TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024132484
公報種別
公開特許公報(A)
公開日
2024-10-01
出願番号
2023043259
出願日
2023-03-17
発明の名称
被研磨物保持具
出願人
ニッタ・デュポン株式会社
代理人
弁理士法人藤本パートナーズ
主分類
B24B
37/32 20120101AFI20240920BHJP(研削;研磨)
要約
【課題】強化繊維の配向方向と交差する端面を有する場合においても、研磨中における前記端面からの前記強化繊維の脱落を薄層にて抑制することができる被研磨物保持枠を備える被研磨物保持具を提供する。
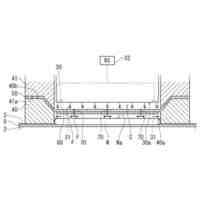
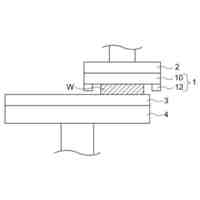
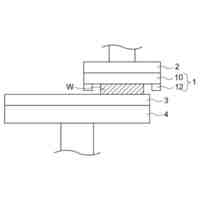
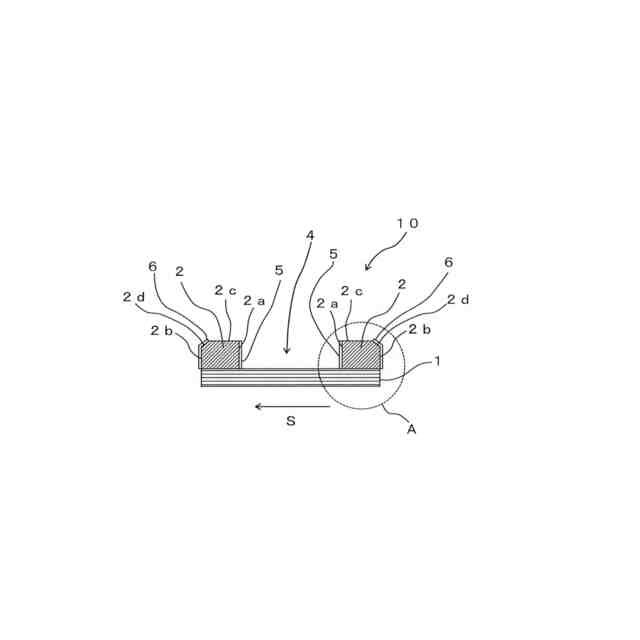
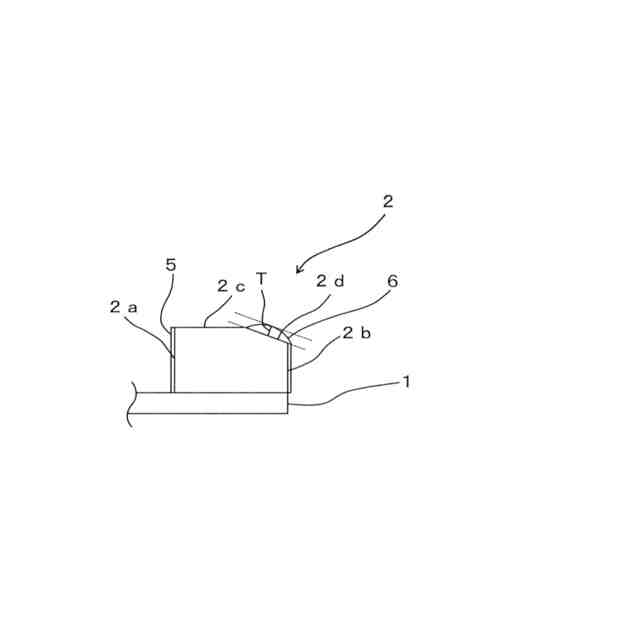
【解決手段】本発明に係る被研磨物保持具は、ベース基板と、該ベース基板の一表面に配される被研磨物保持枠であって、内周面にて被研磨物を外周側から保持する被研磨物保持枠と、を備え、前記被研磨物保持枠は、強化繊維を含む樹脂材で構成されており、前記被研磨物保持枠の前記内周面には、光硬化性樹脂を含む光硬化性樹脂層が備えられている。
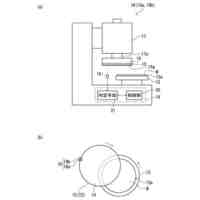
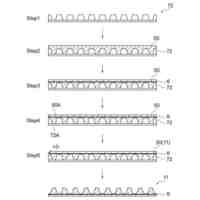
【選択図】 図1
特許請求の範囲
【請求項1】
ベース基板と、
該ベース基板の一表面に配される被研磨物保持枠であって、内周面にて被研磨物を外周面側から保持する被研磨物保持枠と、を備え、
前記被研磨物保持枠は、強化繊維を含む樹脂材で構成されており、
前記被研磨物保持枠の前記内周面には、光硬化性樹脂を含む光硬化性樹脂層が備えられている
被研磨物保持具。
続きを表示(約 1,200 文字)
【請求項2】
前記光硬化性樹脂は、ウレタンアクリレート樹脂である
請求項1に記載の被研磨物保持具。
【請求項3】
前記光硬化性樹脂層は、10μm以上100μm以下の厚さを有する
請求項1または2被研磨物保持具。
【請求項4】
ベース基板と、
該ベース基板の一表面に配される被研磨物保持枠であって、内周面にて被研磨物を外周面側から保持する被研磨物保持枠と、を備え、
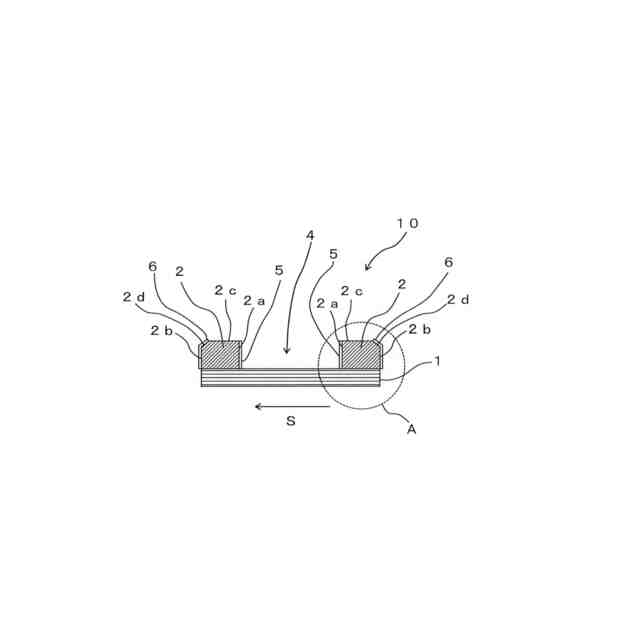
