TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024170186
公報種別
公開特許公報(A)
公開日
2024-12-06
出願番号
2023087208
出願日
2023-05-26
発明の名称
チューブベルトサンダの作業部構造、アタッチメント、及びチューブベルトサンダ
出願人
株式会社マキタ
代理人
個人
,
個人
,
個人
主分類
B24B
21/00 20060101AFI20241129BHJP(研削;研磨)
要約
【課題】サンディングベルトの離脱が更に抑制されるチューブベルトサンダの作業部構造、アタッチメント、及びチューブベルトサンダを提供する。
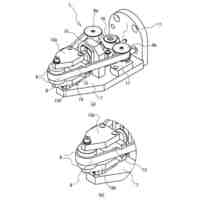
【解決手段】チューブベルトサンダの作業部であるアタッチメント4は、サンディングベルトBを装着するための第1ホイール106及び第2ホイール114と、これらを保持する基端側アーム104及び先端側アーム110と、これらの何れかに対し間接的に設けられたローラ240と、を備えている。第1ホイール106及び第2ホイール114は、自身の中心軸である従動ホイール軸の周りで回転可能である。ローラ240は、サンディングベルトBの側方に配置される。ローラ240の延びる方向は、従動ホイール軸の延びる方向と、上方及び後方の少なくとも一方から見て交わっている。
【選択図】図8
特許請求の範囲
【請求項1】
チューブベルトサンダにおける被加工物に作業を施すための作業部の構造であって、
サンディングベルトを装着するための従動ホイールと、
前記従動ホイールを保持するアームと、
前記アームに対し、直接的に又は間接的に設けられたストッパと、
を備えており、
前記従動ホイールは、自身の中心軸である従動ホイール軸の周りで回転可能であり、
前記ストッパは、前記サンディングベルトの側方に配置されており、
前記ストッパの延びる方向は、前記従動ホイール軸の延びる方向と、上方及び後方の少なくとも一方から見て交わっている
