TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024147956
公報種別
公開特許公報(A)
公開日
2024-10-17
出願番号
2023060739
出願日
2023-04-04
発明の名称
回転切削工具
出願人
株式会社アライドマテリアル
代理人
弁理士法人深見特許事務所
主分類
B23D
77/00 20060101AFI20241009BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工品質の高い回転切削工具を提供する。
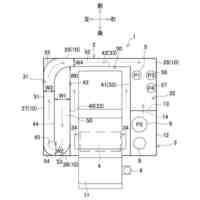
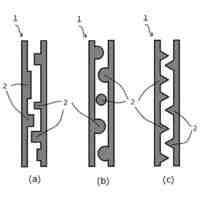
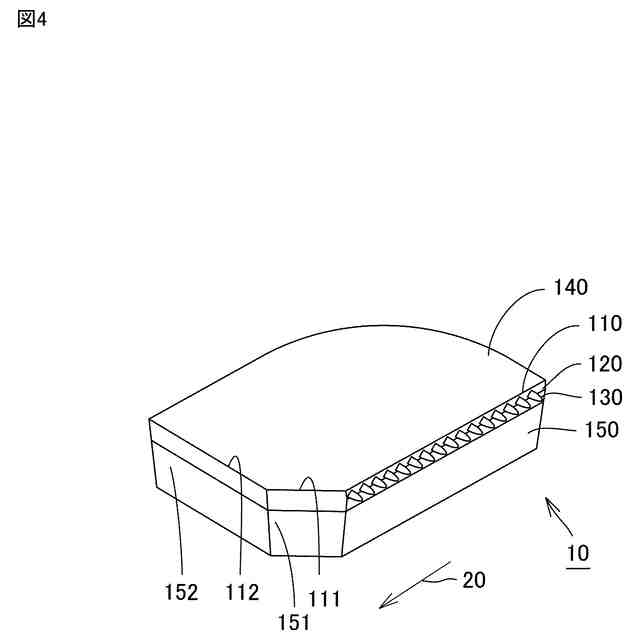
【解決手段】台金と、台金の外周側に設けられたチップとを備え、チップのすくい面と外周逃げ面との境界部に外周切れ刃が設けられ、外周切れ刃の回転方向後側にはマージンが設けられ、マージンに深さ0.005mm以上0.5mm以下の溝が設けられ、溝は前記外周切れ刃に平行または角度を有して設けられ、溝の工具先端側は、外周切れ刃の稜線より回転方向後ろ側に設けられる。
【選択図】図4
特許請求の範囲
【請求項1】
台金と、前記台金の外周側に設けられたチップとを備え、
前記チップのすくい面と外周逃げ面との境界部に外周切れ刃が設けられ、
前記外周切れ刃の回転方向後側にはマージンが設けられ、
前記マージンに深さ0.005mm以上0.5mm以下の溝が設けられ、
前記溝は前記外周切れ刃に平行または角度を有して設けられ、
前記溝の工具先端側は、前記外周切れ刃の稜線より回転方向後ろ側に設けられた回転切削工具。
続きを表示(約 270 文字)
【請求項2】
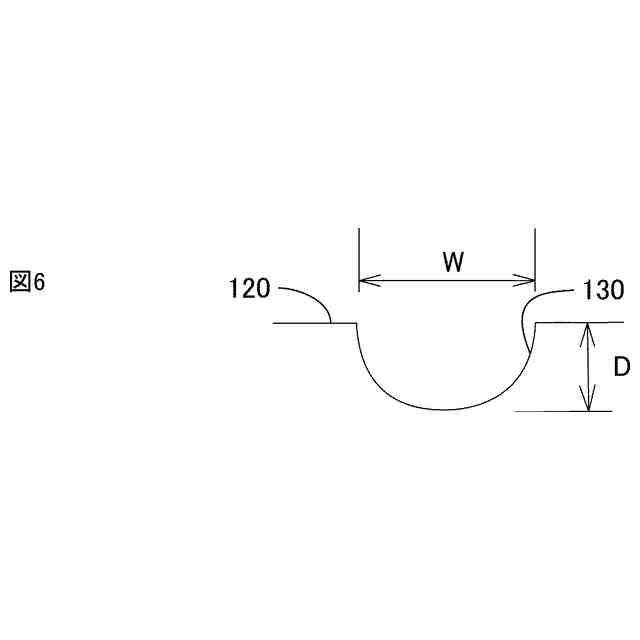
前記溝の幅は、0.03mm~0.15mmである請求項1に記載の回転切削工具。
【請求項3】
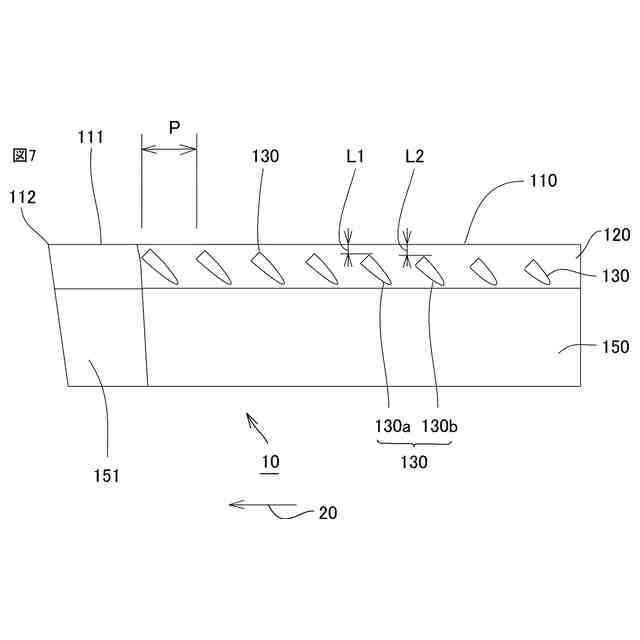
前記溝の工具先端側の部分は、前記外周切れ刃の稜線に最も近く、工具後端側へ向かうほど前記外周切れ刃の稜線から離れるように設けられる請求項1または2に記載の回転切削工具。
【請求項4】
前記溝のピッチは少なくとも工具の1回転当たりの送り量以下である、請求項1または2に記載の回転切削工具。
【請求項5】
前記溝の断面形状は、台形または円形である、請求項1または2に記載の回転切削工具。
発明の詳細な説明
【技術分野】
【0001】
本開示は、回転切削工具に関するものである。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
従来、回転切削工具は、たとえば特開2014-87856号公報(先行文献1)に開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2014-87856号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の回転切削工具では加工品質が低いという問題があった。
【課題を解決するための手段】
【0005】
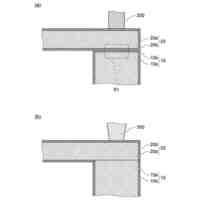
回転切削工具は、台金と、前記台金の外周側に設けられたチップとを備える。前記チップのすくい面と外周逃げ面との境界部に外周切れ刃が設けられる。前記外周切れ刃の回転方向後側にはマージンが設けられる。前記マージンに深さ0.005mm以上0.5mm以下の溝が設けられる。前記溝は前記外周切れ刃に平行または角度を有して設けられる。前記溝の工具先端側は、前記外周切れ刃の稜線より回転方向後ろ側に設けられる。
