TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024130077
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023039584
出願日
2023-03-14
発明の名称
被加工物の研削方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
1/00 20060101AFI20240920BHJP(研削;研磨)
要約
【課題】円板状の被加工物を研削して薄板部と厚板部とを形成する際に、従来の方法に比べて大幅に長い時間を要することなく、製品に使用できる有効領域が十分に確保される被加工物の研削方法を提供する。
【解決手段】被加工物の研削方法であって、被加工物を第2面側から研削し、第2面の中心を囲む環状の溝を被加工物に形成することにより、後に更に研削される円板状の第1被研削部と、第1被研削部を囲む環状の厚板部と、を被加工物に形成する第1研削ステップと、第1被研削部を第2面側から研削することにより、後に更に研削される円板状の第2被研削部を形成する第2研削ステップと、第2被研削部を第2面側から研削することにより、円板状の薄板部を形成する第3研削ステップと、を含む。
【選択図】図3
特許請求の範囲
【請求項1】
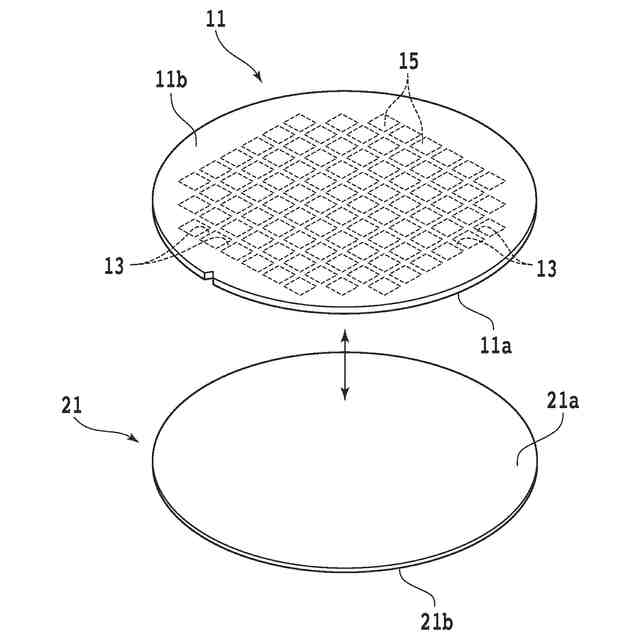
円形状の第1面と、該第1面とは反対側の円形状の第2面と、を有する被加工物を研削して、円板状の薄板部と、該薄板部を囲み該薄板部よりも厚い環状の厚板部と、を形成する際に適用される被加工物の研削方法であって、
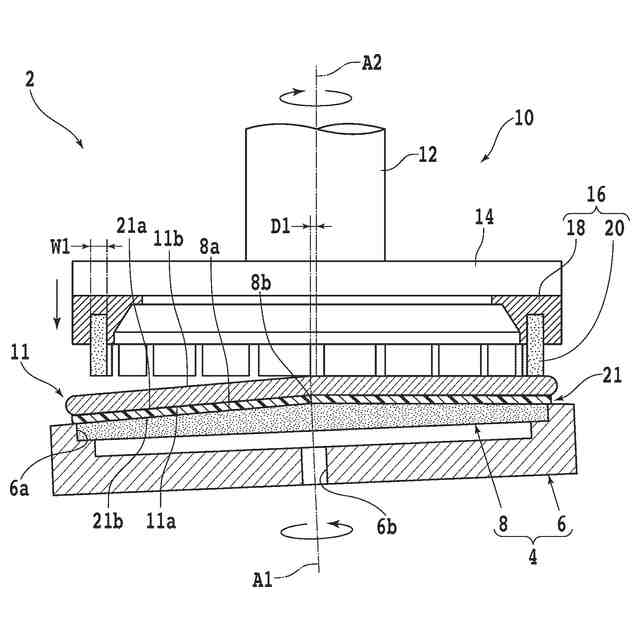
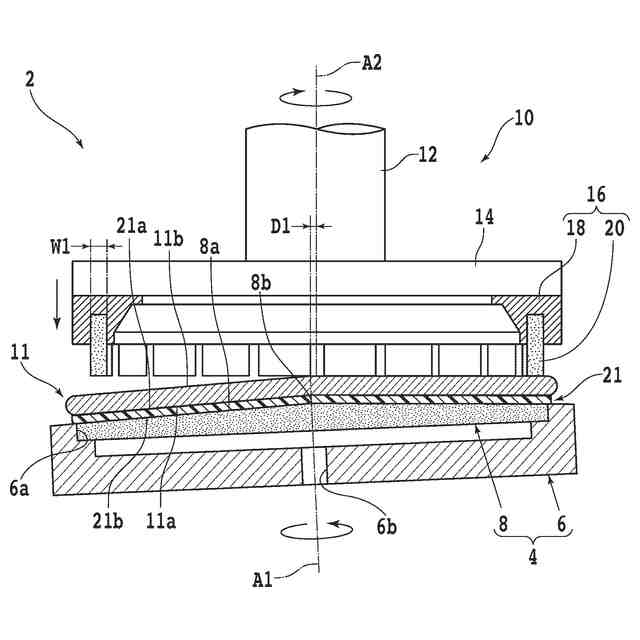
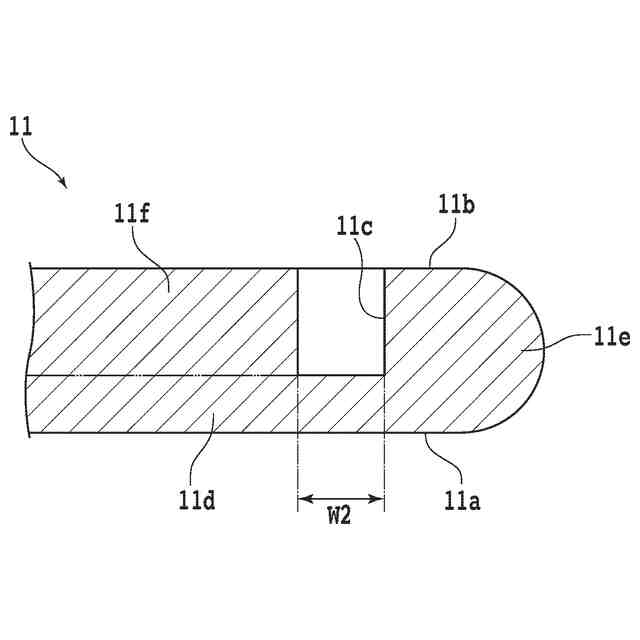
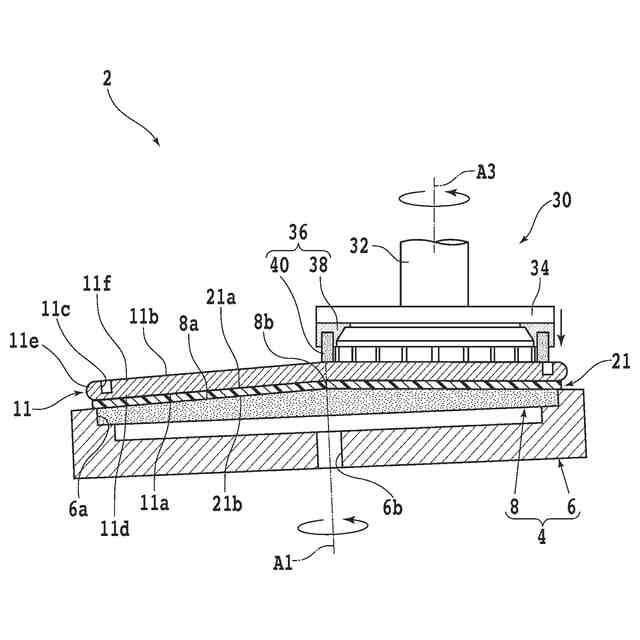
それぞれが砥粒を含む複数の第1研削砥石が該第2面の直径よりも小さく該第2面の半径よりも大きい直径を持つ円形状の領域に配列された第1研削ホイールと、該被加工物と、を回転させて該被加工物を該第2面側から研削し、該第2面の中心を囲む環状の溝を該被加工物に形成することにより、後に更に研削される円板状の第1被研削部と、該第1被研削部を囲む環状の該厚板部と、を該被加工物に形成する第1研削ステップと、
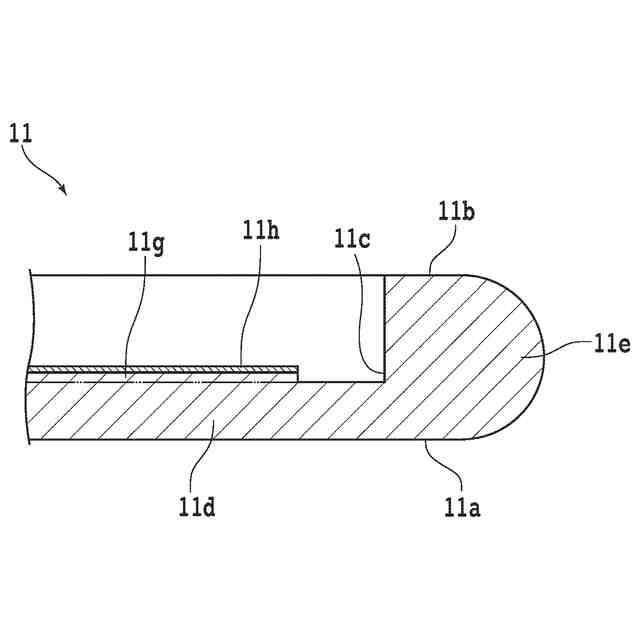
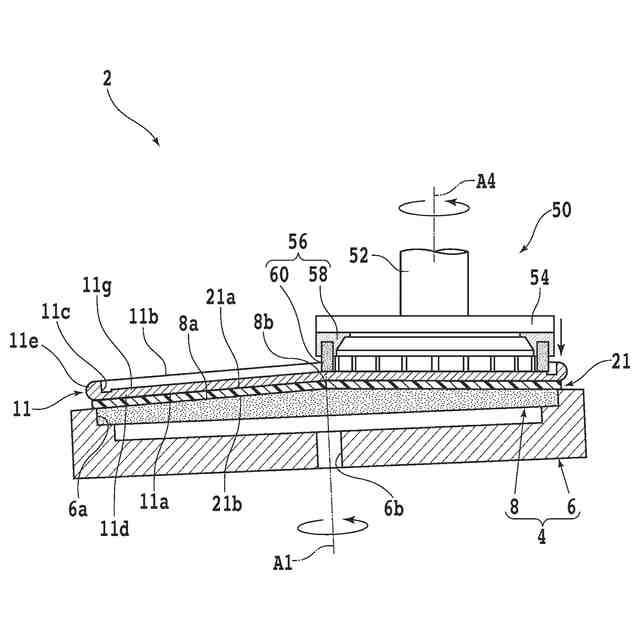
