TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024172199
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023089756
出願日
2023-05-31
発明の名称
シャフトの製造方法およびシャフト
出願人
株式会社アイシン
代理人
Knowledge Partners弁理士法人
主分類
B21K
1/12 20060101AFI20241205BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】応力集中を発生しにくくすることが可能な技術の提供。
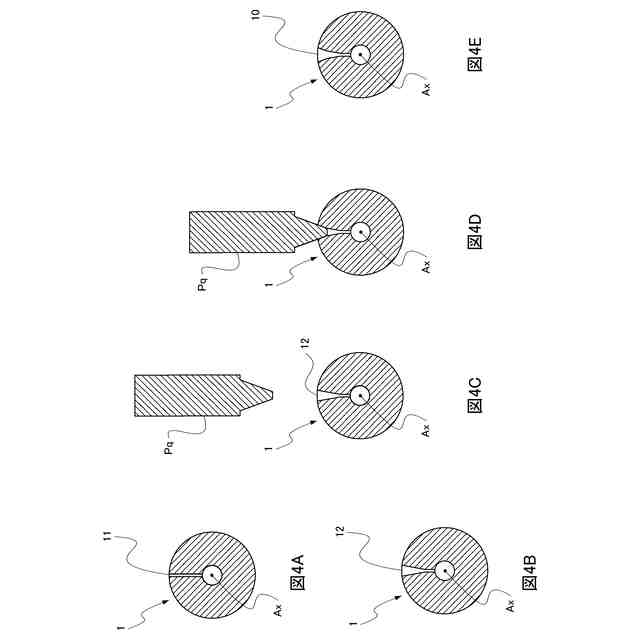
【解決手段】回転軸を中心に回転する筒状のシャフトに対して、前記回転軸側から径方向外側に延びて前記シャフトを貫通する下孔であって、径方向内側における形状が円柱形状であり、かつ、径方向外側における形状が径方向外側に向けて円錐の径が大きくなる円錐形状である前記下孔を形成する工程と、四角錐形状の雄型の先端側を径方向内側に向けて前記円錐形状の部分に押し当てる工程と、を含む製造方法において、前記雄型の四角錐の側面が四角錐の底面に垂直な線に対して傾斜する角度である傾斜角の最小値は、前記円錐形状の部分における円錐面が円錐の底面に垂直な線に対して傾斜する傾斜角より大きくなるように構成する。
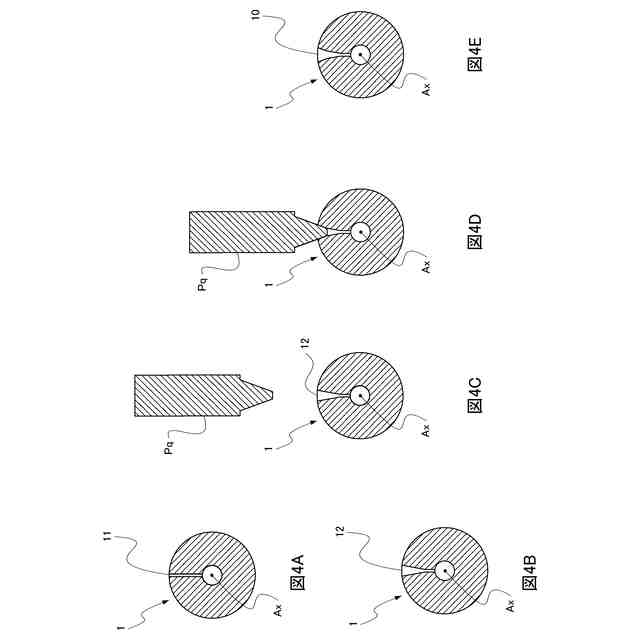
【選択図】図4
特許請求の範囲
【請求項1】
回転軸を中心に回転する筒状のシャフトに対して、前記回転軸側から径方向外側に延びて前記シャフトを貫通する下孔であって、径方向内側における形状が円柱形状であり、かつ、径方向外側における形状が径方向外側に向けて円錐の径が大きくなる円錐形状である前記下孔を形成する工程と、
四角錐形状の雄型の先端側を径方向内側に向けて前記円錐形状の部分に押し当てる工程と、を含み、
前記雄型の四角錐の側面が四角錐の底面に垂直な線に対して傾斜する角度である傾斜角の最小値は、前記円錐形状の部分における円錐面が円錐の底面に垂直な線に対して傾斜する傾斜角より大きい、
シャフトの製造方法。
続きを表示(約 880 文字)
【請求項2】
