TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024156456
公報種別
公開特許公報(A)
公開日
2024-11-06
出願番号
2023070933
出願日
2023-04-24
発明の名称
超音波探傷装置
出願人
三菱重工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01N
29/26 20060101AFI20241029BHJP(測定;試験)
要約
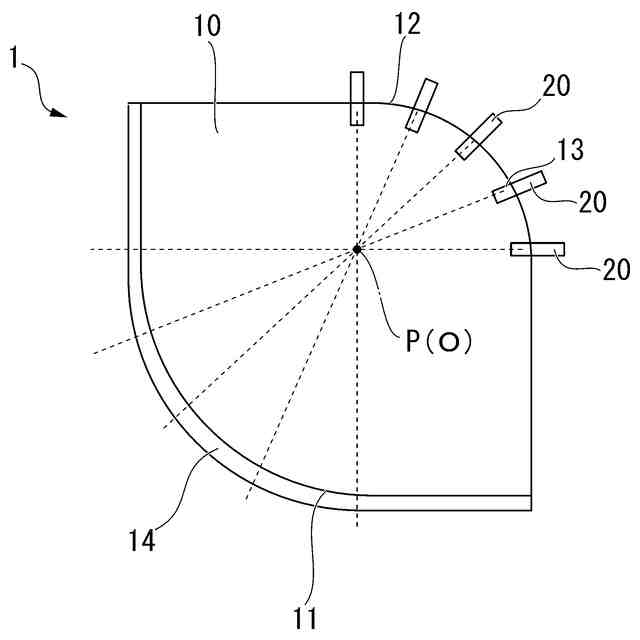
【課題】アール部に対するさらに精緻な超音波探傷を行うことが可能な超音波探傷装置を提供する。
【解決手段】超音波探傷装置は、軸線に沿って延びるとともに軸線に直交する断面視で円弧状に凹むアール部を有する検査対象物を超音波探傷するための超音波探傷装置であって、アール部に径方向から当接する当接湾曲面、及び当接湾曲面の反対側を向くとともに当接湾曲面と同等の曲率半径を有する対向湾曲面を有する治具と、治具に取り付けられる複数の探傷子と、を備え、治具の対向湾曲面には、断面視で対向湾曲面の周方向に間隔をあけて配列された複数の挿入孔が形成され、探傷子は前記挿入孔にそれぞれ挿入されている。
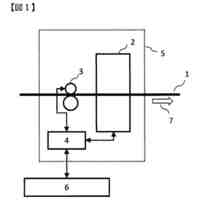
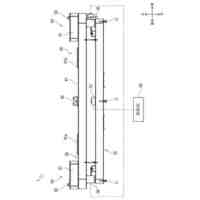
【選択図】図1
特許請求の範囲
【請求項1】
軸線に沿って延びるとともに該軸線に直交する断面視で円弧状に凹むアール部を有する検査対象物を超音波探傷するための超音波探傷装置であって、
前記アール部に径方向から当接する当接湾曲面、及び該当接湾曲面の反対側を向くとともに該当接湾曲面と同等の曲率半径を有する対向湾曲面を有する治具と、
該治具に取り付けられる複数の探傷子と、
を備え、
前記治具の前記対向湾曲面には、断面視で該対向湾曲面の周方向に間隔をあけて配列された複数の挿入孔が形成され、前記探傷子は前記挿入孔にそれぞれ挿入されている超音波探傷装置。
続きを表示(約 890 文字)
【請求項2】
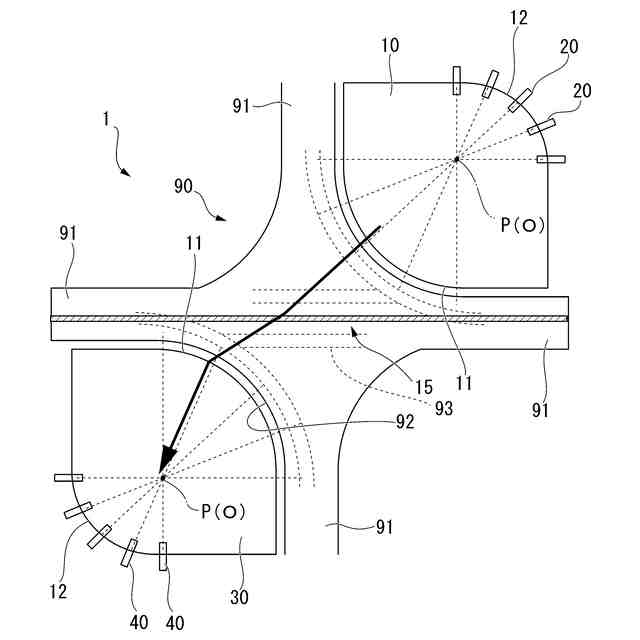
前記検査対象物は、前記アール部から見て基準領域を挟んで反対側に位置する他のアール部をさらに有し、
前記超音波探傷装置は、
