TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024143170
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023055702
出願日
2023-03-30
発明の名称
機械加工方法及び溝加工条件の導出方法
出願人
三菱重工業株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B23P
25/00 20060101AFI20241003BHJP(工作機械;他に分類されない金属加工)
要約
【課題】残留応力による変形を抑制する。
【解決手段】素材を機械加工して製品を製造する機械加工方法において、前記素材は、内部に発生する残留応力に応じた変形モード及び変位量となっており、前記変形モードは、外側に突出する凸面を有しており、前記素材の前記凸面となる部位であって、前記素材の形状から前記製品の形状を差し引いた部位である余肉部に、前記残留応力を解放するための溝加工を行うステップと、溝加工後の前記素材を機械加工して、前記製品を製造するステップと、を実行する。
【選択図】図1
特許請求の範囲
【請求項1】
素材を機械加工して製品を製造する機械加工方法において、
前記素材は、内部に発生する残留応力に応じた変形モード及び変位量となっており、
前記変形モードは、外側に突出する凸面を有しており、
前記素材の前記凸面となる部位であって、前記素材の形状から前記製品の形状を差し引いた部位である余肉部に、前記残留応力を解放するための溝加工を行うステップと、
溝加工後の前記素材を機械加工して、前記製品を製造するステップと、を実行する機械加工方法。
続きを表示(約 1,200 文字)
【請求項2】
前記溝加工は、前記余肉部の範囲内での溝加工であり、スリットを形成するスリット加工、及び貫通孔を形成する貫通孔加工の少なくとも一方を含む請求項1に記載の機械加工方法。
【請求項3】
素材に機械加工される溝であって、前記素材の内部に発生する残留応力を解放するための前記溝の加工条件を導出する、コンピュータにより実行される溝加工条件の導出方法であって、
前記コンピュータが、
実素材の変形モードと変位量とを取得するステップと、
前記素材の形状に基づいて、FEM解析の解析モデルとなるソリッドモデルを作成するステップと、
前記素材の製造プロセスを模擬する模擬解析を実行して、取得した前記実素材の前記変形モード及び前記変位量と一致するように、前記素材の前記ソリッドモデルに前記残留応力を導入するステップと、
前記残留応力が導入された前記ソリッドモデルに対して、前記素材の形状から製品の形状を差し引いた部位である余肉部であって、前記素材の外側に突出する凸面となる部位に、機械加工される前記溝の設定を行うステップと、
前記余肉部の範囲内で、前記溝の最大深さを設定するステップと、
前記残留応力が導入された前記ソリッドモデルに対して、要素消滅法による前記溝の機械加工を模擬したFEM解析を実行して、前記素材の前記変形モード及び前記変位量を取得し、予め規定された前記変位量以下となる前記溝の加工条件を導出するステップと、を実行する溝加工条件の導出方法。
【請求項4】
前記製造プロセスを模擬する前記模擬解析は、前記素材への焼き入れ処理を模擬する熱弾塑性解析と、前記素材への成形を模擬する弾塑性解析を含む請求項3に記載の溝加工条件の導出方法。
【請求項5】
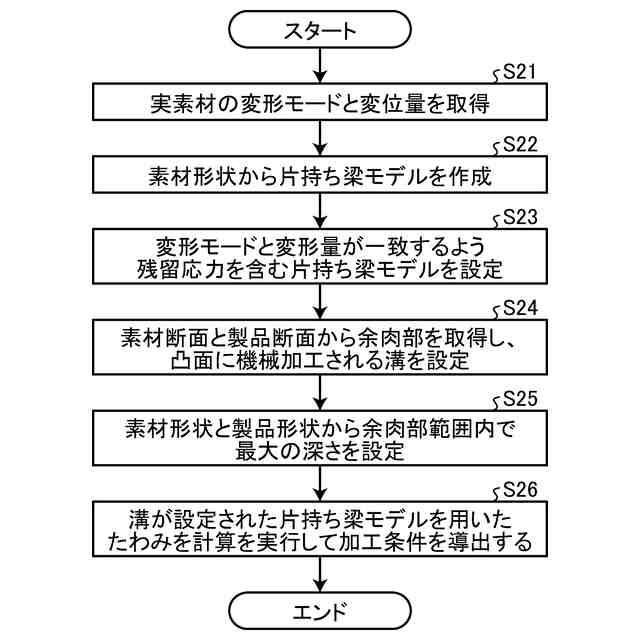
素材に機械加工される溝であって、前記素材の内部に発生する残留応力を解放するための前記溝の加工条件を導出する、コンピュータにより実行される溝加工条件の導出方法であって、
前記コンピュータが、
実素材の変形モードと変位量とを取得するステップと、