ことを特徴とするチューブベルトサンダの作業部構造。
続きを表示(約 870 文字)
【請求項2】
更に、前記アームに立設された立設部を備えており、
前記ストッパは、前記立設部に設けられている
ことを特徴とする請求項1に記載のチューブベルトサンダの作業部構造。
【請求項3】
前記立設部は、火花のユーザへの到達を抑制する火花ガードを含む
ことを特徴とする請求項2に記載のチューブベルトサンダの作業部構造。
【請求項4】
前記ストッパは、複数設けられている
ことを特徴とする請求項1から請求項3の何れかに記載のチューブベルトサンダの作業部構造。
【請求項5】
前記ストッパは、前記サンディングベルトの両側方に配置されている
ことを特徴とする請求項4に記載のチューブベルトサンダの作業部構造。
【請求項6】
前記ストッパは、自身の中心軸の周りで回転可能なローラである
ことを特徴とする請求項1から請求項5の何れかに記載のチューブベルトサンダの作業部構造。
【請求項7】
前記ストッパは、円錐形状を含む形状であり、
前記ストッパの前記円錐形状における径は、その設置部から離れるに従い増大する
ことを特徴とする請求項1から請求項6の何れかに記載のチューブベルトサンダの作業部構造。
【請求項8】
前記ストッパの延びる方向は、装着された前記サンディングベルトの延びる方向と、側方から見て交わっている
ことを特徴とする請求項1から請求項7の何れかに記載のチューブベルトサンダの作業部構造。
【請求項9】
前記ストッパは、着脱自在である
ことを特徴とする請求項1から請求項8の何れかに記載のチューブベルトサンダの作業部構造。
【請求項10】
請求項1から請求項9の何れかに記載のチューブベルトサンダの作業部構造を有している
ことを特徴とするチューブベルトサンダのアタッチメント。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、サンディングベルトが渡されるチューブベルトサンダの作業部の構造、チューブベルトサンダのアタッチメント、及びチューブベルトサンダに関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
