TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024137701
公報種別
公開特許公報(A)
公開日
2024-10-07
出願番号
2024002402
出願日
2024-01-11
発明の名称
熱処理炉および摺動ユニット
出願人
日本碍子株式会社
,
エヌジーケイ・キルンテック株式会社
,
エヌジーケイ・アドレック株式会社
代理人
弁理士法人 快友国際特許事務所
主分類
F27D
3/02 20060101AFI20240927BHJP(炉,キルン,窯;レトルト)
要約
【課題】上板部材が下板部材上を移動し易くすることができる技術を開示する。
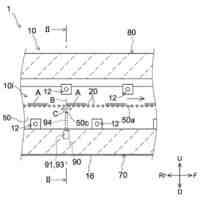
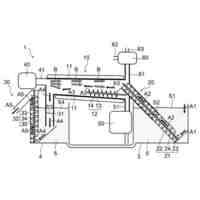
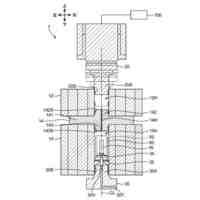
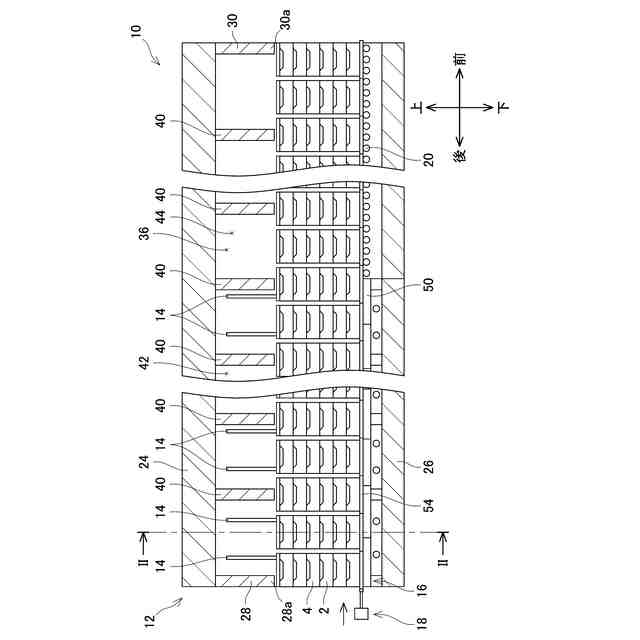
【解決手段】熱処理炉は、搬入口および搬出口を備える炉体と、炉体の内部に配置される下板部材と、下板部材上に配置され、複数の被処理物が上下方向に積み重ねられた状態で複数の被処理物を載置可能である上板部材と、上下方向に下板部材と上板部材との間に挟まれており、下板部材に取り付けられている中間部材と、搬入口から搬出口に向かって前方向に上板部材を押圧するプッシャと、を備えている。上板部材は、下板部材上を前方向に移動する。上板部材と中間部材との間に作用する摺動抵抗は、上板部材と下板部材との間に作用する摺動抵抗よりも小さい。
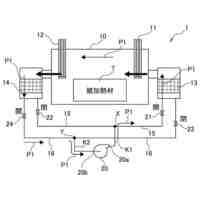
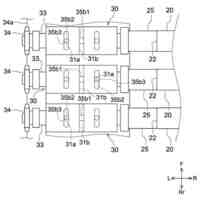
【選択図】図4
特許請求の範囲
【請求項1】
被処理物を熱処理する熱処理炉であって、
搬入口と、搬出口と、を備える炉体と、
前記炉体の内部に配置される下板部材と、
前記下板部材上に配置され、複数の前記被処理物が上下方向に積み重ねられた状態で前記複数の被処理物を載置可能である上板部材と、
前記上下方向に前記下板部材と前記上板部材との間に挟まれており、前記下板部材に取り付けられている中間部材と、
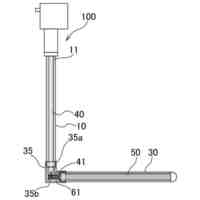
前記搬入口から前記搬出口に向かって前方向に前記上板部材を押圧するプッシャと、を備えており、
前記上板部材は、前記下板部材上を前記前方向に移動し、
前記上板部材と前記中間部材との間に作用する摺動抵抗は、前記上板部材と前記下板部材との間に作用する摺動抵抗よりも小さい、熱処理炉。
続きを表示(約 790 文字)
【請求項2】
前記上板部材に対する前記中間部材の動摩擦係数は、0.5以下である、請求項1に記載の熱処理炉。
【請求項3】
前記下板部材は、
前記上板部材と対向する第1対向面と、
前記第1対向面から凹む凹部と、を備えており、
前記中間部材は、
前記凹部に受け入れられる被受入部と、
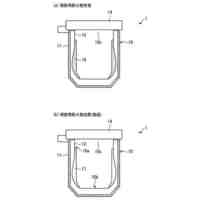
前記第1対向面よりも前記上板部材側に突出している突出部と、を備えている、請求項1に記載の熱処理炉。
【請求項4】
前記突出部は、後端の角部に配置されている面取り部を備えている、請求項3に記載の熱処理炉。
【請求項5】
前記面取り部の前記前方向における長さは、前記面取り部の前記上下方向における長さの3倍以上かつ20倍以下である、請求項4に記載の熱処理炉。
【請求項6】
前記被受入部の前記前方向における長さは、前記凹部の前記前方向における長さよりも小さい、請求項3に記載の熱処理炉。
【請求項7】
前記凹部の前記前方向における前記長さから前記被受入部の前記前方向における前記長さを減算した長さは、前記凹部の前記前方向における前記長さの2%以下である、請求項6に記載の熱処理炉。
【請求項8】
前記突出部は、前記上板部材と対向する第2対向面を備えており、
