TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024173208
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023091461
出願日
2023-06-02
発明の名称
円筒研削機および円筒研削方法
出願人
信越半導体株式会社
代理人
個人
,
個人
,
個人
主分類
B24B
5/02 20060101AFI20241205BHJP(研削;研磨)
要約
【課題】結晶棒のトラバース研削において、効率良く低コストで、かつ、結晶棒の位置ズレや折れの発生を防いで安定した品質で研削加工を行うことができる円筒研削機および円筒研削方法を提供する。
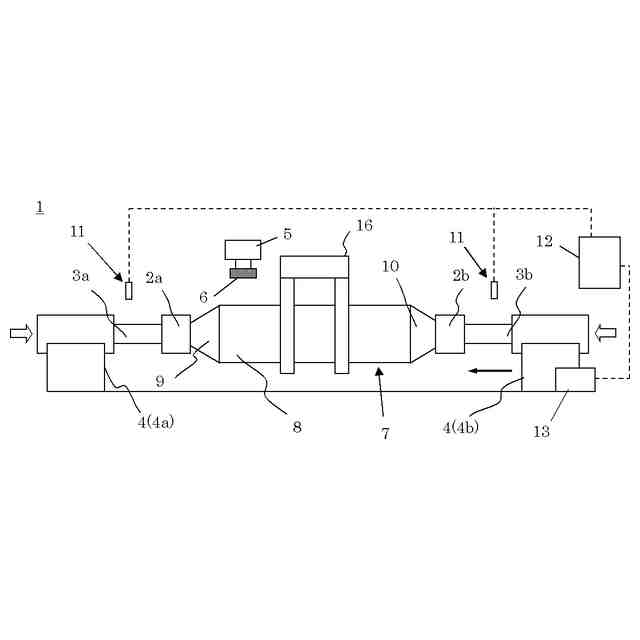
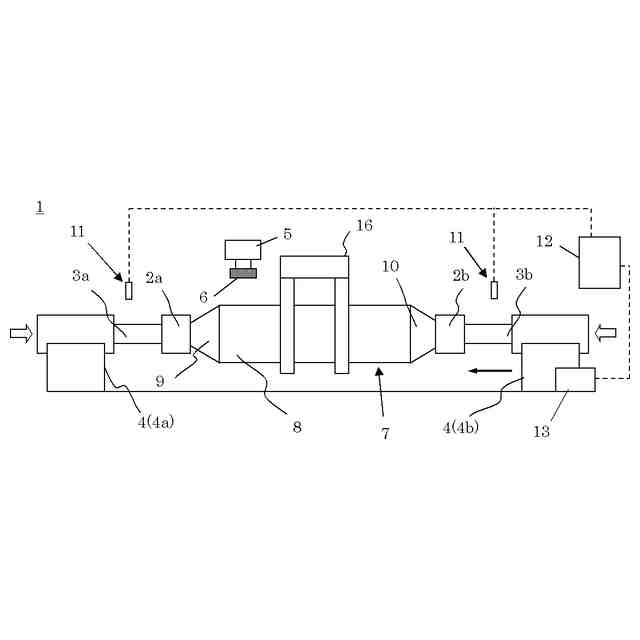
【解決手段】円筒研削機であって、結晶棒の両端の円錐状のコーン部およびテール部の有無に関わらずに結晶棒を支持可能なものであり、さらに、コーン部等の有無を自動判別可能な判別器と、トラバース研削における、一対の支持ユニットによる結晶棒を挟む挟力と、研削ユニットによる1回あたりの最大削り代とについて、コーン部等の有無別に設定値が登録されている制御器とを有しており、判別器により自動判別されたコーン部等の有無に対応する挟力と1回あたりの最大削り代の設定値を有する研削レシピが制御器により自動選択されて、該研削レシピに基づいてトラバース研削の自動実施が可能な円筒研削機。
【選択図】図1
特許請求の範囲
【請求項1】
結晶棒の端部を支持する支持装置が各々の先端に取り付けられている主軸と副軸とにより前記結晶棒を軸方向に挟んで軸周りに回転可能にする一対の支持ユニットと、該一対の支持ユニットに支持された結晶棒の軸方向に沿って移動しつつ該結晶棒の外周をトラバース研削する研削ユニットとを有する円筒研削機であって、
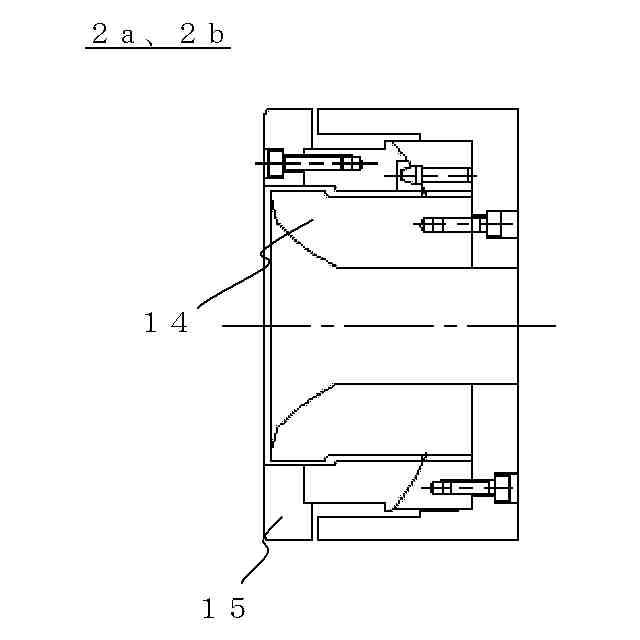
前記支持装置は、円錐状の結晶端部を支持可能な凹形状の第1支持部と、平坦な結晶端部を支持可能な第2支持部とを有しており、前記結晶棒の両端の円錐状のコーン部およびテール部の有無に関わらずに前記結晶棒を支持可能なものであり、