前記他のアール部に配置され、該他のアール部に径方向から当接する当接湾曲面、及び該当接湾曲面の反対側を向くとともに該当接湾曲面と同等の曲率半径を有する対向湾曲面を有する受信用治具と、
該受信用治具に取り付けられて、前記送信用探傷子から発せられた超音波を受信する複数の受信用探傷子と、
をさらに備え、
前記受信用治具の前記対向湾曲面には、断面視で該対向湾曲面の周方向に間隔をあけて配列された複数の挿入孔が形成され、前記受信用探傷子は前記挿入孔にそれぞれ挿入されている請求項1に記載の超音波探傷装置。
【請求項3】
前記挿入孔、及び前記挿入孔の内周面には、前記探傷子、及び前記受信用探傷子の外周面に形成された雄ネジと螺合する雌ネジが形成されている請求項2に記載の超音波探傷装置。
【請求項4】
軸線に沿って延びるとともに該軸線に直交する断面視で円弧状に凹むアール部を有する検査対象物を超音波探傷するための超音波探傷装置であって、
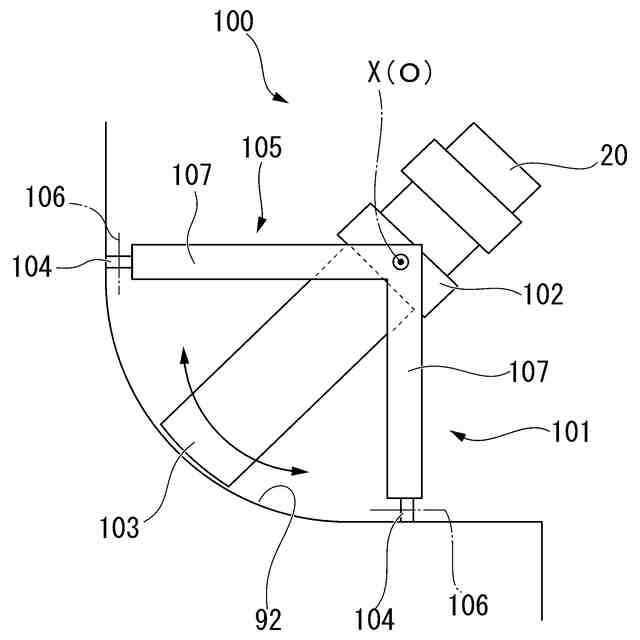
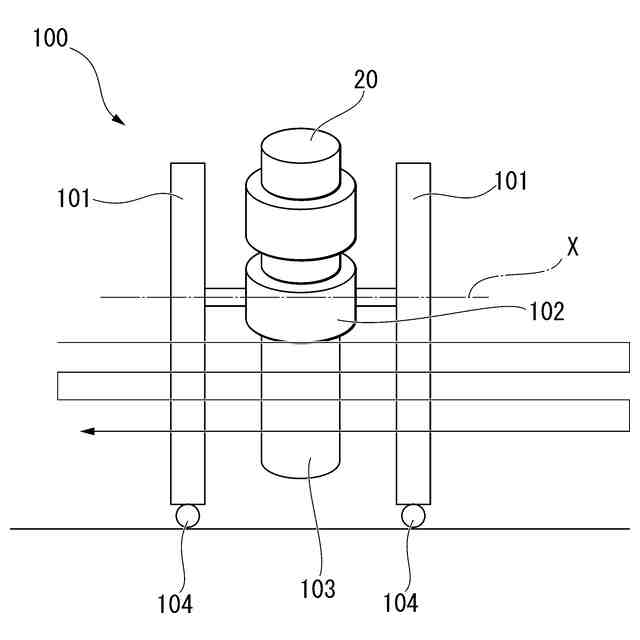
前記アール部に対して周方向における2点で当接するとともに該アール部に沿って前記軸線方向に転動可能な転動部と、
径方向における2方向に延びることで、一方側の端部で該転動部を支持するとともに他方側の端部で互いに接続されている一対の保持部と、
該一対の保持部に挟持されて、前記アール部の円弧に沿う方向に回動可能なリング部と、
該リング部に支持されているシュー、及び該シューに一体に設けられた探傷子と、
を備える超音波探傷装置。
【請求項5】
前記シューの先端部は、前記アール部の曲率に対応した曲面状をなしている請求項4に記載の超音波探傷装置。
【請求項6】
前記リング部を前記保持部に対して段階的に回動させるラチェット機構をさらに備える請求項4又は5に記載の超音波探傷装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、超音波探傷装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
例えば、繊維強化樹脂等の複合材料や、金属部材の溶接部を非破壊で検査するための装置として超音波探傷装置が広く用いられている。この種の具体例として下記特許文献1に記載されたものが知られている。下記特許文献1に係る技術では、水中に没している溶接部の湾曲したアール部に対して非接触の状態でプローブの角度・姿勢をコントロールしながら超音波探傷することが可能とされている。
