TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024161700
公報種別
公開特許公報(A)
公開日
2024-11-20
出願番号
2023076622
出願日
2023-05-08
発明の名称
バーリング加工方法、バーリング加工装置、及びバーリング加工部品
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21D
19/08 20060101AFI20241113BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】閉断面形状の被加工材に対しても生産性を損なうことなく加工精度の高いバーリング加工を行えるバーリング加工方法及びバーリング加工装置と、このバーリング加工方法によって製造されたバーリング加工部品との提供を目的とする。
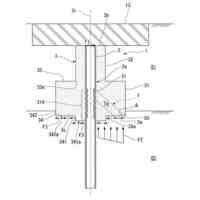
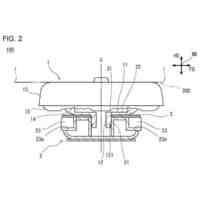
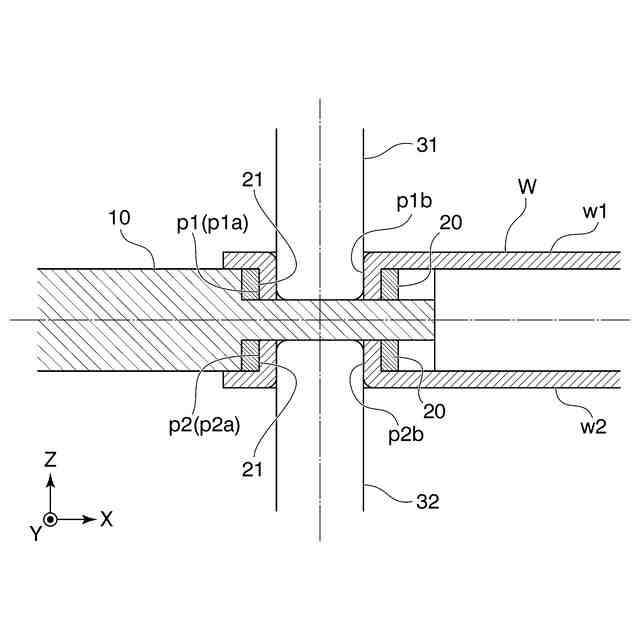
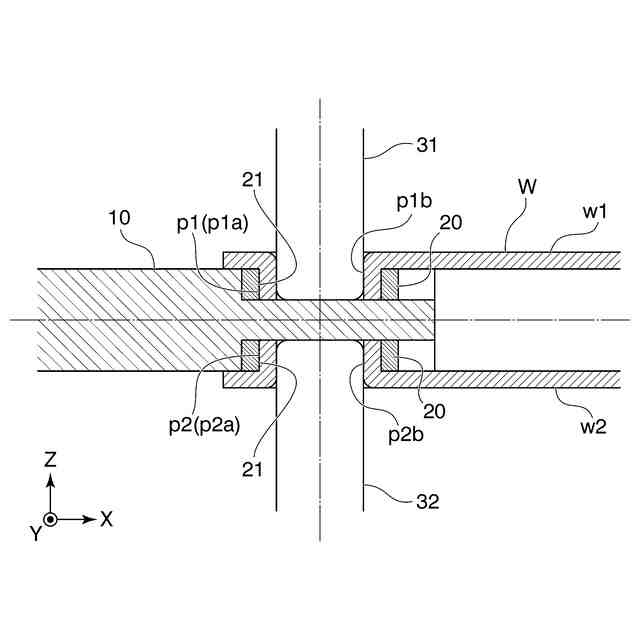
【解決手段】このバーリング加工方法は、中子10を拘束リング20と共に中間部品Wの閉断面内まで挿入し、拘束リング20と、第1下穴または第2下穴とが同軸になる位置に位置決めする工程と;バーリングパンチ31,32を打ち込むことで、第1壁部w1及び第2壁部w2を、拘束リング20で支持しながらバーリング縦壁p1,p2を形成すると同時に、バーリング縦壁p1,p2の外周面p1a,p2aを拘束リング20の内周面21に塑性締結させる工程と;塑性締結後の拘束リング20を閉断面内に残したまま、中子10を中間部品Wから引き抜いてバーリング加工部品を得る工程と、を有する。
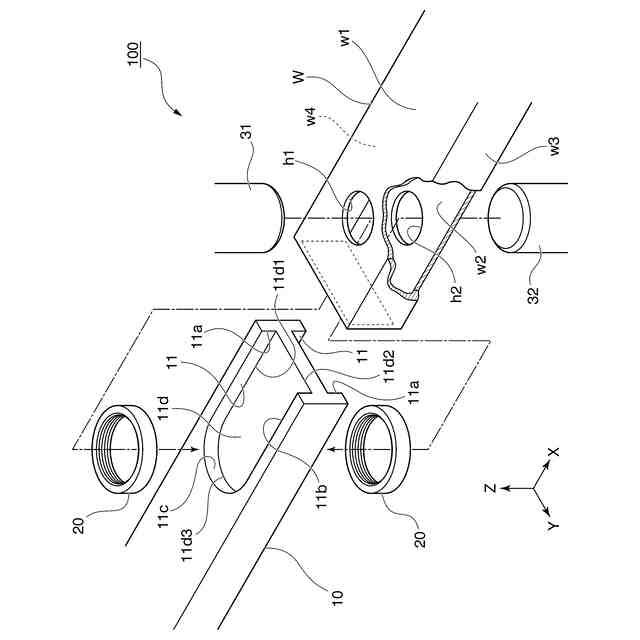
【選択図】図7
特許請求の範囲
【請求項1】
互いに対向する第1壁部及び第2壁部を閉断面の一部として含む中間部品に対し、前記第1壁部に形成された第1下穴、及び、前記第2壁部に形成されて前記第1下穴と同軸をなす第2下穴のうち、前記第1下穴のみ、又は、前記第1下穴及び前記第2下穴の両方、に対してバーリング加工穴を形成する方法であって、
挿抜方向の端部において開口した凹部が形成された中子の前記凹部内に拘束リングを配置する工程と、
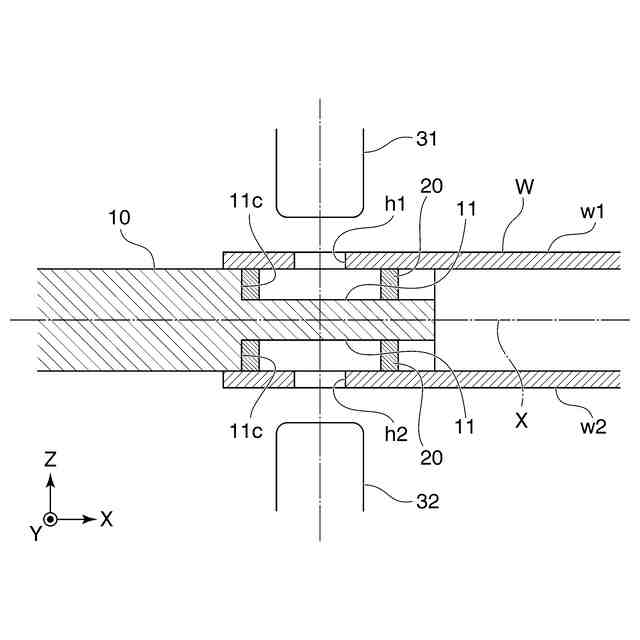
前記中子を、前記凹部内の前記拘束リングと共に前記中間部品の前記閉断面内まで挿入し、前記拘束リングと、前記第1下穴または前記第2下穴とが同軸になる位置に位置決めする工程と、
前記第1下穴のみ、又は前記第1下穴及び前記第2下穴の両方に、バーリングパンチを打ち込むことで、前記第1壁部のみ、又は、前記第1壁部及び前記第2壁部の両方を、前記拘束リングで支持しながらバーリング縦壁を形成すると同時に、前記バーリング縦壁の外周面を前記拘束リングの内周面に塑性締結させる工程と、