独国特許出願公開第10-2011-117412号明細書(特許文献1)に示されるように、サンディングベルトのホイールにフランジが設けられたチューブグラインダが知られている。フランジにより、サンディングベルトのホイールからの離脱が抑制される。
【先行技術文献】
【特許文献】
【0003】
独国特許出願公開第10-2011-117412号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
チューブベルトサンダ及びそのアタッチメント並びにベルトサンダの作業部構造において、サンディングベルトの離脱が更に抑制される技術が期待されている。
【課題を解決するための手段】
【0005】
本明細書は、チューブベルトサンダの作業部構造を開示する。この作業部構造は、チューブベルトサンダにおける被加工物に作業を施すための作業部の構造であっても良い。この作業部構造は、サンディングベルトを装着するための従動ホイールを備えていても良い。従動ホイールを保持するアームを備えていても良い。アームに対し、直接的に又は間接的に設けられたストッパを備えていても良い。従動ホイールは、自身の中心軸である従動ホイール軸の周りで回転可能であっても良い。ストッパは、サンディングベルトの側方に配置されていても良い。ストッパの延びる方向は、従動ホイール軸の延びる方向と、上方及び後方の少なくとも一方から見て交わっていても良い。
【発明の効果】
【0006】
本開示のチューブベルトサンダの作業部構造、アタッチメント、及びベルトサンダによれば、チューブベルトサンダの作業部構造、アタッチメント、及びチューブベルトサンダにおける、サンディングベルトの離脱が更に抑制される。
【図面の簡単な説明】
【0007】
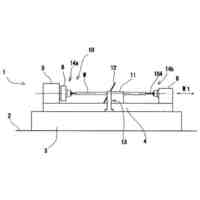
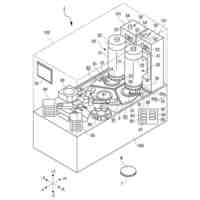