【先行技術文献】
【特許文献】
【0003】
特開2021-167749号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、検査対象物の寸法体格によっては上記のように水中に配置することが難しい。この場合、探傷子を検査対象物に当接させて検査を行う必要がある。すると、上記特許文献1に係る装置では、探傷子の角度や姿勢を精緻に調節することに困難を生じてしまう。
【0005】
本開示は上記課題を解決するためになされたものであって、アール部に対するさらに精緻な超音波探傷を行うことが可能な超音波探傷装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本開示に係る超音波探傷装置は、軸線に沿って延びるとともに該軸線に直交する断面視で円弧状に凹むアール部を有する検査対象物を超音波探傷するための超音波探傷装置であって、前記アール部に径方向から当接する当接湾曲面、及び該当接湾曲面の反対側を向くとともに該当接湾曲面と同等の曲率半径を有する対向湾曲面を有する送信用治具と、該送信用治具に取り付けられる複数の送信用探傷子と、を備え、前記送信用治具の前記対向湾曲面には、断面視で該対向湾曲面の周方向に間隔をあけて配列された複数の挿入孔が形成され、前記送信用探傷子は前記挿入孔にそれぞれ挿入されている。
【0007】
本開示に係る超音波探傷装置は、軸線に沿って延びるとともに該軸線に直交する断面視で円弧状に凹むアール部を有する検査対象物を超音波探傷するための超音波探傷装置であって、前記アール部に対して周方向における2点で当接するとともに該アール部に沿って前記軸線方向に転動可能な転動部と、径方向における2方向に延びることで、一方側の端部で該転動部を支持するとともに他方側の端部で互いに接続されている一対の保持部と、該一対の保持部に挟持されて、前記アール部の円弧に沿う方向に回動可能なリング部と、該リング部に支持されているシュー、及び該シューに一体に設けられた探傷子と、を備える。
【発明の効果】
【0008】
本開示によれば、アール部に対するさらに精緻な超音波探傷を行うことが可能な超音波探傷装置を提供することができる。
【図面の簡単な説明】
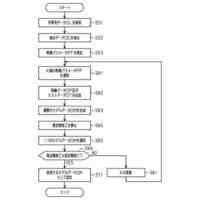
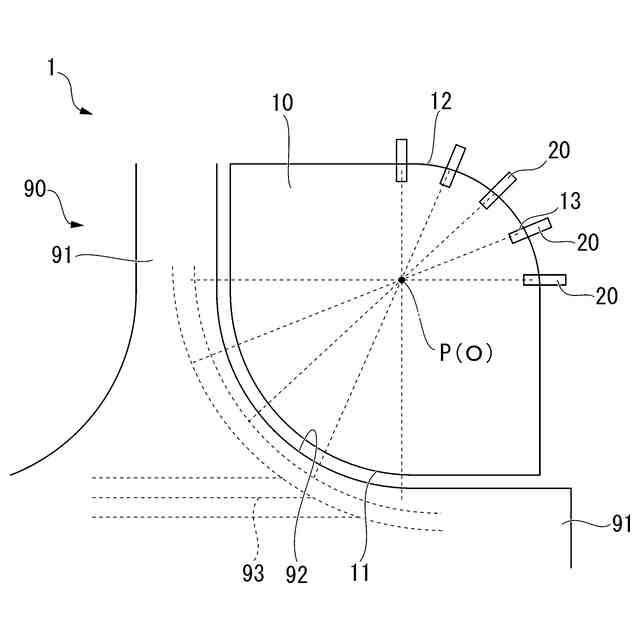