それぞれが該第1研削砥石に含まれる砥粒に比べて大きな砥粒を含む複数の第2研削砥石が該第2面の半径よりも小さい直径を持つ円形状の領域に配列された第2研削ホイールと、該被加工物と、を回転させて該第1被研削部を該第2面側から研削することにより、後に更に研削される円板状の第2被研削部を形成する第2研削ステップと、
それぞれが該第2研削砥石に含まれる砥粒に比べて小さな砥粒を含む複数の第3研削砥石が該第2面の半径よりも小さい直径を持つ円形状の領域に配列された第3研削ホイールと、該被加工物と、を回転させて該第2被研削部を該第2面側から研削することにより、該溝の底を含む円板状の該薄板部を形成する第3研削ステップと、を含む被加工物の研削方法。
続きを表示(約 300 文字)
【請求項2】
該第3研削ステップでは、該第2被研削部を該第2面側から研削する際に、該溝の底の一部を該第3研削ホイールで研削する請求項1に記載の被加工物の研削方法。
【請求項3】
該第1研削ステップでは、該第1研削ホイールの回転軸の延長線と、該被加工物の回転軸の延長線と、が該第2面において重ならないように、該第1研削ホイールと該被加工物との位置の関係が調整される請求項1に記載の被加工物の研削方法。
【請求項4】
該第3研削砥石は、該第1研削砥石に含まれる砥粒と同じ大きさかこれよりも小さな砥粒を含む請求項1から請求項3のいずれかに記載の被加工物の研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハのような板状の被加工物を研削する際に適用される被加工物の研削方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
小型で軽量なデバイスチップを実現するために、集積回路等のデバイスが表面側に設けられたウェーハを薄く加工する機会が増えている。例えば、ウェーハの表面側をチャックテーブルで保持し、砥粒を含む研削砥石が固定された研削ホイールと、チャックテーブルと、を互いに回転させて、純水等の液体を供給しながらウェーハの裏面側に研削砥石を押し当てることで、このウェーハが研削され薄くなる。
【0003】
ところで、上述の方法によりウェーハの全体が薄くなると、ウェーハの剛性も大幅に低下して、後の工程でのウェーハの取り扱いが難しくなる。そこで、ウェーハの半径よりも直径の小さい研削ホイールを用いて、デバイスが設けられたウェーハの中央側(内側)の領域を研削し、外縁側(外側)の領域を研削せずにそのまま残すことで、研削後のウェーハの剛性を高く保つ技術が提案されている(例えば、特許文献1参照)。
【0004】