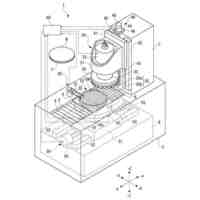
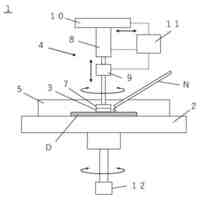
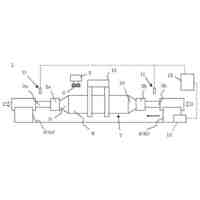
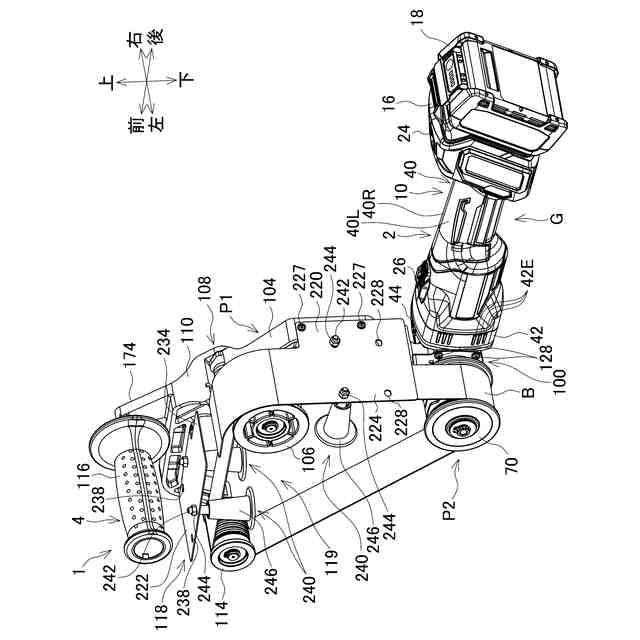
本開示の実施例の形態に係るチューブベルトサンダの斜視図である。
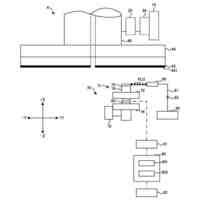
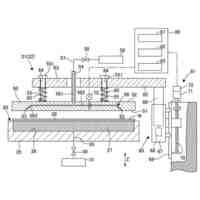
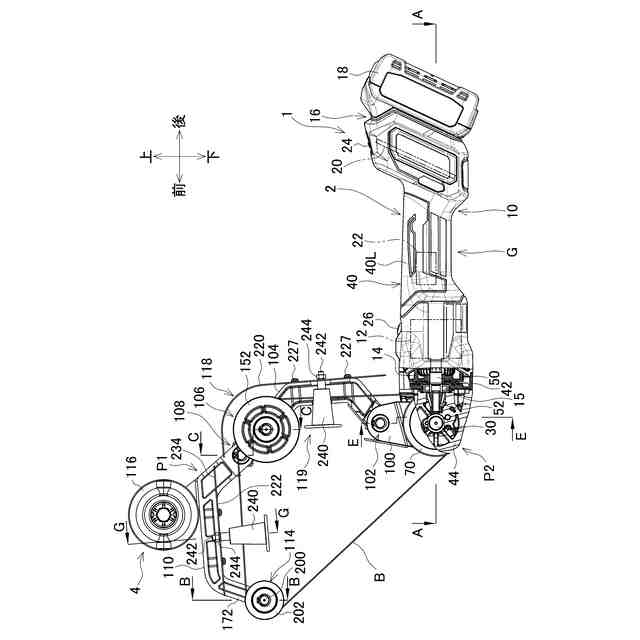
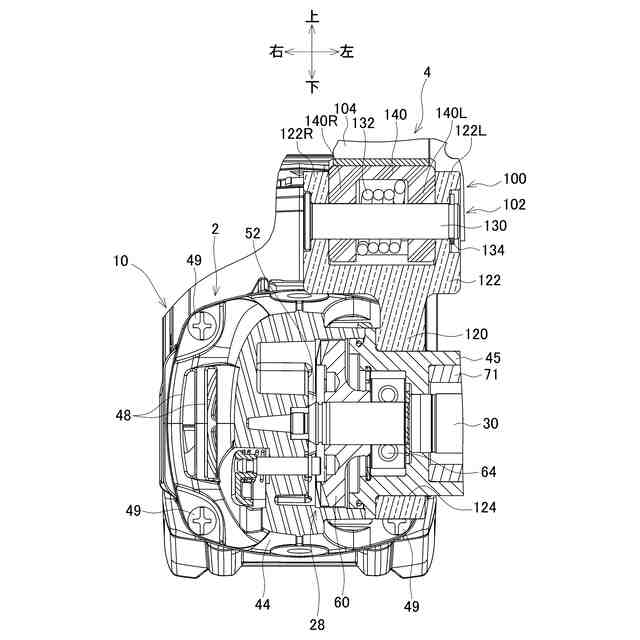
図1の左側面図であって、一部において中央縦断面図が示される図である。
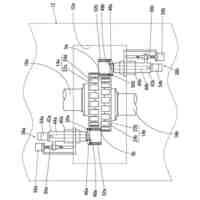
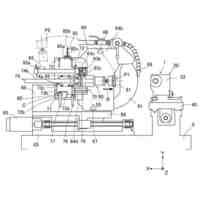
図2のA-A線の一部断面図である。
図2のE-E線の断面図である。
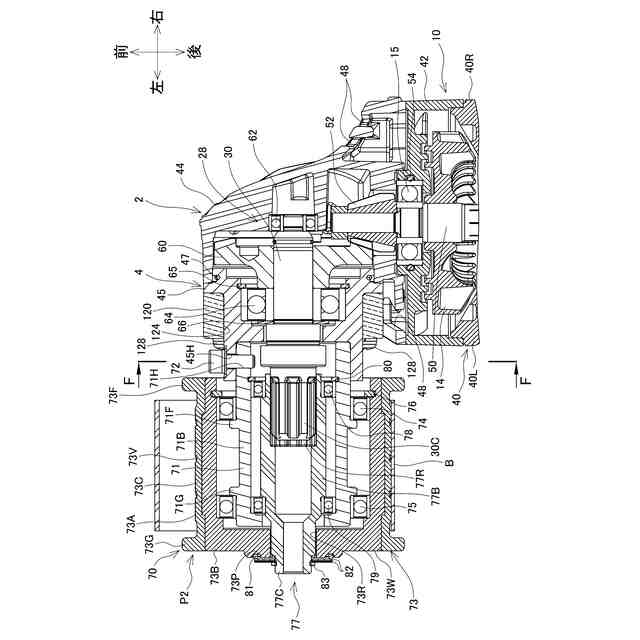
図3のF-F線の断面図である。
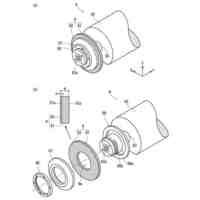
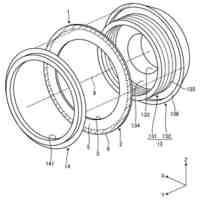
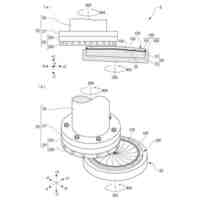
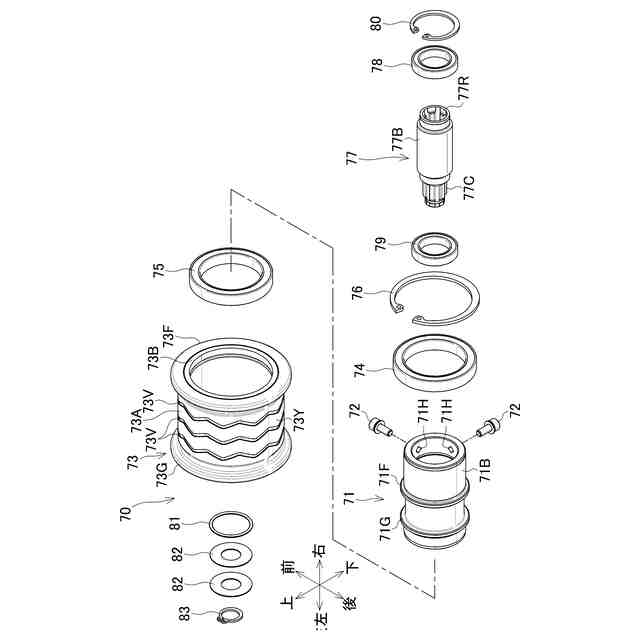
図1のチューブベルトサンダにおける第1の駆動ホイールに係る右側の分解斜視図である。
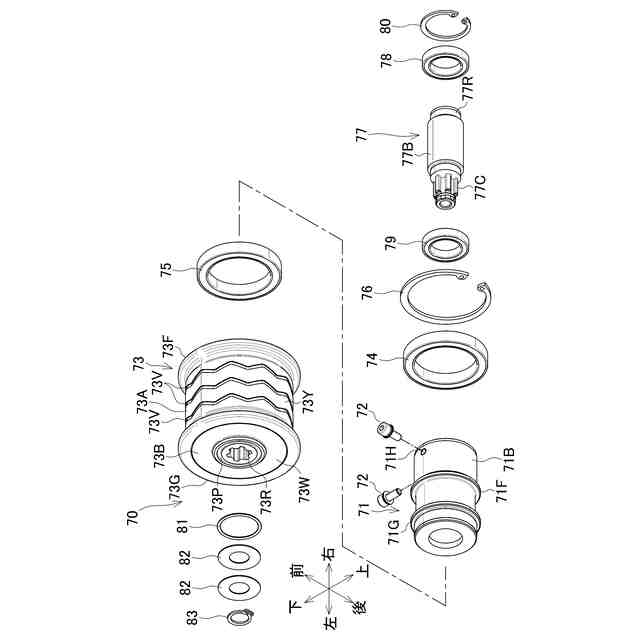
図6の第1の駆動ホイールに係る左側の分解斜視図である。
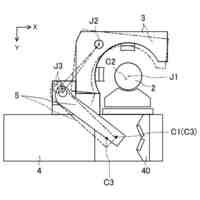