【0009】
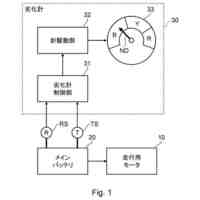
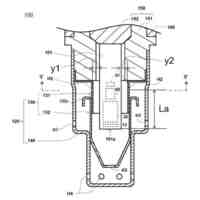
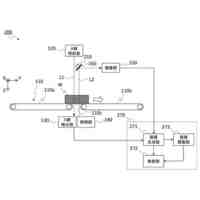
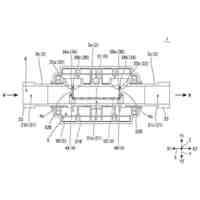
本開示の第一実施形態に係る超音波探傷装置の構成を示す断面図である。
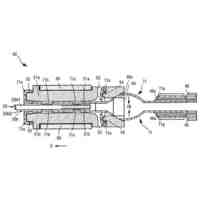
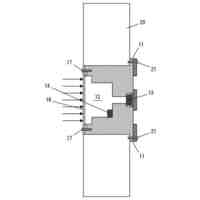
本開示の第一実施形態に係る超音波探傷装置の変形例を示す断面図である。
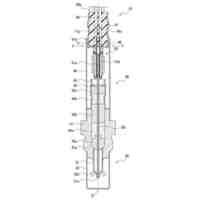
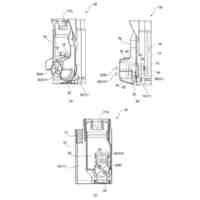
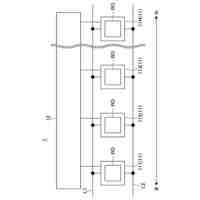
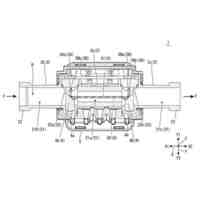
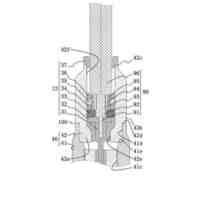
本開示の第二実施形態に係る超音波探傷装置の構成を示す断面図である。
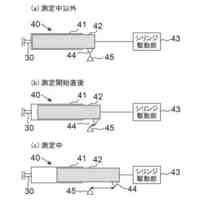
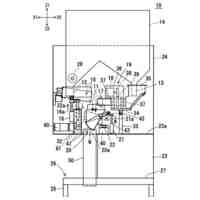
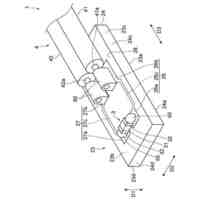
本開示の第三実施形態に係る超音波探傷装置の構成を示す側面図である。
本開示の第三実施形態に係る超音波探傷装置の構成を示す正面図である。
本開示の第三実施形態に係る超音波探傷装置の変形例を示す要部拡大図である。
【発明を実施するための形態】
【0010】
<第一実施形態>
(超音波探傷装置1の構成)
以下、本開示の第一実施形態に係る超音波探傷装置1について、図1を参照して説明する。この超音波探傷装置1は、図1に示す検査対象物90の表面、及び内部の欠陥を超音波の反射波によって検知・特定するための装置である。検査対象物90は、繊維強化樹脂である。つまり、検査対象物90は、シート状の繊維材料で形成されたプリプレグに樹脂を含侵させることで形成されている。検査対象物90は、軸線O方向から見て、互いに交差する方向に延びる一対の桁部91と、これら桁部91同士の間に設けられたアール部92とを有する。