前記雄型は、径方向内側において前記円錐形状の部分が残存するように前記円錐形状の部分に押し当てられる、
請求項1に記載のシャフトの製造方法。
【請求項3】
前記雄型は、少なくとも、径方向外側における前記下孔の開口部の形状が四角形となるまで前記円錐形状の部分に押し当てられる、
請求項1または請求項2に記載のシャフトの製造方法。
【請求項4】
前記底面に平行な方向における前記雄型の断面は正方形であり、
前記雄型は、径方向から見た場合に前記正方形の辺が前記回転軸に対して45°傾斜した状態で前記円錐形状の部分に押し当てられる、
請求項3に記載のシャフトの製造方法。
【請求項5】
回転軸を中心に回転する筒状のシャフトであって、
前記回転軸側から径方向外側に延びて前記シャフトを貫通し、
径方向内側に存在する円柱形状部と、
径方向外側に存在し、内壁の一部が径方向外側に向けて円錐の径が大きくなる円錐形状であり、内壁の残部が径方向内側に四角錐の先端側が向けられた四角錐形状である複合径状部と、
を有する孔が形成されており、
前記四角錐形状の部分における四角錐の側面が四角錐の底面に垂直な線に対して傾斜する角度である傾斜角の最小値は、前記円錐形状の部分における円錐面が円錐の底面に垂直な線に対して傾斜する角度である傾斜角より大きい、
シャフト。
【請求項6】
前記円錐形状の部分の径方向内側の端部は、前記四角錐形状の部分の径方向内側の端部より前記回転軸に近い、
請求項5に記載のシャフト。
【請求項7】
径方向外側における前記孔の開口部の形状は四角形である、
請求項5または請求項6に記載のシャフト。
【請求項8】
前記四角形は正方形であり、径方向から見た場合に前記正方形の辺は前記回転軸に対して45°傾斜している、
請求項7に記載のシャフト。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シャフトの製造方法およびシャフトに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、回転するシャフトに作用する応力の集中を緩和する技術が知られている。例えば、特許文献1には、シャフトの径方向において、開口端から径方向内側に向かって所定長さまで外形形状を維持したまま延在している外側孔部と、外側孔部よりも孔径が小さい筒状の内側孔部と、外側孔部から前記内側孔部に向かって縮径される縮径部とを有する孔が形成されたシャフトが開示されている。