前記素材の形状に基づいて、材料力学を用いたたわみ計算の計算モデルとなる片持ち梁モデルを作成するステップと、
取得した前記実素材の前記変形モード及び前記変位量と一致するように、前記残留応力を含む前記片持ち梁モデルを設定するステップと、
前記残留応力を含む前記片持ち梁モデルに対して、前記素材の形状から製品の形状を差し引いた部位である余肉部であって、前記素材の外側に突出する凸面となる部位に、機械加工される前記溝の設定を行うステップと、
前記余肉部の範囲内で、前記溝の深さを設定するステップと、
設定された前記溝の深さに基づいて、前記溝が機械加工された前記片持ち梁モデルを用いたたわみ計算を実行して、予め規定された前記変位量以下となる前記溝の加工条件を導出するステップと、を実行する溝加工条件の導出方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、機械加工方法及び溝加工条件の導出方法に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、型素材に溝を加工して、型素材に生じている残留応力を解放し、この後、型素材の型彫りして型を製造する型の製造方法が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2000-117355号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に示すように、内部に残留応力が生じている素材に対して、残留応力を解放するための溝を加工する場合、型素材の内部に没入する凹面に形成されている。しかしながら、素材の凹面に溝加工を行っても、残留応力を適切に解放することができず、素材を機械加工して製造される製品に発生する変形を抑制することが困難であった。
【0005】
そこで、本開示は、残留応力による変形を抑制することができる機械加工方法及び溝加工条件の導出方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
本開示の機械加工方法は、素材を機械加工して製品を製造する機械加工方法において、前記素材は、内部に発生する残留応力に応じた変形モード及び変位量となっており、前記変形モードは、外側に突出する凸面を有しており、前記素材の前記凸面となる部位であって、前記素材の形状から前記製品の形状を差し引いた部位である余肉部に、前記残留応力を解放するための溝加工を行うステップと、溝加工後の前記素材を機械加工して、前記製品を製造するステップと、を実行する。
【0007】
本開示の溝加工条件の導出方法は、素材に機械加工される溝であって、前記素材の内部に発生する残留応力を解放するための前記溝の加工条件を導出する、コンピュータにより実行される溝加工条件の導出方法であって、前記コンピュータが、実素材の変形モードと変位量とを取得するステップと、前記素材の形状に基づいて、FEM解析の解析モデルとなるソリッドモデルを作成するステップと、前記素材の製造プロセスを模擬する模擬解析を実行して、取得した前記実素材の前記変形モード及び前記変位量と一致するように、前記素材の前記ソリッドモデルに前記残留応力を導入するステップと、前記残留応力が導入された前記ソリッドモデルに対して、前記素材の形状から製品の形状を差し引いた部位である余肉部であって、前記素材の外側に突出する凸面となる部位に、機械加工される前記溝の設定を行うステップと、前記余肉部の範囲内で、前記溝の最大深さを設定するステップと、前記残留応力が導入された前記ソリッドモデルに対して、要素消滅法による前記溝の機械加工を模擬したFEM解析を実行して、前記素材の前記変形モード及び前記変位量を取得し、予め規定された前記変位量以下となる前記溝の加工条件を導出するステップと、を実行する。
【0008】