アール部92は、軸線Oを中心とする円弧状をなしている。円弧の曲率半径は図1の例では周方向の全域にわたって一定である。桁部91、及びアール部92の内部では、概略として図1中の破線で示すような繊維積層面93が形成されている。つまり、桁部91の内部では当該桁部91自体の延びる方向に沿って繊維積層面93が形成されている。アール部92の表面近傍では、当該アール部92自体の延びる円弧方向に沿って繊維積層面93が形成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
粒子分析装置
2日前
個人
アクセサリー型テスター
3日前
日本精機株式会社
位置検出装置
19日前
東レ株式会社
シート状物の検査方法
17日前
栄進化学株式会社
浸透探傷用濃縮液
9日前
エイブリック株式会社
電流検出回路
16日前
株式会社テイエルブイ
振動検出装置
2日前
株式会社ミツトヨ
画像測定機
4日前
ダイハツ工業株式会社
試料セル
2日前
株式会社チノー
放射光測温装置
16日前
東ソー株式会社
自動分析装置及び方法
19日前
トヨタ自動車株式会社
電気自動車
3日前
株式会社 キョーワ
食品搬送装置
16日前
大和製衡株式会社
計量装置
9日前
日本特殊陶業株式会社
ガスセンサ
16日前
日本特殊陶業株式会社
ガスセンサ
16日前
大成建設株式会社
画像表示システム
12日前
理研計器株式会社
ガス検出器
4日前
理研計器株式会社
ガス検出器
4日前
理研計器株式会社
ガス検出器
4日前
理研計器株式会社
ガス検出器
4日前
富士電機株式会社
エンコーダ
17日前
日本碍子株式会社
ガスセンサ
16日前
株式会社熊谷組
計測システム
9日前
理研計器株式会社
ガス検出器
4日前
株式会社 システムスクエア
検査装置
10日前
株式会社ニコン
検出装置
2日前
TDK株式会社
温度センサ
17日前
東洋計器株式会社
超音波式流量計
9日前
株式会社ヨコオ
シートコンタクタ
19日前
東洋計器株式会社
超音波式流量計
9日前
東洋計器株式会社
超音波式流量計
9日前
株式会社デンソー
試験装置
12日前
トヨタ自動車株式会社
情報処理装置
2日前
合同会社ステディステップス
側圧測定装置
2日前
シチズンファインデバイス株式会社
圧力検出装置
16日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