塑性締結後の前記拘束リングを前記閉断面内に残したまま、前記中子を前記中間部品から引き抜いてバーリング加工部品を得る工程と、
を有することを特徴とするバーリング加工方法。
続きを表示(約 1,300 文字)
【請求項2】
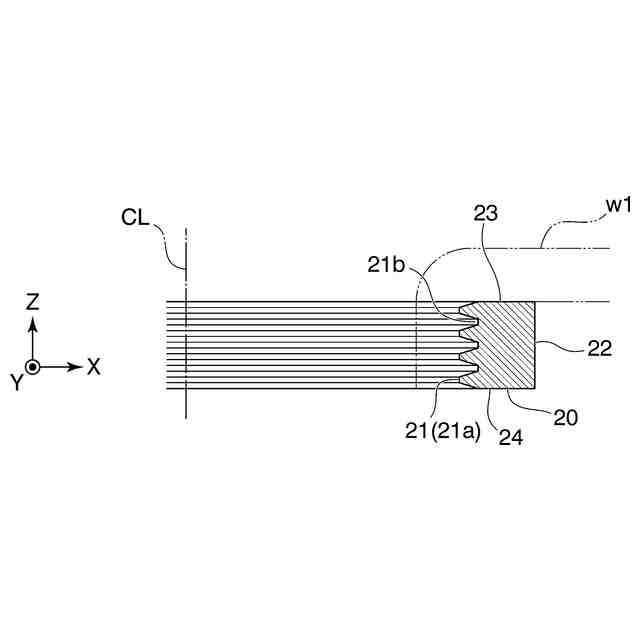
前記塑性締結させる工程で、前記拘束リングの内周面に対して前記バーリング縦壁の外周面が係止するように前記塑性締結させる
ことを特徴とする請求項1に記載のバーリング加工方法。
【請求項3】
前記拘束リングを配置する工程で、一対の前記拘束リングを互いに同軸に配置し、
前記位置決めする工程で、一対の前記拘束リングの一方を前記第1下穴と同軸に位置決めすると共に一対の前記拘束リングの他方を前記第2下穴と同軸でかつ一方の前記拘束リングから離間した位置に位置決めし、
前記塑性締結させる工程で、一対の前記拘束リングが互いに離間したまま前記塑性締結を行う、
ことを特徴とする請求項1または2に記載のバーリング加工方法。
【請求項4】
前記拘束リングを配置する工程で、前記拘束リングを磁力により前記中子に仮固定する
ことを特徴とする請求項1または2に記載のバーリング加工方法。
【請求項5】
互いに対向する第1壁部及び第2壁部を閉断面の一部として含む中間部品に対し、前記第1壁部に形成された第1下穴、及び、前記第2壁部に形成されて前記第1下穴と同軸をなす第2下穴のうち、前記第1下穴のみ、又は、前記第1下穴及び前記第2下穴の両方、に対してバーリング加工穴を形成する装置であって、
前記中間部品の前記閉断面に対する挿抜方向に沿って進退自在に配置され、前記挿抜方向の端部が開口してかつ拘束リングを配置する底面が形成された凹部を有する中子と、
前記中子及び前記中間部品間を前記挿抜方向に沿って接近離間させる駆動機構と、
前記凹部に対し、前記挿抜方向と直交する方向に沿って進退するバーリングパンチと、
を備えることを特徴とするバーリング加工装置。
【請求項6】
前記凹部が、
前記開口に通じてかつ前記挿抜方向に沿って長い溝と、
前記溝を間に挟んで前記開口と対向する内壁面と、
を有することを特徴とする請求項5に記載のバーリング加工装置。
【請求項7】
前記凹部が、前記中子の表裏面の両方に形成されている
ことを特徴とする請求項5または6に記載のバーリング加工装置。
【請求項8】
前記中子が、磁力を有する
ことを特徴とする請求項5または6に記載のバーリング加工装置。
【請求項9】
閉断面の一部をなす第1壁部及び第2壁部と、
前記第1壁部及び前記第2壁部の一方または両方に形成されたバーリング加工穴を有するバーリング縦壁と、
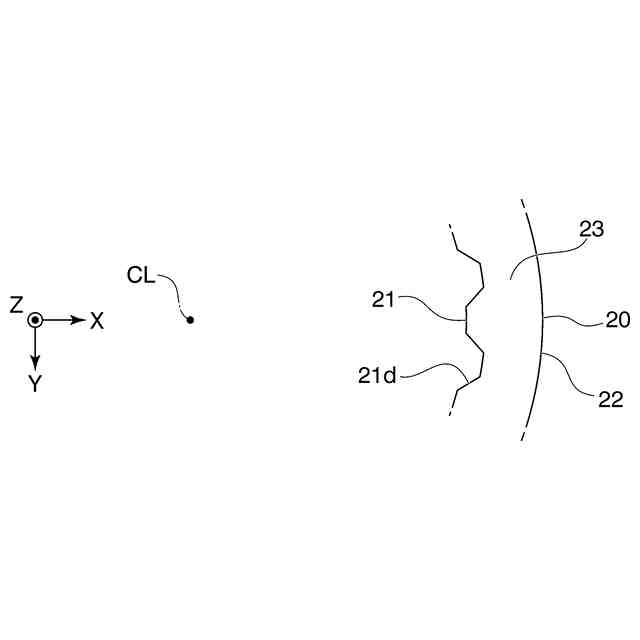
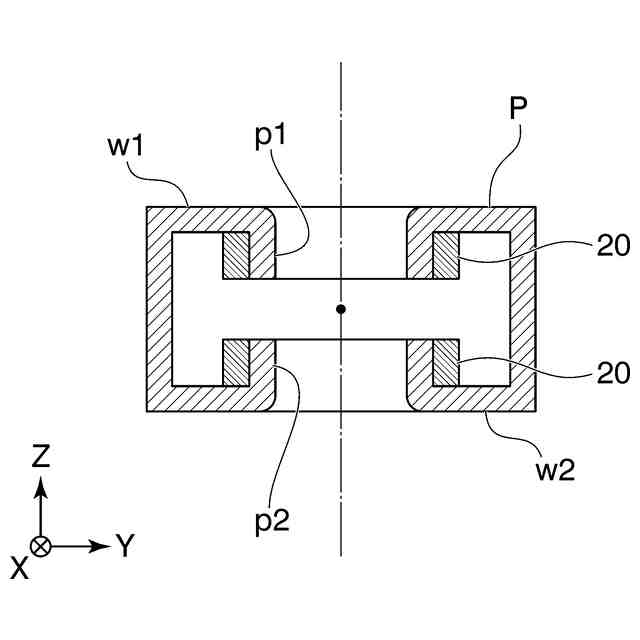
前記バーリング縦壁の外周囲に同軸配置され、前記バーリング縦壁が塑性締結された拘束リングと、
