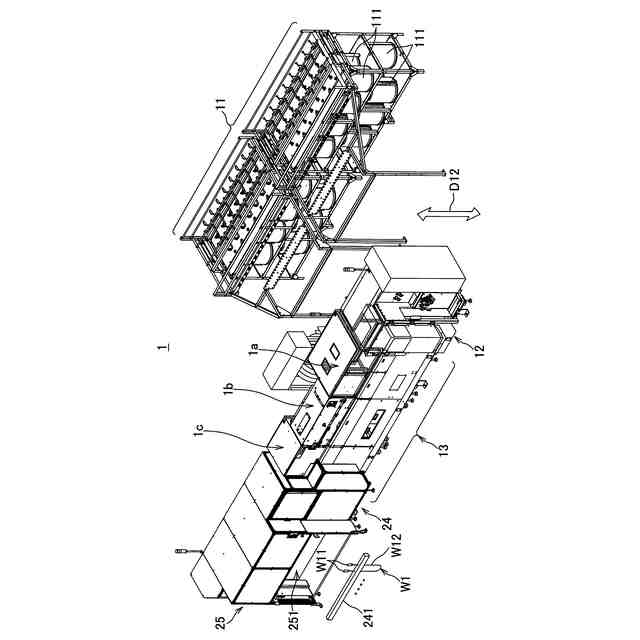
一実施形態に係る端子圧着ユニットを示す斜視図である。
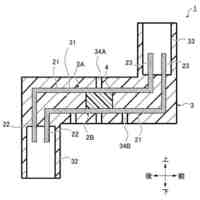
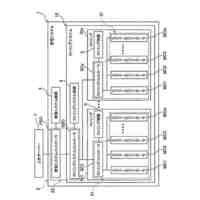
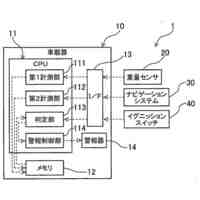
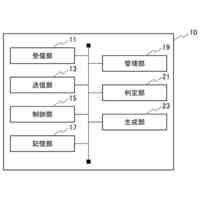
図1に示されている端子圧着ユニットを示す模式的なブロック図である。
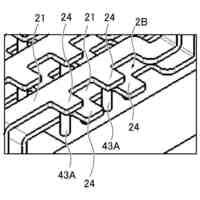
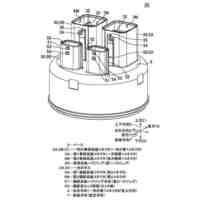
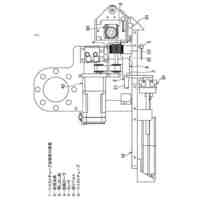
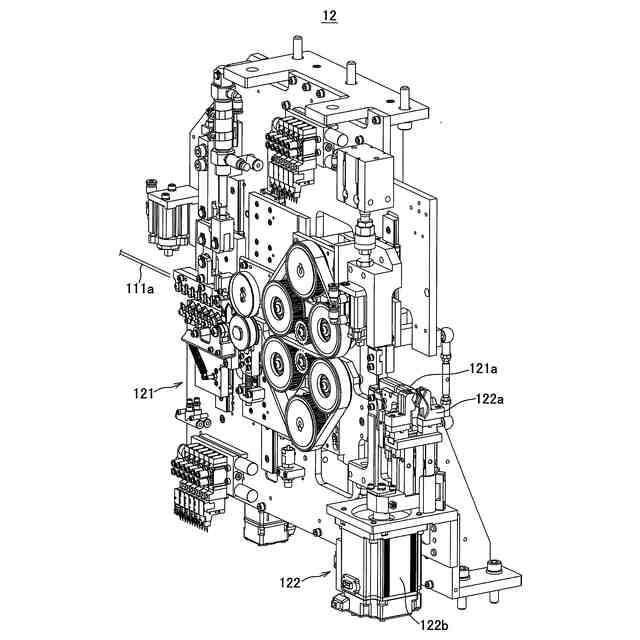
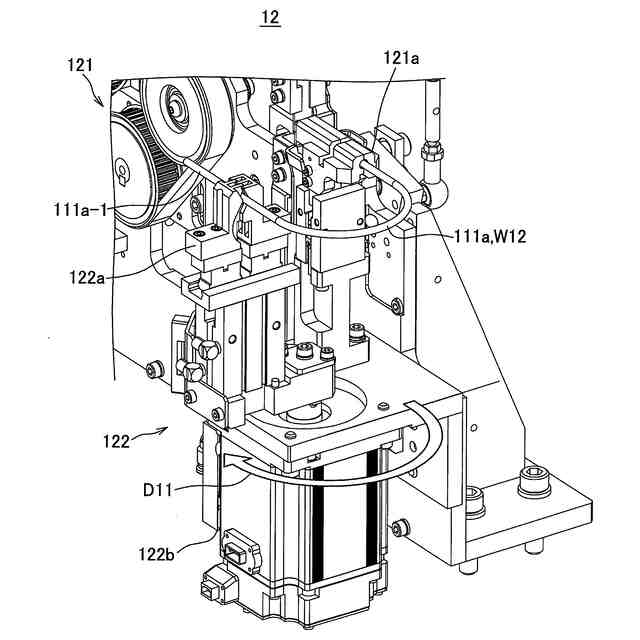
図1及び図2に示されている検尺部の機構部分を示す斜視図である。
図3に示されている検尺部において、ハーネス用電線がU字状に曲げた状態で引き出される様子を示す図である。
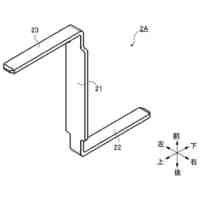
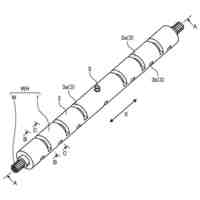
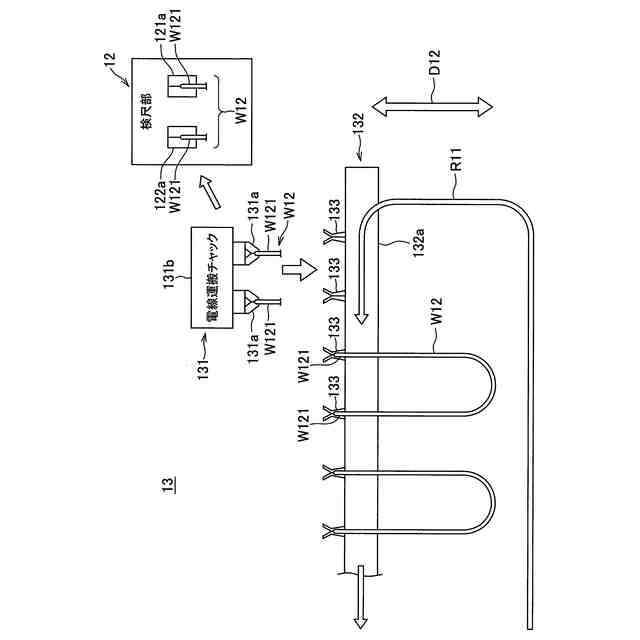
図1及び図2に示されている搬送部を示す模式図である。