【先行技術文献】
【特許文献】
【0003】
特許6528902号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
外側孔部と縮径部とを形成する方法として、従来の技術においては、プレス加工が開示されている。しかし、外形形状を維持したまま延在している外側孔部をプレス加工によって形成すると、プレス加工に伴って材料が流れて盛り上がるなどして応力集中し易い形状が形成される可能性があった。
【0005】
本発明は、上記課題に鑑みてなされたもので、応力集中を発生しにくくすることが可能な技術の提供を目的とする。
【課題を解決するための手段】
【0006】
上記の目的を達成するため、シャフトの製造方法は、回転軸を中心に回転する筒状のシャフトに対して、前記回転軸側から径方向外側に延びて前記シャフトを貫通する下孔であって、径方向内側における形状が円柱形状であり、かつ、径方向外側における形状が径方向外側に向けて円錐の径が大きくなる円錐形状である前記下孔を形成する工程と、四角錐形状の雄型の先端側を径方向内側に向けて前記円錐形状の部分に押し当てる工程と、を含み、前記雄型の四角錐の側面が四角錐の底面に垂直な線に対して傾斜する角度である傾斜角の最小値は、前記円錐形状の部分における円錐面が円錐の底面に垂直な線に対して傾斜する傾斜角より大きいように構成される。
【0007】
すなわち、シャフトの製造方法において、雄型の四角錐の側面が四角錐の底面に垂直な線に対して傾斜する角度である傾斜角の最小値は、円錐形状の部分における円錐面が円錐の底面に垂直な線に対して傾斜する傾斜角より大きい。従って、雄型が円錐形状の部分に押し当てられた場合に、円錐形状を構成している下孔の内壁の径が広がる力が作用する。このため、押し込み方向に垂直な方向の断面形状が一定の大きさである雄型によって、外形形状を維持したまま延在している外側孔部を形成する構成と比較して、雄型を押し当てる際に回転軸側に押し込まれる材料が相対的に少なくなる。この結果、応力集中を発生しにくくすることが可能である。
【図面の簡単な説明】
【0008】
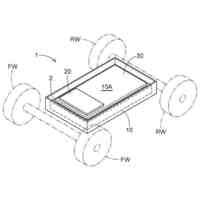