この技術では、まず、ある程度に大きな砥粒を含む研削砥石が固定された研削ホイールでウェーハの中央側の領域が粗く研削され、円板状の薄板部と、薄板部を囲む環状の厚板部と、がウェーハに形成される。このように、大きな砥粒を含む研削砥石が固定された研削ホイールを用いれば、小さな砥粒を含む研削砥石が固定された研削ホイールを用いる場合に比べて、ウェーハの研削に要する時間が短くなる。
【0005】
一方で、大きな砥粒を含む研削砥石が固定された研削ホイールを用いてウェーハを粗く研削すると、この研削砥石に起因した傷や歪を含むダメージ層が被研削面側に形成され、薄板部の力学的な強度(抗折強度等)が不足し易い。そこで、ウェーハを粗く研削した後には、相対的に小さな砥粒を含む研削砥石が固定された研削ホイールを用いて薄板部を更に研削することで、ダメージ層が除去されている。
【先行技術文献】
【特許文献】
【0006】
特開2007-19461号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、薄板部を更に研削してダメージ層を除去する際に、厚板部の内側の側面に研削ホイールが接触すると、この厚板部が欠けてしまうことがある。よって、ダメージ層を除去する際には、研削ホイールを厚板部に接触させないように、薄板部の中央側の領域だけが研削されていた。しかしながら、この方法では、薄板部の外縁側の領域(厚板部との境界に近い領域)にダメージ層が残り、薄板部の外縁側の領域を製品に使用できない。
【0008】
よって、本発明の目的は、円板状の被加工物を研削して薄板部と厚板部とを形成する際に、従来の方法に比べて大幅に長い時間を要することなく、製品に使用できる有効領域が十分に確保される被加工物の研削方法を提供することである。
【課題を解決するための手段】
【0009】
本発明の一側面によれば、円形状の第1面と、該第1面とは反対側の円形状の第2面と、を有する被加工物を研削して、円板状の薄板部と、該薄板部を囲み該薄板部よりも厚い環状の厚板部と、を形成する際に適用される被加工物の研削方法であって、それぞれが砥粒を含む複数の第1研削砥石が該第2面の直径よりも小さく該第2面の半径よりも大きい直径を持つ円形状の領域に配列された第1研削ホイールと、該被加工物と、を回転させて該被加工物を該第2面側から研削し、該第2面の中心を囲む環状の溝を該被加工物に形成することにより、後に更に研削される円板状の第1被研削部と、該第1被研削部を囲む環状の該厚板部と、を該被加工物に形成する第1研削ステップと、それぞれが該第1研削砥石に含まれる砥粒に比べて大きな砥粒を含む複数の第2研削砥石が該第2面の半径よりも小さい直径を持つ円形状の領域に配列された第2研削ホイールと、該被加工物と、を回転させて該第1被研削部を該第2面側から研削することにより、後に更に研削される円板状の第2被研削部を形成する第2研削ステップと、それぞれが該第2研削砥石に含まれる砥粒に比べて小さな砥粒を含む複数の第3研削砥石が該第2面の半径よりも小さい直径を持つ円形状の領域に配列された第3研削ホイールと、該被加工物と、を回転させて該第2被研削部を該第2面側から研削することにより、該溝の底を含む円板状の該薄板部を形成する第3研削ステップと、を含む被加工物の研削方法が提供される。
