TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024138630
公報種別
公開特許公報(A)
公開日
2024-10-09
出願番号
2023049213
出願日
2023-03-27
発明の名称
研削加工システム、及び、機械学習装置
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
B24B
49/18 20060101AFI20241002BHJP(研削;研磨)
要約
【課題】 熟練技術者等でなくても、容易にツルーイング条件を設定できる、研削加工システムの提供
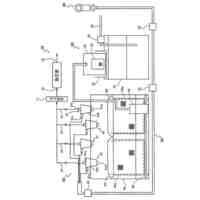
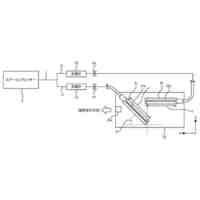
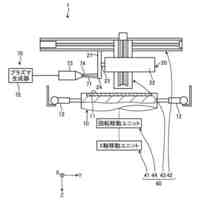
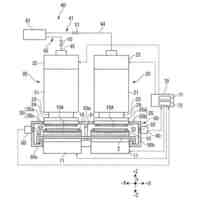
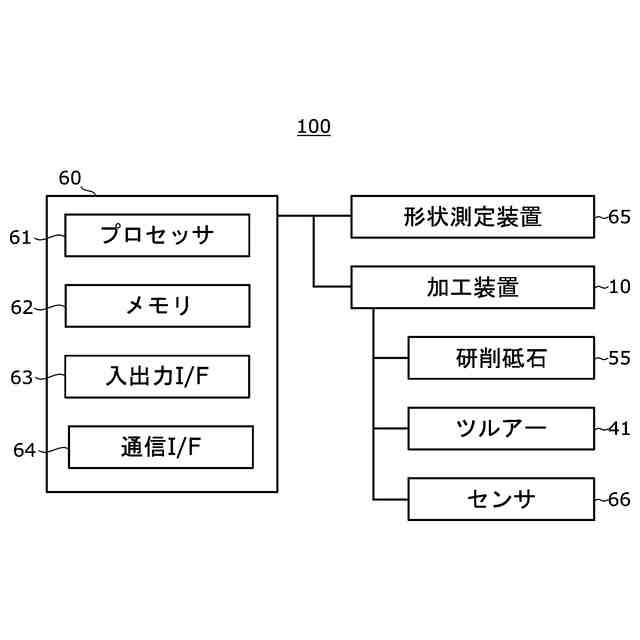
【解決手段】 所定の加工条件に基づき、回転する砥石とワークとを接触させて、上記ワークを目標形状に研削加工する加工装置10と、上記ワークの形状を測定する形状測定装置65と、上記研削加工の際の加工負荷、及び、加工振動を含む状態データ(1)を取得するセンサ66と、情報処理装置60と、を備え、上記情報処理装置は、上記加工条件、上記状態データ(1)、及び、上記目標形状と研削加工後の上記ワークの形状との比較の結果を学習済みモデルに入力し、上記学習済みモデルによって上記目標形状に合致し得るツルーイング条件を算出する算出部を備える、研削加工システム。
【選択図】 図1
特許請求の範囲
【請求項1】
所定の加工条件に基づき、回転する砥石とワークとを接触させて、前記ワークを目標形状に研削加工する加工装置と、
前記ワークの形状を測定する形状測定装置と、
前記研削加工の際の加工負荷、及び、加工振動を含む状態データ(1)を取得するセンサと、情報処理装置と、を備え、
前記情報処理装置は、前記加工条件、前記状態データ(1)、及び、前記目標形状と研削加工後の前記ワークの形状との比較の結果を学習済みモデルに入力し、前記学習済みモデルによって前記目標形状に合致し得るツルーイング条件を算出する算出部を備える、研削加工システム。
続きを表示(約 1,200 文字)
【請求項2】
更に、前記ツルーイング条件に従って前記砥石をツルーイングするツルーイング装置を備える、請求項1に記載の研削加工システム。
【請求項3】
前記比較の結果は、前記目標形状、及び、前記形状からそれぞれ予測される前記砥石の形状の差に基づき算出される形状乖離度を含む、請求項1又は2に記載の研削加工システム。
【請求項4】
前記学習済みモデルは、前記加工条件と、前記状態データ(1)と、前記比較の結果と、前記ツルーイング条件と、前記ツルーイングの際の加工負荷、及び、加工振動を含む状態データ(T)と、前記ツルーイング後の前記砥石による研削結果と、を含む訓練データセットによって予め機械学習される、請求項1又は2に記載の研削加工システム。
【請求項5】
前記訓練データセットは、本来の研削対象物よりも厚い参照ワークである前記ワークを用いて取得されたレコードを含む、請求項4に記載の研削加工システム。
【請求項6】
前記研削結果は、前記目標形状、及び、前記ツルーイング後の前記砥石による研削加工により得られた前記ワークの形状の比較の結果を含む、請求項4に記載の研削加工システム。
【請求項7】
所定の加工条件に基づき、回転する砥石とワークとを接触させて、前記ワークを目標形状に研削加工する加工装置における、前記目標形状と前記加工条件とを取得する条件取得部と、