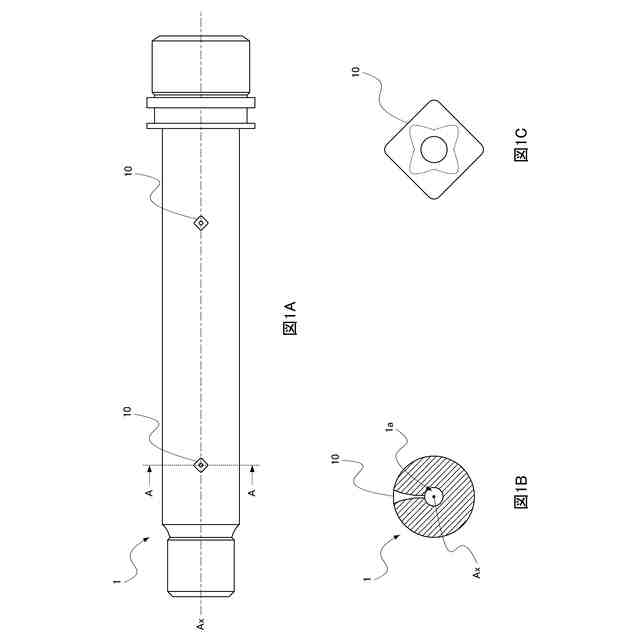
図1Aはシャフトを示す図、図1Bはシャフトの断面図、図1Cはシャフトに形成された孔を示す図である。
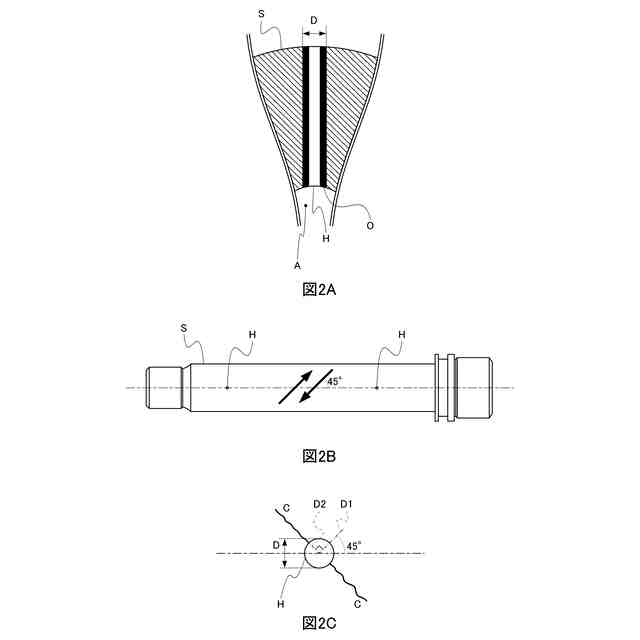
図2Aは円柱状の孔が形成されたシャフトの断面図、図2Bはシャフトに作用する応力を説明するための図、図2Cは孔に発生し得る亀裂を説明するための図である。
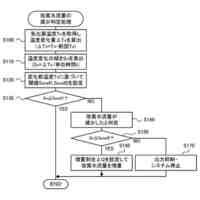
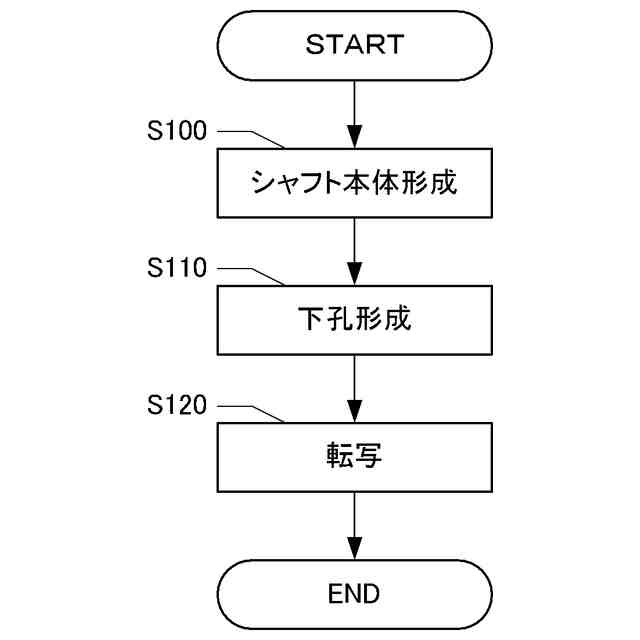
シャフトの製造方法を示すフローチャートである。
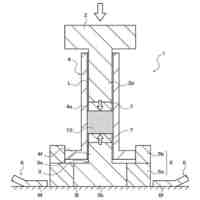
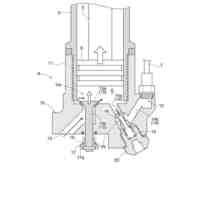
図4A,図4Bは下孔の形成工程を説明するための断面図、図4C,図4Dは雄型による転写を説明するための断面図、図4Eは転写後の孔を説明するための断面図である。
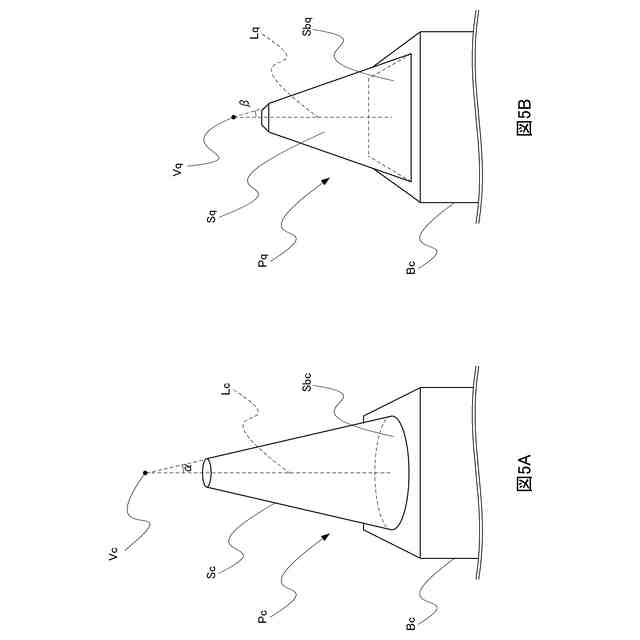
図5Aは下孔を形成するための雄型、図5Bは四角錐形状を転写するための雄型を示す図である。
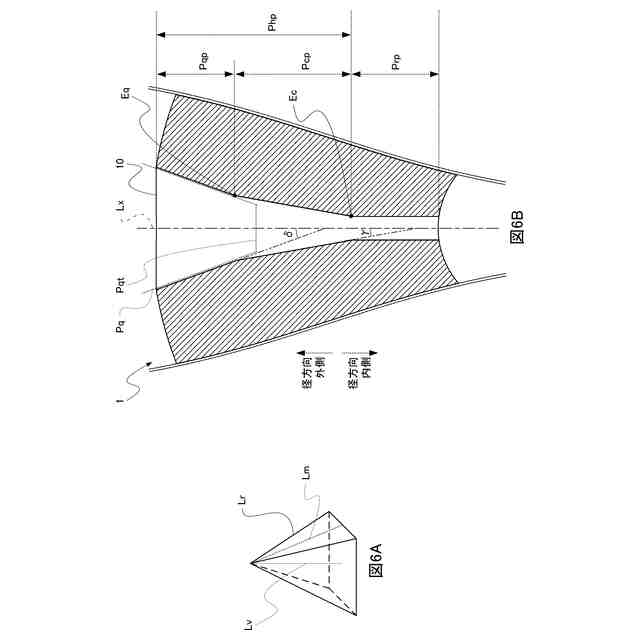
図6Aは四角錐の側面の傾斜角を説明するための図、図6Bは転写後の孔を説明するための断面図である。
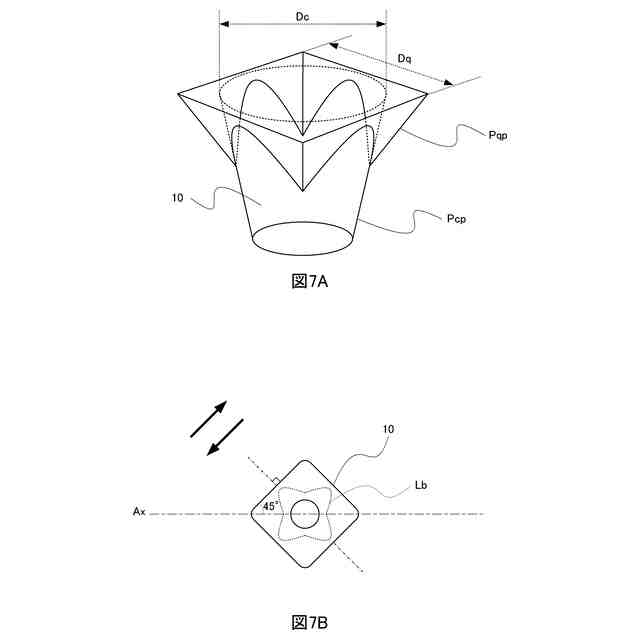
図7Aは円錐形状部と四角錐形状部とを抜き出して示す斜視図、図7Bは孔10に作用する応力を説明するための図である。
図8A、図8Bは雄型による材料の流れを説明するための図である。
【発明を実施するための形態】
【0009】
ここでは、下記の順序に従って本発明の実施の形態について説明する。
(1)シャフトの構成:
(2)シャフトの製造方法:
(3)他の実施形態:
【0010】
(1)シャフトの構成:
発明の一実施形態に係るシャフトは、車両に搭載されるエンジンやモータなどの動力源からの動力が伝達され、回転軸Axを中心に回転する部品である。図1Aは発明の一実施形態に係るシャフト1を示す図であり、図1Bはシャフト1の断面図、図1Cはシャフト1に形成された孔を示す図である。図1Aは、シャフト1を回転軸Axに垂直な方向から見た状態で示しており、回転軸Axが一点鎖線で示されている。図1Bは、図1AのA-A断面図であり、図1Cはシャフト1に形成された孔を拡大して示す図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アイシン