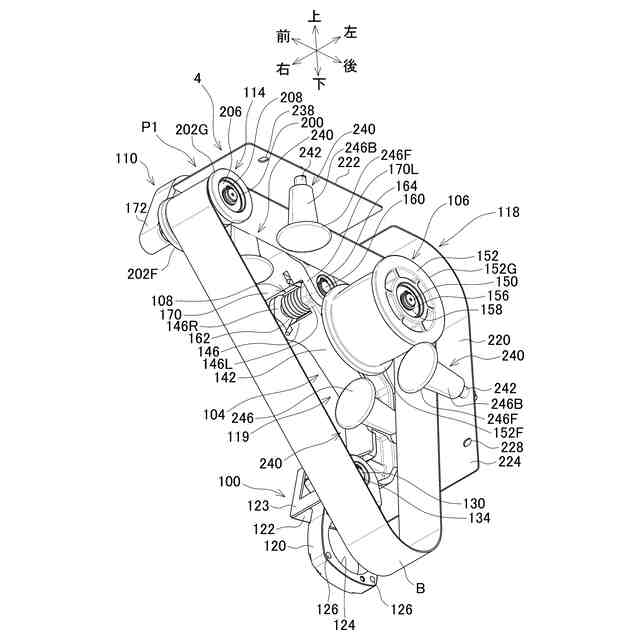
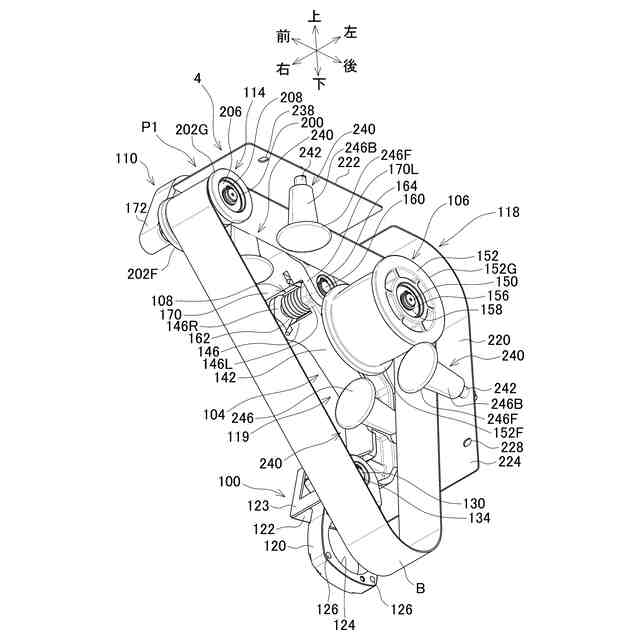
図1のチューブベルトサンダにおけるアタッチメントの右側斜視図である。
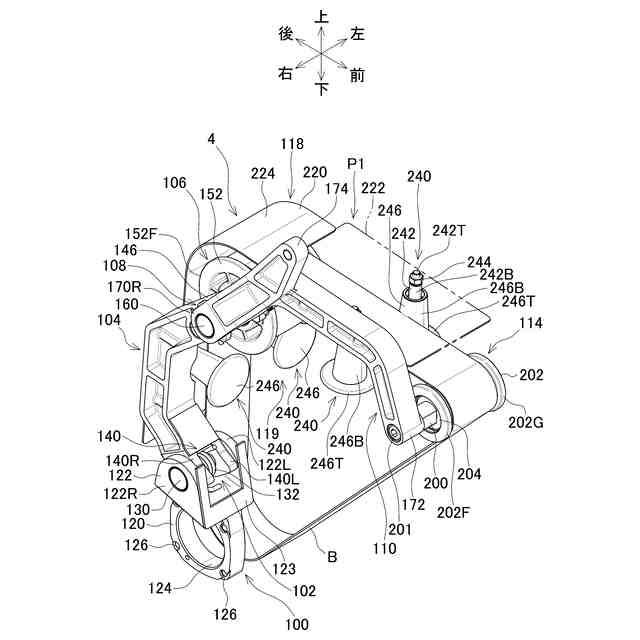
図8のアタッチメントの左側斜視図である。
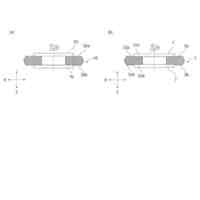
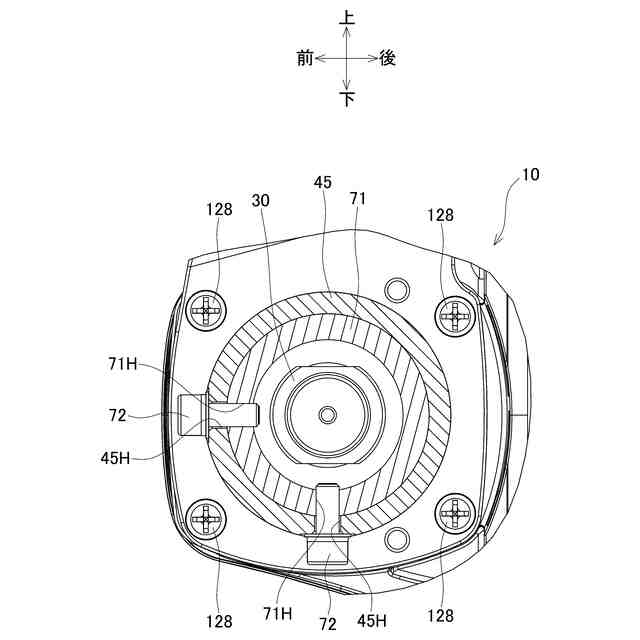
図2のC-C線の断面図である。
図2のB-B線の断面図である。
図2のG-G線の断面図である。
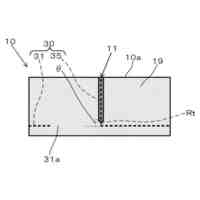
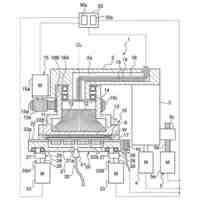
第1の駆動ホイールに代えて第2の駆動ホイールが装着された場合の図2のA-A線に相当する線における一部断面図である。
図13の第2の駆動ホイールに係る右側の分解斜視図である。
図13の第2の駆動ホイールに係る左側の分解斜視図である。
【発明を実施するための形態】
【0008】
本開示の一実施形態において、チューブベルトサンダの作業部構造は、アームに立設された立設部を備えていても良い。ストッパは、立設部に設けられていても良い。この場合、ストッパが、簡便な構造においてサンディングベルトの隣接位置に配置される。
本開示の一実施形態において、立設部は、火花のユーザへの到達を抑制する火花ガードを含んでいても良い。この場合、ストッパを設けるための立設部がユーザへの火花到達の抑制機能も発揮することとなり、チューブベルトサンダが効率のより良好な構造となる。
本開示の一実施形態において、ストッパは、複数設けられていても良い。この場合、よりサンディングベルトが外れ難くなる。
本開示の一実施形態において、ストッパは、サンディングベルトの両側方に配置されていても良い。この場合、2方向においてサンディングベルトの脱落抑制が行える。