【0006】
本開示は、自動車向けアルミニウムの基幹部品(シリンダーヘッド/ブロック/ステアリング/油圧コントロールバルブ)、燒結金属などの穴仕上げ加工用で、ワーク孔の表面粗さの改善や径収縮が問題となる肉厚が薄い部品などに高精度な加工を行うことができるPCD(Polycrystalline Diamond)回転切削工具に関する。
【0007】
従来、アルミニウム部品の内径仕上げ切削加工に超硬リーマまたはPCDリーマなどが使用される。一般的に孔加工後の内径は弾性回復するために収縮したり、リーマの振れにより拡大するなど、内径を決めるリーマ径の設定は非常に難しい。
【0008】
一般的にリーマ径は、内径公差上限値から1~3μm小さくすると共に、刃径公差幅を5μm前後で設定される。
【0009】
上記の公差のリーマ工具を用いて加工すると、リーマ径に対し孔径は2~3μm小さくなる結果、刃径値より3~6μm程度小さな値で加工が始まる。すなわち、加工径収縮量は2~3μmであり刃径の設定範囲は1~3μmである。
【0010】
具体例には、φ18H7(+0.018/0)(H7は、はめあいで用いる孔の寸法許容差:JIS B 0401-1,-2(1998))を対象にした場合、刃径φ18.016+0/-0.005で収縮量3μmの場合、φ18.008~18.013と許容公差の中央値以下からスタートになる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
1か月前
日東精工株式会社
ねじ締め機
22日前
個人
コンタクトチップ
12日前
日東精工株式会社
ねじ締め機
22日前
トヨタ自動車株式会社
治具
23日前
株式会社ダイヘン
スタッド溶接電源
14日前
ブラザー工業株式会社
工作機械
1か月前
株式会社ダイヘン
インチング制御方法
6日前
株式会社MOLDINO
ドリル
1か月前
株式会社FUJI
ワーク置き台
19日前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
12日前
旭精工株式会社
シャフトブレーキ
12日前
光精工株式会社
クーラントタンク
19日前
株式会社不二越
エンドミル
1か月前
株式会社ダイヘン
アークスタート制御方法
6日前
古川精機株式会社
タッピングガイド
16日前
株式会社ムラタ溶研
剪断装置
26日前
三和テッキ株式会社
レーザ付着物除去装置
14日前
株式会社ダイヘン
溶接電源装置
14日前
株式会社東京精密
加工用排液濾過装置
14日前
株式会社大林組
構造物形成方法
13日前
カヤバ株式会社
溶接方法及び溶接構造
19日前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
レーザ溶接方法
19日前
株式会社アイシン
金属部材の接合方法
22日前
トヨタ自動車株式会社
レーザ加工装置
13日前
オークマ株式会社
切削液循環装置
7日前
トリックス株式会社
端部封止方法
19日前
株式会社ダイヘン
2重シールドティグ溶接方法
今日
株式会社不二越
摩擦撹拌接合装置
26日前
株式会社ダイヘン
2重シールドティグ溶接方法
今日
日本タングステン株式会社
形彫放電加工用電極
13日前
株式会社東芝
レーザ溶接方法
14日前
日進工具株式会社
切削工具
8日前
ダイハツ工業株式会社
マシニングセンタ
5日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