車両
1日前
株式会社アイシン
車両
1日前
株式会社アイシン
車両
2日前
株式会社アイシン
車両
2日前
株式会社アイシン
内燃機関
今日
株式会社アイシン
フロア部材
6日前
株式会社アイシン
車輪支持装置
1日前
株式会社アイシン
車載充電装置
1日前
株式会社アイシン
マニホールド
今日
株式会社アイシン
車載充電装置
2日前
株式会社アイシン
乗員検知装置
2日前
株式会社アイシン
物体検出装置
5日前
株式会社アイシン
車両用駆動装置
今日
株式会社アイシン
吸放熱システム
5日前
株式会社アイシン
バッテリケース
1日前
株式会社アイシン
情報提供システム
5日前
株式会社アイシン
バルブアセンブリ
5日前
株式会社アイシン
燃料電池システム
5日前
株式会社アイシン
車両用パーキング装置
1日前
株式会社アイシン
投稿感情予測システム
5日前
株式会社アイシン
アクティブサスペンション
1日前
株式会社アイシン
車両用トルクベクタリング装置
1日前
株式会社アイシン
回転電機及び回転電機の製造方法
今日
トヨタ紡織株式会社
乗物用シート
今日
株式会社豊田中央研究所
位置推定装置、位置推定システム及びプログラム
今日
三菱ガス化学ネクスト株式会社
成形用結晶性ラジカル重合性組成物、当該組成物からなる粒状物、当該粒状物を成形してなる成形体、及び当該成形体の製造方法
5日前
個人
棒鋼連続引抜装置
23日前
株式会社プロテリアル
鍛造装置
3か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社オプトン
曲げ加工装置
27日前
株式会社不二越
NC転造盤
3か月前
株式会社不二越
NC転造盤
27日前
日産自動車株式会社
逐次成形方法
1か月前
株式会社アマダ
曲げ加工機
22日前
株式会社三明製作所
転造装置
2か月前
株式会社吉野機械製作所
プレス機械
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