前記研削加工の際の加工負荷、及び、加工振動を含む状態データ(1)を取得する状態データ取得部と、
研削加工後の前記ワークの形状の測定結果を取得する形状データ取得部と、
前記目標形状と前記形状とを比較する比較部と、
前記比較の結果に基づき設定されるツルーイング条件を取得するレシピ取得部と、
前記ツルーイング後の前記砥石による研削結果を取得する結果取得部と、
前記加工条件、前記状態データ(1)、前記比較の結果、前記ツルーイング条件、及び、前記研削結果を含む訓練データセットを用いた機械学習により、前記加工条件、前記状態データ(1)、前記比較の結果、及び、前記研削結果と前記ツルーイング条件との関係を学習する学習部と、を備える機械学習装置。
【請求項8】
前記比較の結果は、前記目標形状、及び、前記形状からそれぞれ予測される前記砥石の形状の差に基づき算出される形状乖離度を含む、請求項7に記載の機械学習装置。
【請求項9】
前記訓練データセットは、本来の研削対象物よりも厚い参照ワークである前記ワークを用いて取得されたレコードを含む、請求項7又は8に記載の機械学習装置。
【請求項10】
前記研削結果は、前記目標形状、及び、前記ツルーイング後の前記研削加工により得られた前記ワークの形状の比較の結果を含む、請求項7に記載の機械学習装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削加工システム、及び、機械学習装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
半導体装置、及び、電子部品等の素材となるシリコンウェーハの製造工程には、面取り加工がある。面取り加工は、インゴットからワイヤーソー等のスライシング装置で切り出されたウェーハの外周部に施される。面取り加工によりウェーハの周縁の割れ、及び、欠け等が抑制される。
【0003】
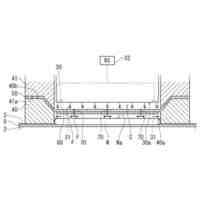
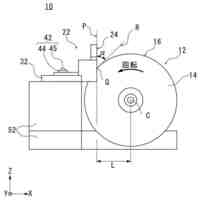
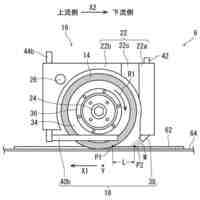
面取り加工には、面取り装置と呼ばれる加工装置が用いられる。面取り装置には、各種の砥石が複数取り付けられている。ウェーハ等のワークの外周部、ノッチ部等は、この砥石で研削加工される。
これらの円盤状の砥石のいくつかは、外周部に溝を有する。砥石を回転させてこの溝をワークに接触させることで、ワークが面取り加工される。この溝の形状は、得られるワークの形状に影響する。そのため、面取り装置には、この溝の形状を調整したり、所望の溝を形成したりするためのツルーイング砥石が備えられていることがある。
【0004】
一般に、ツルーイングは、ワークの目標形状に合わせて行われる。ワークの形状は砥石(例えば、砥石の溝)により形成される。そのため、ツルーイングは、所望の先端形状、面取り角度、コーナーR、及び、面幅等を有する(研削済み)ワークが得られるような砥石形状を、いわば逆算するようにして行われる。具体的には、目標形状に合わせてツルーイング砥石を変更したり、ツルーイング方法が変更されたりする。
【0005】
このような方法として、特許文献1には、「ウェーハを保持して回転するウェーハテーブルと、前記ウェーハの外周部を面取りする砥石と、前記ウェーハテーブルを前記砥石に対して相対的に移動させる移動手段と、前記砥石に対して前記ウェーハの外周部を面取りする為の溝を形成するツルーイング砥石とを備えたウェーハ面取り装置を用い、前記ツルーイング砥石を前記ウェーハテーブルの回転軸上に取付け、前記ツルーイング砥石を回転させながら、前記ツルーイング砥石の端部を前記ウェーハ外周部の面取り形状に相当する軌道上に沿って前記移動手段により前記砥石に対して相対的に移動させて、前記溝の形成を行なうことを特徴とするウェーハ面取り砥石のツルーイング方法。」が記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2007-61978号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の方法は、ウェーハのサイズ、及び/又は、加工形状に変更があっても、ツルーイング砥石の変更の必要がなく、効率的で優れたツルーイング方法であった。