を備えることを特徴とするバーリング加工部品。
【請求項10】
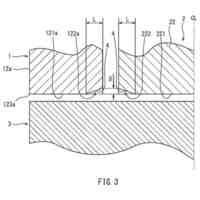
前記バーリング加工穴の軸線を含む断面で見たときに、前記バーリング縦壁の外周面と前記拘束リングの内周面との間に、係止部が形成されている
ことを特徴とする請求項9に記載のバーリング加工部品。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、バーリング加工方法と、バーリング加工装置と、バーリング加工部品とに関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
周知のように、複数の対象物を連結する構造部品として、その端部や中間位置に結合部が形成されたリンク構造部品が実用化されている。これらリンク構造部品は、例えば、建築構造用や自動車のサスペンション用など、種々の用途に用いられている。
例えば、自動車のサスペンション装置においては、ロアリンク、アッパーリンク、ラテラルリンク等のサスペンションリンクが用いられている。これらリンク構造部品は、他の構造部品との結合のためにバーリング加工穴を有するものがある。このバーリング加工穴によれば、単純な打ち抜き穴の場合と比べて、例えばブッシュ等の他の構造部品を保持する保持面積を大きく確保することができる。
【0003】
この種のバーリング加工の一例として、下記特許文献1に車両用サスペンションアームの製造方法が開示されている。この車両用サスペンションアームの製造方法では、離隔をあけて互いに向かい合う第1平板部と第2平板部とが少なくとも先端領域に形成された筒状体であるアーム本体を備え、前記アーム本体の先端領域に形成された第1平板部と第2平板部とを貫通して連結部材を固定するための円孔および前記円孔の周囲に円筒状フランジが形成された車両用サスペンションアームを製造する。具体的には、この車両用サスペンションアームの製造方法は、前記第1平板部と前記第2平板部とを、U字開口が前記アーム本体の先端側に向くように、互いに同じ形状であるU字形状にカットする第1工程と、前記アーム本体における前記U字状にカットされた部分の両側に存在する両側端部を円弧状に曲げる曲げ加工を行って前記両側端部の先端を互いに突き合わせ、前記突き合わされた部分を溶接することにより、前記第1平板部と前記第2平板部とに互いに向かい合う円孔を形成する第2工程と、前記第1平板部と前記第2平板部とに形成された円孔の周囲をバーリング加工して、前記円筒状フランジを形成する第3工程と、を有する。
【0004】
また、バーリング加工の他の例として、下記特許文献2に、サスペンションアームにおけるブッシュ取付部の加工方法が開示されている。このブッシュ取付部の加工方法では、ハット形の断面を有するサスペンションアーム1の一対の壁部間にカラーを嵌合させた後、カラーの内周面に当接する一対の突出部を前記一対の壁部にバーリングにより形成し、一対の突出部の内周にブッシュを圧入して固定している。このブッシュ取付部の加工方法によれば、カラーの作用で一対の突出部の同軸性が確保されるとともに剛性が向上し、しかもバーリング加工時の荷重の一部をカラーに受止させることにより、バーリングダイの耐久性向上を図ることができる、とされている。