前記被研磨物保持枠は、強化繊維を含む樹脂材で構成されており、かつ、内周面を一端として前記内周面から外周面に向かう途中位置まで前記ベース基板の面方向と平行方向に延びる平坦面と、前記途中位置に位置する前記平坦面の他端から前記外周面に向けて先下がりとなるように傾斜して延びる傾斜面とを有していて、
前記被研磨物保持枠の前記傾斜面及び前記外周面には、光硬化性樹脂を含む光硬化性樹脂層が備えられている
被研磨物保持具。
【請求項5】
前記光硬化性樹脂は、エポキシアクリレート樹脂である
請求項4に記載の被研磨物保持具。
【請求項6】
前記光硬化性樹脂層は、前記傾斜面との直交方向の切断面が端縁側から中心側に向けて幅狭となる形状を有していて、
前記光硬化性樹脂層の厚さの最大値は200μm以下であり、
前記光硬化性樹脂層の厚さの最大値と前記光硬化性樹脂層の厚さの最小値との差が100μm以下である
請求項4または5に記載の被研磨物保持具。
【請求項7】
前記光硬化性樹脂層は、前記平坦面よりも上方に隆起した隆起部を有しており、
前記平坦面を基準としたときに、前記隆起部の高さの最大値は100μm以下であり、
前記平坦面を基準としたときに、前記隆起部の高さの最大値と前記隆起部の高さの最小値との差が30μm以下である
請求項6に記載の被研磨物保持具。
【請求項8】
ベース基板と、
該ベース基板の一表面に配される被研磨物保持枠であって、内周面にて被研磨物を外周面側から保持する被研磨物保持枠と、を備え、
前記被研磨物保持枠は、強化繊維を含む樹脂材で構成されており、かつ、内周面を一端として前記内周面から外周面に向かう途中位置まで前記ベース基板の面方向と平行方向に延びる平坦面と、前記途中位置に位置する前記平坦面の他端から前記外周面に向けて先下がりとなるように傾斜して延びる傾斜面とを有していて、
前記被研磨物保持枠の前記内周面には、第1光硬化性樹脂を含む第1光硬化性樹脂層が備えらえており、前記被研磨物保持枠の前記外周面及び前記傾斜面には、第2光硬化性樹脂を含む第2光硬化性樹脂層が備えられている
被研磨物保持具。
【請求項9】
前記第1光硬化性樹脂はウレタンアクリレート樹脂であり、前記第2光硬化性樹脂はエポキシアクリレート樹脂である
請求項8に記載の被研磨物保持具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被研磨物保持具に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
従来、シリコンウェハのような半導体ウェハといった被研磨物を被研磨物保持具に保持させた状態で、研磨パッドを用いて前記被研磨物を研磨することが知られている(例えば、下記特許文献1)。