さらに、前記コーン部およびテール部の有無を自動判別可能な判別器と、
前記トラバース研削における、前記一対の支持ユニットによる前記結晶棒を挟む挟力と、前記研削ユニットによる1回あたりの最大削り代とについて、前記コーン部およびテール部の有無別に設定値が登録されている制御器とを有しており、
前記判別器により自動判別された前記コーン部およびテール部の有無に対応する前記挟力と前記1回あたりの最大削り代の設定値を有する研削レシピが前記制御器により自動選択されて、該研削レシピに基づいてトラバース研削の自動実施が可能なものであることを特徴とする円筒研削機。
続きを表示(約 630 文字)
【請求項2】
結晶棒の端部を支持する支持装置が各々の先端に取り付けられている主軸と副軸とにより前記結晶棒を軸方向に挟んで軸周りに回転可能にする一対の支持ユニットと、該一対の支持ユニットに支持された結晶棒の軸方向に沿って移動しつつ該結晶棒の外周をトラバース研削する研削ユニットとを有する円筒研削機を用い、前記結晶棒を円筒研削する方法であって、
前記支持装置として、円錐状の結晶端部を支持可能な凹形状の第1支持部と、平坦な結晶端部を支持可能な第2支持部とを有しており、前記結晶棒の両端の円錐状のコーン部およびテール部の有無に関わらずに前記結晶棒を支持可能なものを用意し、
さらに、前記コーン部およびテール部の有無を自動判別可能な判別器と、
前記トラバース研削における、前記一対の支持ユニットによる前記結晶棒を挟む挟力と、前記研削ユニットによる1回あたりの最大削り代とについて、前記コーン部およびテール部の有無別に設定値が登録されている制御器とを用意し、
前記一対の支持ユニットにより前記結晶棒を挟んで固定するとき、該結晶棒の前記コーン部およびテール部の有無を前記判別器により自動判別し、該自動判別した前記コーン部およびテール部の有無に対応する前記挟力と前記1回あたりの最大削り代の設定値を有する研削レシピを前記制御器により自動選択し、該研削レシピに基づいてトラバース研削を自動実施することを特徴とする円筒研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、支持装置が取り付けられている主軸及び副軸とによって