【先行技術文献】
【特許文献】
【0005】
特開2017-087985号公報
特開平6-312227号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記特許文献1に記載の車両用サスペンションアームの製造方法では、まず部品端部にU字開口を形成し、U字開口の両側に隣接する両側端部を円弧状に曲げて互いに突き合わせ、さらに突き合わせた部分同士を溶接固定することで、円孔を形成している。バーリング加工はこの円孔を形成した後の第3工程で行われるが、バーリング加工穴の形成に至るまでの工数が多く複雑であるため、生産性向上の観点で課題があった。加えて、バーリング加工の前に、その下穴である円孔を曲げ加工及び溶接加工の組み合わせにより形成しているため、加工精度向上の点においても課題があった。
【0007】
また、上記特許文献2に記載のブッシュ取付部の加工方法では、バーリング加工の前に、カラーをバーリングダイで挟持し、このカラーが被加工材(サスペンションアーム)に形成された下穴である小孔と同軸をなすように固定した上で、バーリング加工を実施している。ここで、バーリングダイは、一対の開閉するダイ半体間にカラーを挟持する構成であるが、上述のようにハット形の開断面を有する被加工材であれば、その大きく開いた開口部からカラーを挟持したバーリングダイを差し込める。しかし、閉断面の被加工材に対しては適用できないという加工上の制限があった。
【0008】
本発明は、上記事情に鑑みてなされたものであって、閉断面形状の被加工材に対しても生産性を損なうことなく加工精度の高いバーリング加工を行えるバーリング加工方法及びバーリング加工装置と、このバーリング加工方法によって製造されたバーリング加工部品との提供を目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決して係る目的を達成するために、本発明は以下の態様を採用した。
(1)本発明の一態様に係るバーリング加工方法は、
互いに対向する第1壁部及び第2壁部を閉断面の一部として含む中間部品に対し、前記第1壁部に形成された第1下穴、及び、前記第2壁部に形成されて前記第1下穴と同軸をなす第2下穴のうち、前記第1下穴のみ、又は、前記第1下穴及び前記第2下穴の両方、に対してバーリング加工穴を形成する方法であって、
挿抜方向の端部において開口した凹部が形成された中子の前記凹部内に拘束リングを配置する工程と、
前記中子を、前記凹部内の前記拘束リングと共に前記中間部品の前記閉断面内まで挿入し、前記拘束リングと、前記第1下穴または前記第2下穴とが同軸になる位置に位置決めする工程と、