前記被研磨物保持具は、下記特許文献1に記載されているように、通常、ベース基板と、該ベース基板の一表面に配される被研磨物保持枠(ガイドリング)であって、内周面にて被研磨物を外周面側から保持する被研磨物保持枠(ガイドリング)と、を備えている。
そして、前記被研磨物保持具においては、前記被研磨物保持枠は、研磨時における変形を抑制するために、通常、前記強化繊維を格子状に編むことによって得られた布状基材に前記樹脂を含浸させて得た樹脂含浸布状基材を複数枚積層させることにより得られる積層板(例えば、ガラスエポキシ積層板)などの十分な強度を有する材料で構成されている。
【0003】
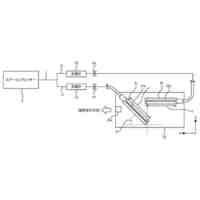
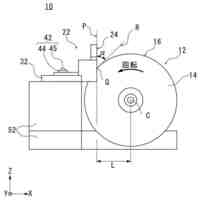
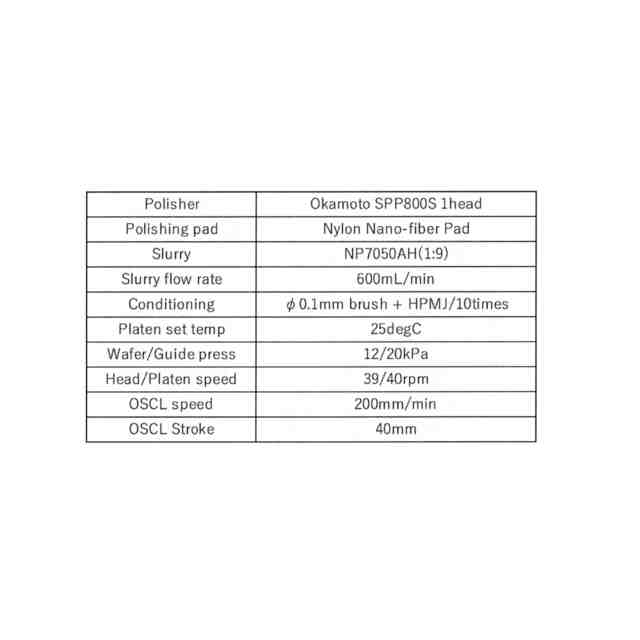
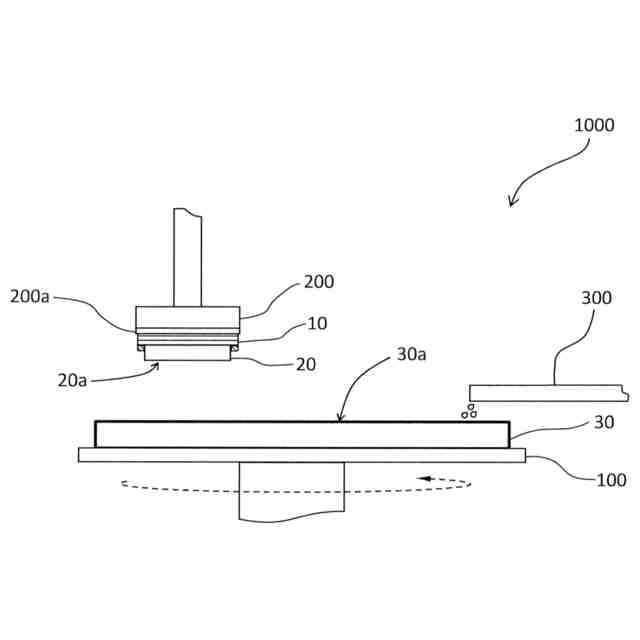
そして、前記被研磨物保持具と前記研磨パッドとを用いた前記被研磨物の研磨は、例えば、円盤状をなすヘッドと、円盤状をなすとともに前記ヘッドと対向配置される下定盤とを備える研磨機を用いて、以下の手順にしたがって実施される。
(1)前記被研磨物保持枠内に前記被研磨物を保持させた状態で前記被研磨物保持具を前記研磨機の前記ヘッドの下面に貼り付けるとともに、前記研磨機の前記下定盤の上面に円盤状の研磨パッドを貼り付ける。
(2)前記ヘッドを下方に移動させるとともに前記下定盤を上方に移動させて、前記ヘッドの下面に貼り付けられた前記被研磨物保持枠内の前記被研磨物を前記下定盤の上面に貼り付けられた前記研磨パッドの研磨面(上面)に当接させる。
(3)前記被研磨物を前記研磨パッドに当接させた状態で、前記研磨パッドの研磨面(上面)に研磨用スラリーを供給しつつ、前記ヘッド及び前記下定盤を回転させる。これにより、前記研磨パッドによって前記被研磨物を研磨する。
【0004】
ところで、前記強化繊維を含む樹脂材は、ガラス繊維などの強化繊維を布状に編んで重ねたものにエポキシなどの樹脂を含浸させて構成されるリジッドな材料である。
そのため、前記強化繊維を含む樹脂材で前記被研磨物保持枠を構成した場合、前記被研磨物保持枠の内周面及び外周面と交差する方向に前記強化繊維が配向するようになる。
したがって、前記被研磨物保持枠が前記強化繊維を含む樹脂材で構成されている場合に、上記の手順にしたがって前記被研磨物を研磨すると、研磨中に、前記被研磨物保持枠の内周面及び外周面といった端面から前記強化繊維の一部が脱落してしまうことがある。
【0005】