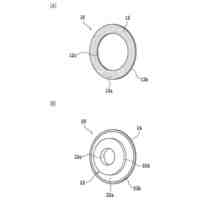
本開示の一実施形態において、ストッパは、自身の中心軸の周りで回転可能なローラであっても良い。この場合、サンディングベルト及びストッパの摩擦力が抑制される。よって、サンディングベルト及びストッパの損傷の発生がより抑制される
本開示の一実施形態において、ストッパは、円錐形状を含む形状であっても良い。ストッパの円錐形状における径は、その設置部から離れるに従い増大しても良い。この場合、ストッパの円錐形状の大径部が、サンディングベルトの裏側に配置される。よって、ストッパは、サンディングベルトの裏側に対してより接触し易くなる。従って、ストッパ及びサンディングベルトの損傷の発生が、より抑制される。
本開示の一実施形態において、ストッパの延びる方向は、装着されたサンディングベルトの延びる方向と、側方から見て交わっていても良い。この場合、サンディングベルトの脱落が、より適切に抑制される。
本開示の一実施形態において、ストッパは、着脱自在であっても良い。この場合、ストッパの有無及び配置が調節可能である。よって、ストッパの作業状況に応じた配置が可能となる。従って、作業状況に応じて作業容易性の度合及びサンディングベルトの脱落抑制の度合の調和を図ることができるチューブベルトサンダの作業部構造が提供される。
【0009】
又、本明細書は、チューブベルトサンダのアタッチメントを開示する。このアタッチメントは、上述のチューブベルトサンダの作業部構造を有していても良い。
更に、本明細書は、チューブベルトサンダを開示する。このベルトサンダは、上述のチューブベルトサンダの作業部構造を有していても良い。
【実施例】
【0010】
以下、本開示の実施例の形態が、適宜図面に基づいて説明される。当該説明には、当該形態の変更例が含まれる。本開示は、当該形態及び当該変更例に限定されない。
当該形態及び変更例における前後上下左右は、説明の便宜上定められたものであり、作業の状況及び部材の移動の少なくとも何れか等により変化することがある。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