前記第1下穴のみ、又は前記第1下穴及び前記第2下穴の両方に、バーリングパンチを打ち込むことで、前記第1壁部のみ、又は、前記第1壁部及び前記第2壁部の両方を、前記拘束リングで支持しながらバーリング縦壁を形成すると同時に、前記バーリング縦壁の外周面を前記拘束リングの内周面に塑性締結させる工程と、
塑性締結後の前記拘束リングを前記閉断面内に残したまま、前記中子を前記中間部品から引き抜いてバーリング加工部品を得る工程と、
を有する。
【0010】
上記(1)に記載のバーリング加工方法によれば、中子の凹部内に拘束リングを配置する工程と、中間部品に中子を挿入して位置決めする工程と、バーリング縦壁の形成と同時にバーリング縦壁を拘束リングに塑性締結させる工程と、中子を中間部品から引き抜く工程と、を行うだけで、拘束リングにより補強されたバーリング加工穴を有するバーリング加工部品を得ることができる。このように、閉断面形状の中間部品に対し、シンプルな構造の中子を用いて僅かな工程数でバーリング加工穴を形成できるので、生産性が高い。加えて、バーリング加工中は、第1壁部及び第2壁部を拘束リングで支持しながらバーリング縦壁を形成できる上に、バーリング縦壁の形状をその周囲から常に拘束リングで拘束するので、バーリング加工穴の加工精度も高い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋳塊
20日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
12日前
日本製鉄株式会社
ボルト
12日前
日本製鉄株式会社
接合構造
1か月前
日本製鉄株式会社
棒状部材
1か月前
日本製鉄株式会社
継目無鋼管
20日前
日本製鉄株式会社
継目無鋼管
20日前
日本製鉄株式会社
杭基礎構造
1か月前
日本製鉄株式会社
クレビス継手
1か月前
日本製鉄株式会社
表面処理鋼板
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
鉄道車両用台車
12日前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
製鋼炉の操業方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
今日
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
高炉用冷却構造体
6日前
日本製鉄株式会社
覆砂材の製造方法
1か月前
日本製鉄株式会社
軸圧潰衝撃吸収部材
1か月前
日本製鉄株式会社
合金鉄粉の回収方法
1か月前
日本製鉄株式会社
銑鉄の割裂切断工法
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
日本製鉄株式会社
高炉炉底部冷却構造
20日前
日本製鉄株式会社
測定装置及び測定方法
1か月前
日本製鉄株式会社
溶削方法、及び溶削装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