【0008】
しかし、実際の運用では、砥石・ツルアーのボンドの種類(メタル、レジン等)、砥石径、及び、集中度等の条件、並びに、使用により蓄積するツルアーのたわみ・摩耗等の条件によって、ツルーイング条件を緻密に調整する必要あった。
このような調整には、熟練技術者の経験、又は、勘といった属人的な技能が必要とされてきた。これは、自動化が進むウェーハ面取り工場においては、ダウンタイム増大の原因の一つと考えられており、改善が求められている。
【0009】
そこで、本発明は、熟練技術者等でなくても、容易にツルーイング条件を設定できる、研削加工システムの提供を課題とする。
また、本発明は、機械学習装置を提供することも課題とする。
【課題を解決するための手段】
【0010】
本発明者らは、上記課題を解決すべく鋭意検討した結果、以下の構成により上記課題を解決することができることを見出した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
研削装置
25日前
株式会社東京精密
研削装置
25日前
株式会社東京精密
CMP装置
13日前
株式会社ノンアス
湿潤集塵装置
11日前
三重電子株式会社
タイヤ研磨装置
5日前
株式会社東京精密
研削装置及び研削方法
4日前
株式会社松風
歯科用研磨材
3日前
山九株式会社
水切り装置
14日前
株式会社東京精密
リテーナリングの組立方法
4日前
富士紡ホールディングス株式会社
研磨パッド
3日前
株式会社東京精密
研磨装置の保持面加工方法
17日前
富士紡ホールディングス株式会社
研磨パッド
4日前
日立Astemo株式会社
加工方法、加工装置
14日前
株式会社雄飛
加工装置及び加工方法
24日前
富士紡ホールディングス株式会社
研磨パッド
5日前
株式会社ディスコ
切削装置
20日前
新東工業株式会社
積層造形品の処理方法
20日前
富士紡ホールディングス株式会社
研磨パッドの製造方法
3日前
富士紡ホールディングス株式会社
研磨パッドの製造方法
3日前
富士紡ホールディングス株式会社
研磨パッドの製造方法
3日前
ノリタケ株式会社
平面研磨装置の定盤平坦度測定器
4日前
ノリタケ株式会社
両面研磨装置の上定盤平坦度測定器
4日前
株式会社ハクブン
美理容用鋏の刃研ぎ装置および刃研ぎ方法
3日前
ノリタケ株式会社
研磨パッド及びその製造方法
10日前
ニッタ・デュポン株式会社
研磨パッド
11日前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
4日前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
4日前
ノリタケ株式会社
単粒研磨評価方法及び単粒研磨評価装置
4日前
株式会社荏原製作所
研磨装置、および研磨方法
24日前
ニッタ・デュポン株式会社
被研磨物保持具
13日前
牧野フライス精機株式会社
ホーニング加工装置
25日前
株式会社ディスコ
切削装置および切削方法
14日前
株式会社ディスコ
研削装置及び研削方法
24日前
バンドー化学株式会社
研磨パッド
4日前
株式会社ディスコ
ドレッシング部材
14日前
株式会社ディスコ
被加工物の研削方法
14日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