結晶棒(シリコン単結晶インゴットなど)を軸方向に挟んで軸周りに回転可能に支持(固定)する支持ユニットと、結晶棒の軸方向に沿って移動しつつ結晶棒の外周をトラバース研削する研削ユニットを有する円筒研削機および円筒研削方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
近年の半導体デバイスはその性能向上と製造コストの低減のため、半導体デバイス製造に使用されるウェーハの大直径化が進んでいる。この半導体デバイス製造に使用されているウェーハは、チョクラルスキー法等により円柱状の直胴部の前後に円錐状のコーン部とテール部を有する結晶棒を作製し、円筒研削機にて結晶棒の外周を円筒研削後、軸方向に対して垂直にスライスして板状に切り出し、研磨工程を経て製造されている。近年1本の結晶棒から得るウェーハの枚数の増加やウェーハの大直径化に伴い、作製される結晶棒も長尺化・大直径化し、高重量化している。
【0003】
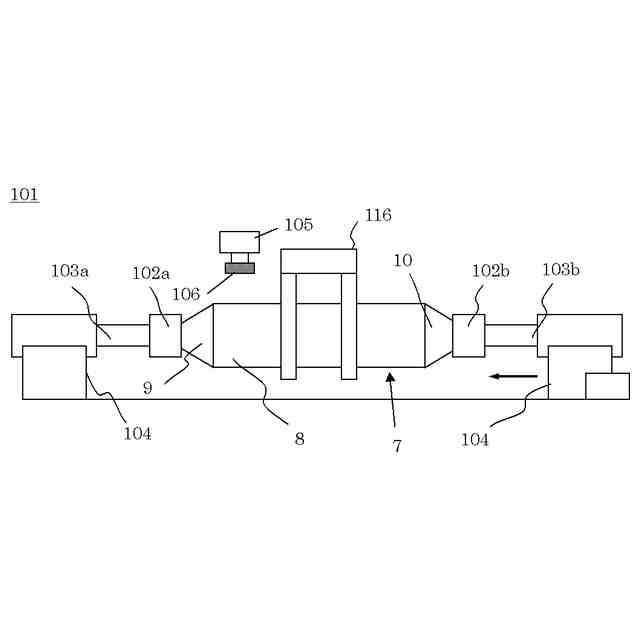
このような結晶棒を円筒研削する際、図5のような円筒研削機101を用いる。一般的な従来の円筒研削機101は、結晶棒7を機内外に搬送するための搬送ユニット116、結晶棒7を保持するための一対の支持ユニット104、結晶棒7の外周をトラバース研削するための研削ユニット105から構成されている。一対の支持ユニット104は、支持装置が各々の先端に取り付けられている主軸103aと副軸103bとを有しており、結晶棒7を軸方向に挟んで軸周りに回転可能にさせることができる。
【0004】
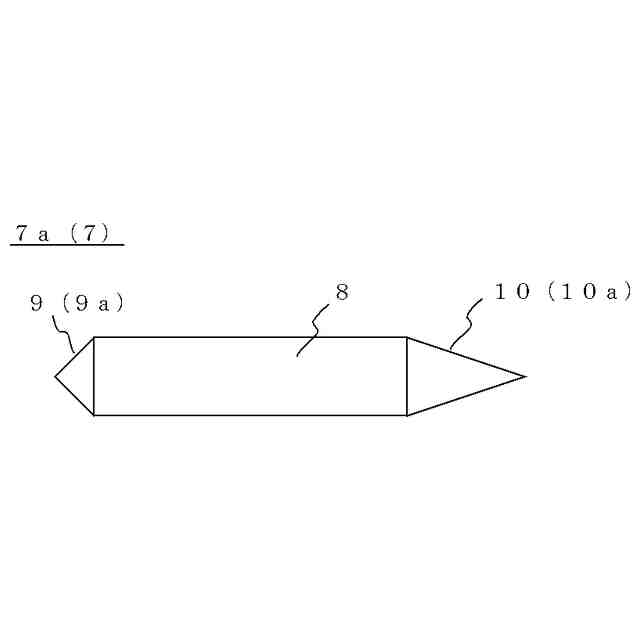
ここで図6~図9を用いて円筒研削する結晶棒7の形態の例(7a~7d)について説明する。
図6は無転位結晶の結晶棒7aを表しており、結晶棒7aの両端(直胴部8の両側)のコーン部9及びテール部10の形状は円錐状となっている
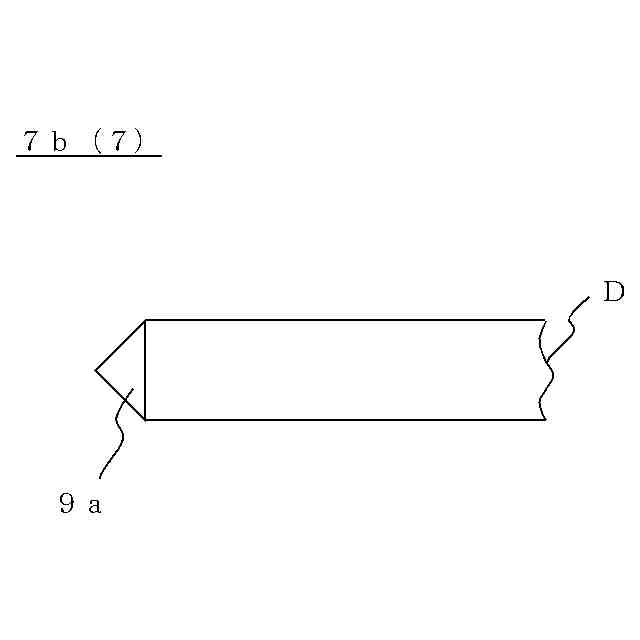
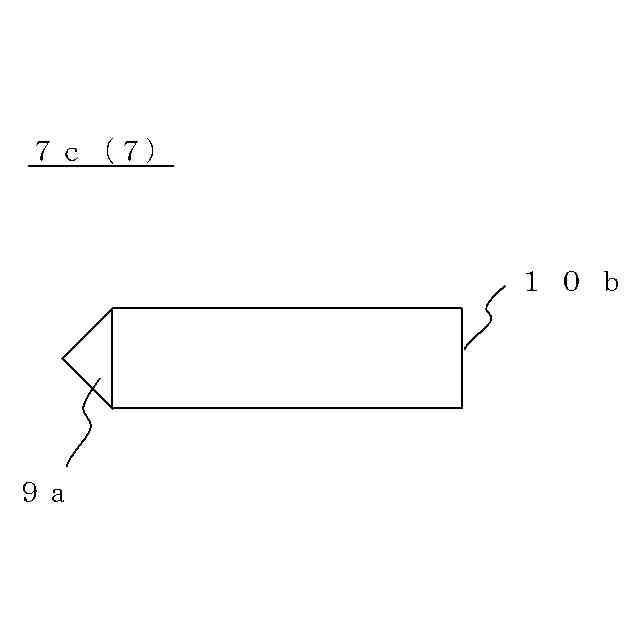