また、前記被研磨物保持枠が、前記強化繊維を含む樹脂材で構成されていて、かつ、内周面を一端として前記内周面から外周面に向かう途中位置まで水平方向に延びる平坦面と、前記途中位置に位置する前記平坦面の他端から前記外周面に向けて先下がりとなるように傾斜して延びる傾斜面とを有している場合、すなわち、前記被研磨物保持枠の外周端側が面取り加工されているような場合、前記強化繊維は前記傾斜面とも交差するように配向されるようになる。
したがって、前記被研磨物保持枠が端面として上記のような傾斜面を備えている場合においても、上記の手順にしたがって前記被研磨物を研磨すると、内周面や外周面の場合と同様に、研磨中に、前記被研磨物保持枠の前記傾斜面から前記強化繊維の一部が脱落してしまうことがある。
【0006】
そして、前記内周面、前記外周面、及び、前記傾斜面といった端面から前記強化繊維の一部が脱落してしまうと、脱落した前記強化繊維の一部が前記被研磨物の被研磨面に付着するようになって、研磨中に前記被研磨物の被研磨面にスクラッチが入ってしまうことがある。
【0007】
そのため、下記特許文献1には、前記被研磨物保持枠の外周面及び傾斜面から前記強化繊維の一部が脱落することを抑制するために、前記外周面及び前記傾斜面にエポキシ樹脂を含むエポキシコーティング層を設けることが記載されている。
また、下記特許文献2には、前記被研磨物保持枠の内周面から前記強化繊維の一部が脱落することを抑制するために、前記被研磨物保持枠の内周面に接着剤層を介して軟質ゴムなどの弾性体で構成された緩衝材を設けることが記載されている。
【先行技術文献】
【特許文献】
【0008】
特表2022-551610号公報
特開2009-154280号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記特許文献1には、前記外周面及び前記傾斜面に設ける前記エポキシコーティング層の厚さを数mm程度(1mm~5mm)とすることが記載されている。
前記エポキシコーティング層は、通常、熱硬化させた状態で前記外周面や前記傾斜面に設けられるが、前記エポキシコーティング層を上記のような厚さとした場合、該エポキシコーティング層を熱硬化させたときに硬化収縮の程度が大きくなる。
このように、硬化収縮の程度が大きくなると、前記エポキシコーティング層の機械的強度が低下するようになるので、研磨中に前記エポキシコーティング層が破損してしまって前記外周面及び前記傾斜面から剥離してしまうことが懸念される。
また、上記特許文献2では、前記強化繊維の一部の脱落を接着剤層と緩衝剤層との2層構造で抑制していることから、例えば、100μm以下の厚みを有する薄層として構成することは、必ずしも容易ではない。
【0010】