本開示の溝加工条件の導出方法は、素材に機械加工される溝であって、前記素材の内部に発生する残留応力を解放するための前記溝の加工条件を導出する、コンピュータにより実行される溝加工条件の導出方法であって、前記コンピュータが、実素材の変形モードと変位量とを取得するステップと、前記素材の形状に基づいて、材料力学を用いたたわみ計算の計算モデルとなる片持ち梁モデルを作成するステップと、取得した前記実素材の前記変形モード及び前記変位量と一致するように、前記片持ち梁モデルに含まれる前記残留応力を設定するステップと、前記残留応力が設定された前記片持ち梁モデルに対して、前記素材の形状から製品の形状を差し引いた部位である余肉部であって、前記素材の外側に突出する凸面となる部位に、機械加工される前記溝の設定を行うステップと、前記余肉部の範囲内で、前記溝の深さを設定するステップと、設定された前記溝の深さに基づいて、前記溝が機械加工された前記片持ち梁モデルを用いたたわみ計算を実行して、予め規定された前記変位量以下となる前記溝の加工条件を導出するステップと、を実行する。
【発明の効果】
【0009】
本開示によれば、残留応力による変形を抑制することができる。
【図面の簡単な説明】
【0010】
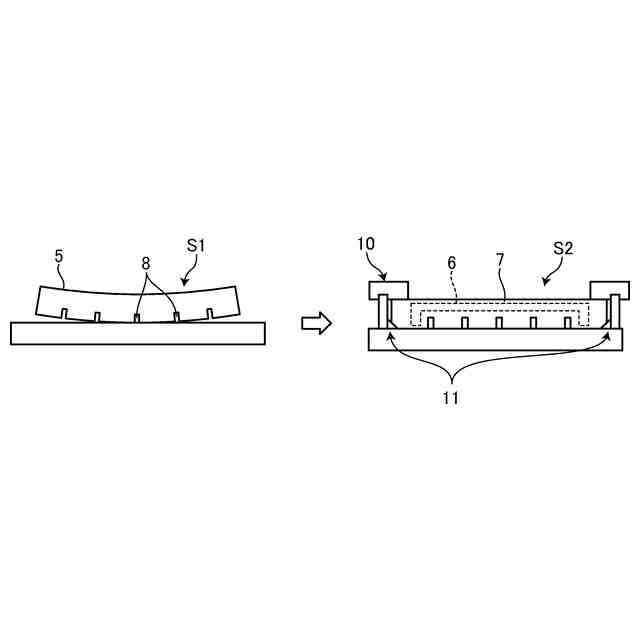
図1は、第一実施形態に係る機械加工方法の説明図である。
図2は、第一実施形態に係る溝加工条件の導出方法に関するフローチャートである。
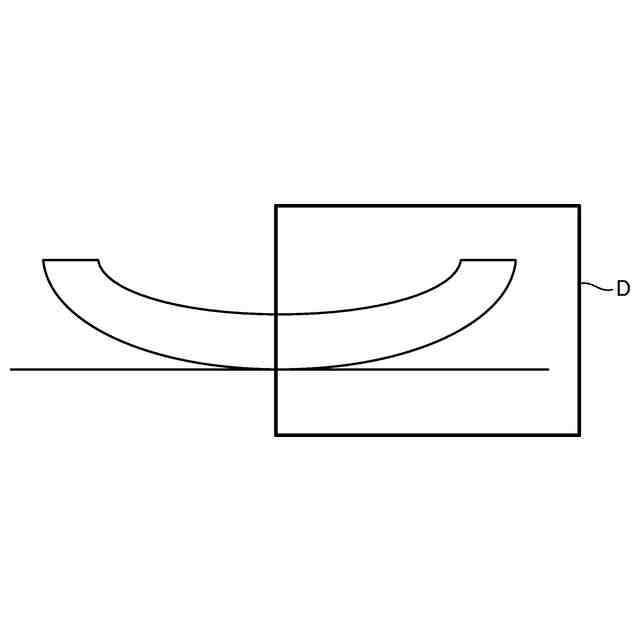
図3は、第二実施形態に係る溝加工条件の導出方法で用いる片持ち梁モデルの説明図である。
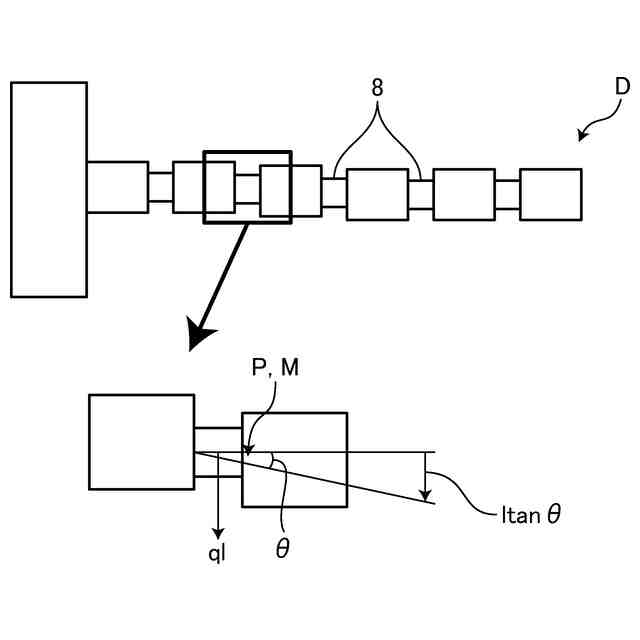
図4は、第二実施形態に係る溝加工条件の導出方法で用いる溝加工された片持ち梁モデルの説明図である。
図5は、第二実施形態に係る溝加工条件の導出方法に関するフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
1か月前
個人
作業用治具
2日前
個人
トーチノズル
1日前
日東精工株式会社
検査装置
7日前
個人
コンタクトチップ
21日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
トヨタ自動車株式会社
治具
1か月前
有限会社ハラダ印刷
穿孔機用案内板
2か月前
エンシュウ株式会社
工作機械
1日前
株式会社ダイヘン
スタッド溶接電源
23日前
ブラザー工業株式会社
工作機械
1か月前
津根精機株式会社
鉄筋切断装置
2か月前
株式会社ダイヘン
くびれ検出制御方法
2か月前
福井県
マルチマテリアルの点接合構造
2か月前
ブラザー工業株式会社
工作機械
21日前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
ワーク置き台
28日前
株式会社MOLDINO
ドリル
2か月前
株式会社ダイヘン
インチング制御方法
15日前
旭精工株式会社
シャフトブレーキ
21日前
光精工株式会社
クーラントタンク
28日前
株式会社不二越
エンドミル
1か月前
株式会社向洋技研
スポットネジ及び電極
2か月前
個人
交換式給油ブラシの切削油の給油器
2か月前
株式会社ムラタ溶研
剪断装置
1か月前
株式会社進和
肉盛加工ノズル
2か月前
三和テッキ株式会社
レーザ付着物除去装置
23日前
津田駒工業株式会社
工作機械用の主軸装置
8日前
株式会社ダイヘン
アークスタート制御方法
15日前
古川精機株式会社
タッピングガイド
25日前
株式会社大林組
構造物形成方法
22日前
トヨタ自動車株式会社
レーザ溶接方法
28日前
ブラザー工業株式会社
工作機械
1か月前
株式会社アイシン
金属部材の接合方法
1か月前
トヨタ自動車株式会社
レーザ加工装置
22日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