また、育成途中に有転位化した図7にある結晶棒7bの場合、図5の主軸103a及び副軸103bの先端にある支持装置102a、102bによってこの結晶棒7bを軸方向に挟んで固定すると有転位部Dが崩壊し、正常に固定できないという問題がある。そのため、前処理として有転位部Dをバンドソー切断機などによって結晶軸方向に対して垂直に切断している。このようにして有転位部Dを切断した形態の結晶棒7cが図8である。
更には、何らかの理由により無転位の結晶棒7a、あるいは有転位化した結晶棒7b等から切り出された図9に示す円柱形状の結晶棒7dを円筒研削機にてトラバース研削することもある。
【0005】
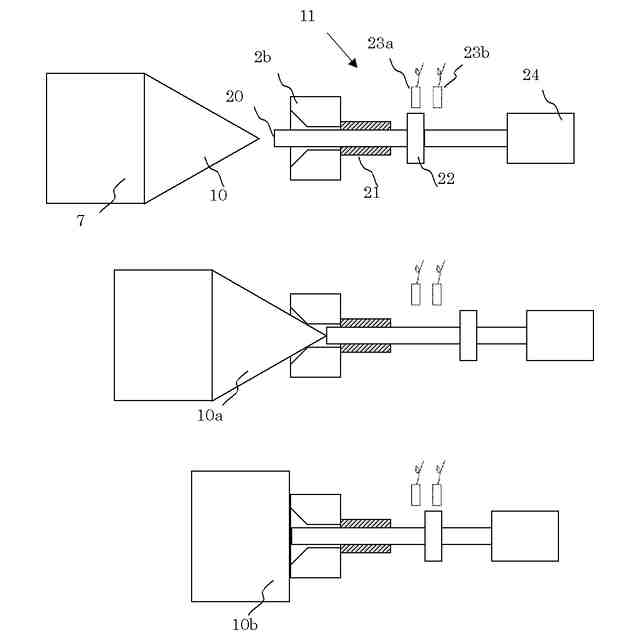
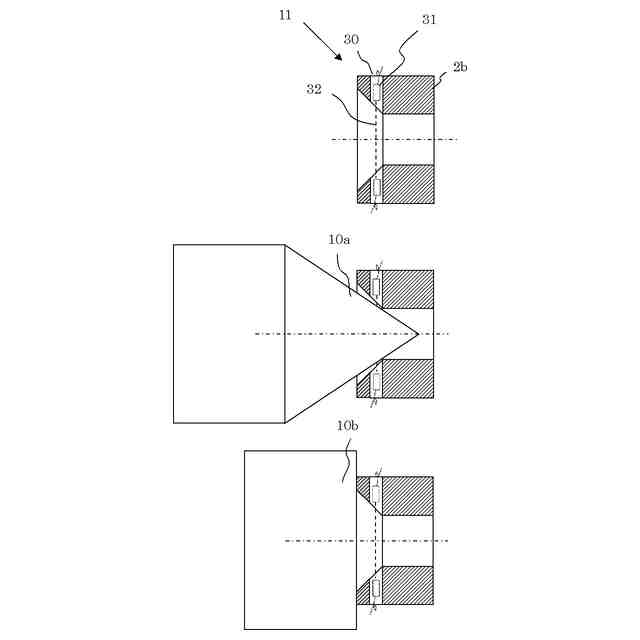
以下では、便宜上、円錐状コーン部を「コーン有り9a」、円錐状テール部を「テール有り10a」、コーン部が垂直(平坦)に切断された平坦面を「コーン無し9b」、テール部が垂直(平坦)に切断された平坦面を「テール無し10b」と称する場合がある。
【0006】
円筒研削機にてトラバース研削するときの準備工程(ローディング工程)では、結晶棒を搬送ユニットにて円筒研削機内に搬送し、支持ユニットにより結晶棒を結晶軸方向に挟む。
ところで支持装置は、特許文献1のような図10、11に示す円錐孔を有する固定支持部114、垂直に切断された端面を支持する浮動支持部115にて構成されている。
コーン有り9a、及びテール有り10aは、図10に示すように円錐孔が設けられた固定支持部114にて支持される。
一方、コーン無し9b、及びテール無し10bは、図11に示すように垂直に切断された面を浮動支持部115にて支持される。なお、浮動支持部115は若干可動な構造となっている。前記前処理として結晶軸方向に対して垂直に切断する際、円筒外周の凸凹により正確に垂直に切断することが困難であるが、そのような切断面を有する結晶棒であっても、図11のように可動な浮動支持部115によって保持可能になっている。
【先行技術文献】
【特許文献】
【0007】
特開平11-207505号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