一方で、近年、前記被研磨物保持枠において、内周面、外周面、及び、傾斜面などの端面において、薄層で構成したコーティング層にて端面を保護することにより、研磨中における前記端面からの強化繊維の脱落を抑制することが要望されているものの、これについての検討は、未だ十分になされているとは言い難い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
CMP装置
1か月前
株式会社ノンアス
湿潤集塵装置
1か月前
日清工業株式会社
両頭平面研削盤
4日前
三重電子株式会社
タイヤ研磨装置
1か月前
株式会社松風
歯科用研磨材
1か月前
株式会社東京精密
研削装置及び研削方法
1か月前
株式会社ナノテム
砥石
1か月前
株式会社ナノテム
砥石
12日前
株式会社東京精密
リテーナリングの組立方法
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社東京精密
研磨装置の保持面加工方法
1か月前
山九株式会社
水切り装置
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
日立Astemo株式会社
加工方法、加工装置
1か月前
トヨタ自動車株式会社
ラッピング加工装置
11日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
信越半導体株式会社
研磨布の洗浄方法
1か月前
ファクトリーファイブ株式会社
破損検出機構
12日前
住友重機械工業株式会社
研削制御装置及び研削方法
11日前
株式会社ディスコ
研磨装置
11日前
株式会社太陽
両面研磨装置
25日前
新東工業株式会社
積層造形品の処理方法
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
研削装置
21日前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
ノリタケ株式会社
平面研磨装置の定盤平坦度測定器
1か月前
ノリタケ株式会社
研磨パッド及びその製造方法
1か月前
ノリタケ株式会社
両面研磨装置の上定盤平坦度測定器
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ハクブン
美理容用鋏の刃研ぎ装置および刃研ぎ方法
1か月前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
1か月前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
1か月前
ニッタ・デュポン株式会社
研磨パッド
1か月前
ノリタケ株式会社
単粒研磨評価方法及び単粒研磨評価装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