【0010】
好ましくは、該第3研削ステップでは、該第2被研削部を該第2面側から研削する際に、該溝の底の一部を該第3研削ホイールで研削する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
切削装置および切削方法
1日前
個人
回転ヤスリ
29日前
株式会社東京精密
研削装置
12日前
株式会社東京精密
研削装置
12日前
株式会社東京精密
CMP装置
今日
UHT株式会社
駆動工具
22日前
個人
カッター
26日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
1か月前
株式会社カルテックス
ブラスト装置
1か月前
三菱マテリアル株式会社
バレル研磨用容器
19日前
山九株式会社
水切り装置
1日前
株式会社東京精密
研磨装置の保持面加工方法
4日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
18日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
日立Astemo株式会社
加工方法、加工装置
1日前
株式会社雄飛
加工装置及び加工方法
11日前
AGC株式会社
研磨装置およびガラス基板
1か月前
株式会社チップトン
遠心バレル研磨機
28日前
新東工業株式会社
積層造形品の処理方法
7日前
株式会社ディスコ
切削装置
7日前
株式会社ディスコ
加工方法
1か月前
ノリタケ株式会社
砥石及びその製造方法
1か月前
株式会社マキタ
携帯用加工機
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ジェイテクト
研削装置
1か月前
株式会社シギヤ精機製作所
円筒研削盤のワーク保持センタ
1か月前
株式会社ディスコ
保持面修正方法
22日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
1か月前
東日本旅客鉄道株式会社
鉄柱の研磨装置
1か月前
TOWA株式会社
切断装置、切断方法、及び切断品の製造方法
19日前
株式会社ディスコ
チップの加工方法
1か月前
株式会社ディスコ
ウエーハの研削方法
1か月前
株式会社荏原製作所
基板研磨装置および研磨パッド
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