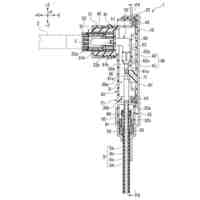
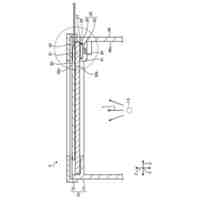
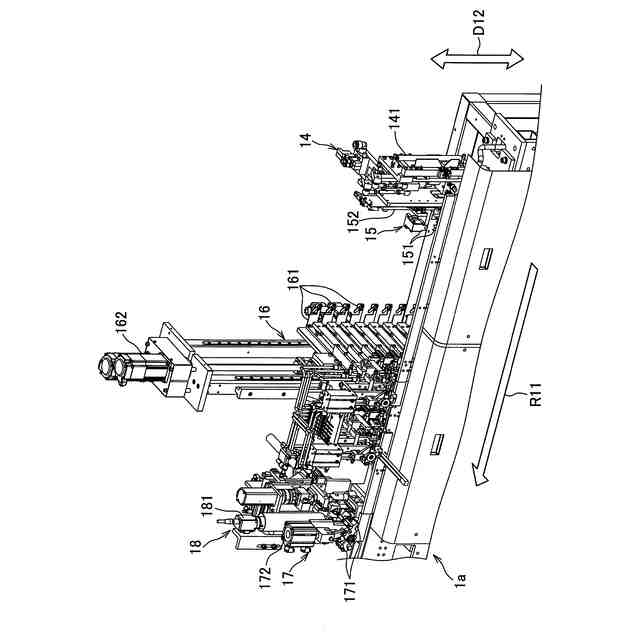
図1及び図2に示されている第1ユニットの内部におけるトリミング部~圧着前撮影部の各機構部分を示す斜視図である。
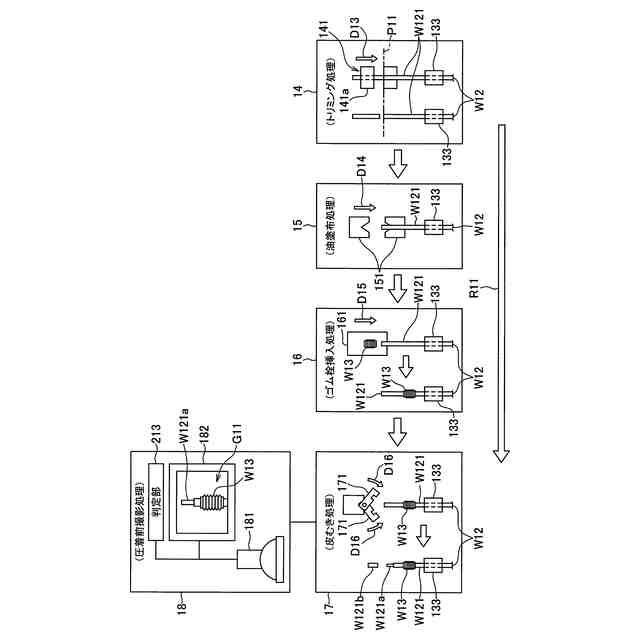
図6に示されているトリミング部~圧着前撮影部によって一連の処理が行われる様子を示す模式図である。
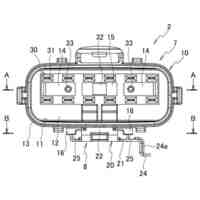
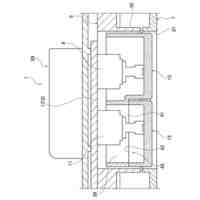
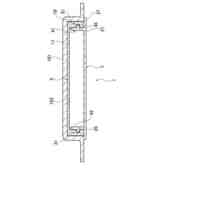
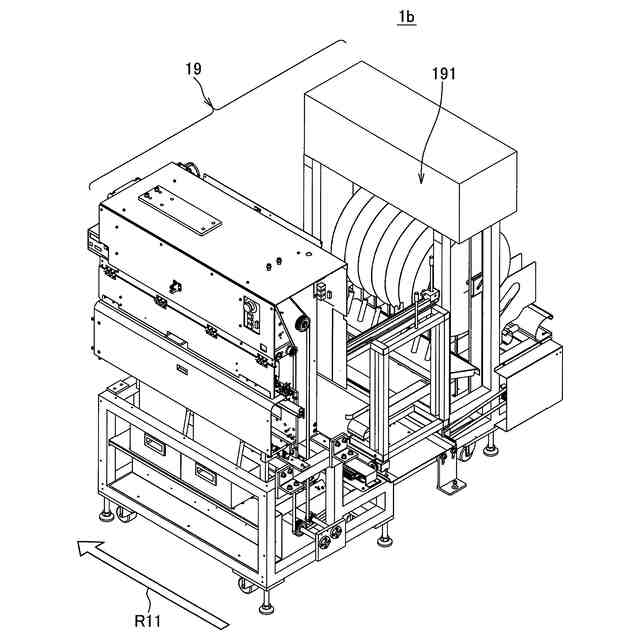
図1及び図2に示されている第2ユニットを示す斜視図である。
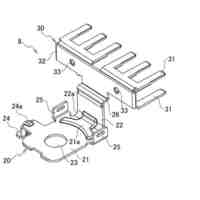
図8に示されている第2ユニットの内部における圧着部の機構部分を示す斜視図である。
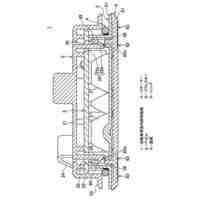
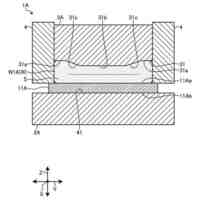
図9に示されている圧着部によって一連の処理が行われる様子を示す模式図である。
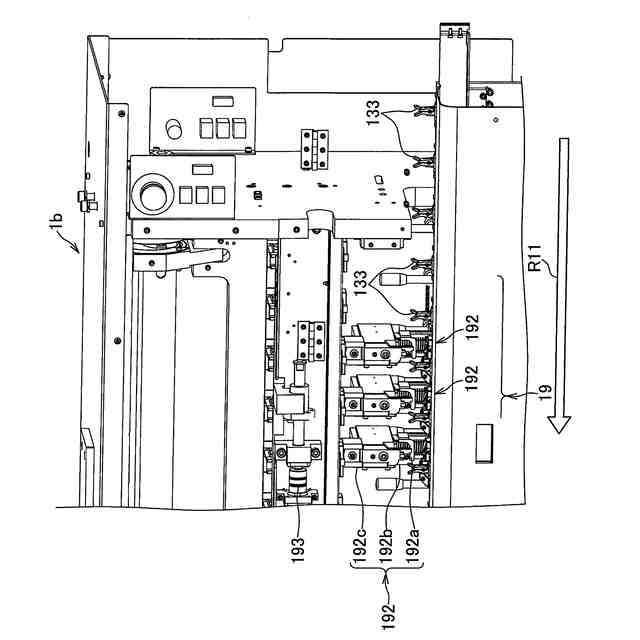