準備工程(ローディング工程)にて、円筒研削機101内に搬送・支持された結晶棒7は、円筒研削する前の直径測定などを行い円筒研削される。ここでコーン(テール)有りの結晶棒の円筒研削時の様子を図12に示す。また、コーン(テール)無しの結晶棒の場合を図13に示す。研削ユニット105の砥石106によって結晶棒7はその外周を円筒研削されるが、結晶棒を仕上げ直径(最終目標の直径)にまで研削する時の削り代SRが1回あたりの最大削り代SRmを超える場合は、複数回に分けて円筒研削される。円筒研削中には砥石106の研削負荷により、砥石106の反対方向に外力EFが作用する。
図13に示すコーン無し9b、テール無し10bの場合では、垂直に切断された面と浮動支持部115で生じる摩擦力(支持摩擦力とも言う)よりも外力EF(あるいは研削負荷、1回あたりの最大削り代SRm)が大きくなると、円筒研削中に結晶棒7が動いてしまい(結晶棒の位置ズレ)、円筒研削面の研削不良や、直径精度不良が発生してしまう。一方、図12に示すコーン有り9a、テール有り10aの場合では、円錐孔にコーン部9、テール部10が入り込んだ状態での保持となるため、円筒研削中に結晶棒7が動いてしまうことはない。
【0009】
結晶棒7を結晶軸方向に挟み込み支持する摩擦力は、一対の支持ユニット104を結晶軸方向へ移動させて結晶棒7へ挟力CF(押付力とも言う)を与えることで得られる。一般的には円筒研削中に結晶棒7が動かぬようにコーン(テール)無しの場合の挟力を強くするが、同じ挟力でコーン(テール)有りを支持すると、コーン部9(テール部10)が円錐孔との接触部付近で折れてしまい、円筒研削面の研削不良や、直径精度不良が発生することがあった。また、コーン部9及びテール部10の円錐形状によるが、一般的に細い形状のテール側が折れやすかった。
【0010】
そこでコーン(テール)有り/無しのそれぞれ専用のセッティングをした円筒研削機を準備する方法もあるが、それぞれ加工する結晶棒の数と機械の数のバランスが悪いと機械の稼働率が低下するので現実的ではなかった。
またコーン(テール)有り/無しに合わせてその都度最適な研削レシピに手動で設定を変更する方法もあるが、その都度オペレーターが介在する作業となり、工数が増えてコストアップにつながっていた。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