研削盤のワーク支持装置
24日前
日清工業株式会社
両頭平面研削盤
1か月前
株式会社ナノテム
砥石
2か月前
株式会社ナノテム
砥石
1か月前
株式会社土橋製作所
研磨装置
24日前
株式会社ツガミ
円筒研削盤
23日前
トヨタ自動車株式会社
ラッピング加工装置
1か月前
株式会社トクピ製作所
研削方法
10日前
ファクトリーファイブ株式会社
破損検出機構
1か月前
住友重機械工業株式会社
研削制御装置及び研削方法
1か月前
住友重機械工業株式会社
研削制御装置及び研削方法
17日前
株式会社太陽
両面研磨装置
1か月前
株式会社ディスコ
研磨装置
1か月前
株式会社ディスコ
加工装置
17日前
株式会社ディスコ
加工方法
10日前
株式会社ディスコ
加工工具
24日前
株式会社ディスコ
研削装置
18日前
株式会社ディスコ
研削装置
16日前
NTN株式会社
異常検知システム
5日前
株式会社ディスコ
砥石
5日前
株式会社ディスコ
研削装置
1か月前
ニッタ・デュポン株式会社
研磨布
10日前
信越半導体株式会社
研磨装置および研磨方法
24日前
株式会社ディスコ
切削ブレード
4日前
株式会社ディスコ
加工装置
24日前
株式会社ナノテム
砥石及びその製造方法
3日前
株式会社ディスコ
加工装置
24日前
トーヨーエイテック株式会社
立形研削盤
1か月前
株式会社荏原製作所
研磨方法および研磨装置
1か月前
株式会社荏原製作所
研磨装置および研磨方法
1か月前
信越半導体株式会社
円筒研削機および円筒研削方法
10日前
株式会社荏原製作所
研磨方法および研磨装置
1か月前
株式会社ディスコ
被加工物の研削方法
25日前
株式会社ディスコ
加工工具の管理方法
5日前
株式会社ディスコ
被加工物の研削方法
17日前
大協技研工業株式会社
シート状吸着・粘着部材
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