図1及び図2に示されている第3ユニットを、圧着確認部~選択廃棄部が見えるように一部のカバーが外された状態で示す斜視図である。
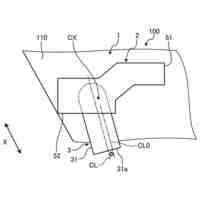
図11に示されている圧着確認部及び端子回転部によって一連の処理が行われる様子を示す模式図である。
図11に示されている選択廃棄部による処理の様子を示す模式図である。
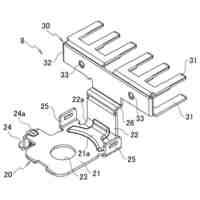
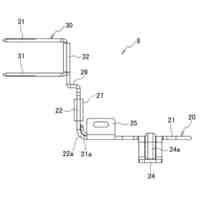
図1及び図2に示されている電線セット部を示す斜視図である。
図1及び図2に示されている保持具移動部による処理の様子を示す斜視図である。
図1~図15に示されている端子圧着ユニットで実行される端子圧着方法の処理の流れを表す模式的なフローチャートである。
【発明を実施するための形態】
【0010】
以下、端子圧着ユニット及び端子圧着方法の一実施形態について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
矢崎総業株式会社
コネクタ
6日前
矢崎総業株式会社
コネクタ
6日前
矢崎総業株式会社
照明装置
5日前
矢崎総業株式会社
照明装置
5日前
矢崎総業株式会社
コネクタ
18日前
矢崎総業株式会社
コネクタ
5日前
矢崎総業株式会社
コネクタ
5日前
矢崎総業株式会社
コネクタ
5日前
矢崎総業株式会社
コネクタ
12日前
矢崎総業株式会社
配索構造
6日前
矢崎総業株式会社
照明装置
6日前
矢崎総業株式会社
給電装置
12日前
矢崎総業株式会社
照明装置
6日前
矢崎総業株式会社
コネクタ
6日前
矢崎総業株式会社
コネクタ
6日前
矢崎総業株式会社
多層筒状体
12日前
矢崎総業株式会社
端子接合装置
12日前
矢崎総業株式会社
コネクタ構造体
5日前
矢崎総業株式会社
車両用表示装置
5日前
矢崎総業株式会社
車両用表示装置
5日前
矢崎総業株式会社
ワイヤハーネス
5日前
矢崎総業株式会社
ノイズフィルター
5日前
矢崎総業株式会社
電力供給用モジュール
18日前
矢崎総業株式会社
端子および端子付き電線
12日前
矢崎総業株式会社
接続端子及びコネクタ装置
18日前
矢崎総業株式会社
プロテクタカバー自動取付装置
18日前
矢崎総業株式会社
ツイストチューブ自動取付装置
4日前
矢崎総業株式会社
電気接続箱およびワイヤハーネス
5日前
矢崎総業株式会社
センサユニット及びセンサ組立体
18日前
矢崎総業株式会社
蓄電池制御装置、及び蓄電システム
5日前
矢崎総業株式会社
端子付き電線の製造装置及び端子付き電線
6日前
矢崎総業株式会社
送迎車両の管理装置、及び送迎車両の管理方法
12日前
矢崎総業株式会社
ワイヤハーネス及びワイヤハーネスの製造方法
5日前
矢崎総業株式会社
車両管理装置、車両管理方法、車両管理システム
12日前
矢崎総業株式会社
超音波接合用端子および超音波接合用端子に対する電線の接合方法
12日前
三洋化成工業株式会社
軟磁性材料
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