前記第2対向面の算術平均粗さは、10マイクロメートル以下である、請求項3に記載の熱処理炉。
【請求項9】
前記中間部材の気孔率は、1%以下である、請求項1から8のいずれか一項に記載の熱処理炉。
【請求項10】
前記中間部材の前記気孔率は、前記上板部材の気孔率と前記下板部材の気孔率のそれぞれよりも小さい、請求項9に記載の熱処理炉。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示する技術は、熱処理炉および摺動ユニットに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
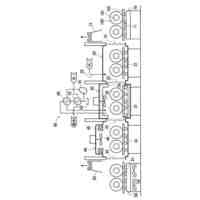
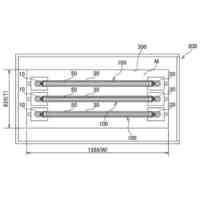
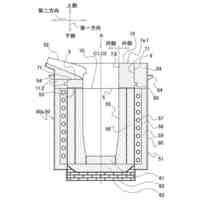
特許文献1には、被処理物を熱処理する熱処理炉が開示されている。この熱処理炉では、複数の被処理物が、上下方向に積み重ねられた状態で上板部材に載置されている。上板部材は、複数の被処理物が載置された状態でプッシャにより押圧されることにより、炉体の内部を搬送口から搬出口に向かって前方向に移動する。上板部材は、炉体の内部を移動しているとき、下板部材上を移動する。
【先行技術文献】
【特許文献】
【0003】
特表2020-535371号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1のような熱処理炉では、上板部材が下板部材上を移動しやすいことが望まれる。
【0005】
本明細書は、上板部材が下板部材上を移動し易くすることができる技術を開示する。
【課題を解決するための手段】
【0006】
本明細書に開示する技術の第1の態様では、熱処理炉は、被処理物を熱処理する。熱処理炉は、搬入口および搬出口を備える炉体と、炉体の内部に配置される下板部材と、下板部材上に配置され、複数の被処理物が上下方向に積み重ねられた状態で複数の被処理物を載置可能である上板部材と、上下方向に下板部材と上板部材との間に挟まれており、下板部材に取り付けられている中間部材と、搬入口から搬出口に向かって前方向に上板部材を押圧するプッシャと、を備えている。上板部材は、下板部材上を前方向に移動する。上板部材と中間部材との間に作用する摺動抵抗は、上板部材と下板部材との間に作用する摺動抵抗よりも小さい。
【0007】
上記の構成によれば、上板部材と中間部材との間に作用する摺動抵抗が上板部材と下板部材との間に作用する摺動抵抗よりも小さいため、熱処理炉が中間部材を備えていない構成と比較して、上板部材が下板部材上を移動し易くすることができる。
【0008】
また、本明細書に開示する技術の第18の態様では、熱処理炉は、被処理物を熱処理する。熱処理炉は、搬入口および搬出口を備える炉体と、炉体の内部に配置される下板部材と、下板部材上に配置され、複数の被処理物が上下方向に積み重ねられた状態で複数の被処理物を載置可能である上板部材と、上下方向に下板部材と上板部材との間に挟まれており、上板部材に取り付けられている中間部材と、搬入口から搬出口に向かって前方向に上板部材を押圧するプッシャと、を備えている。上板部材は、下板部材上を前方向に移動する。下板部材と中間部材との間に作用する摺動抵抗は、下板部材と上板部材との間に作用する摺動抵抗よりも小さい。
【0009】
上記の構成によれば、下板部材と中間部材との間に作用する摺動抵抗が下板部材と上板部材との間に作用する摺動抵抗よりも小さいため、熱処理炉が中間部材を備えていない構成と比較して、上板部材が下板部材上を移動し易くすることができる。
【0010】
また、本明細書に開示する技術の第36の態様では、摺動ユニットは、高温条件下で使用される。摺動ユニットは、下板部材と、下板部材上に配置されている上板部材と、上下方向に下板部材と上板部材との間に挟まれており、下板部材に取り付けられている中間部材と、を備えている。上板部材は、下板部材上を前方向に移動する。上板部材と中間部材との間に作用する摺動抵抗は、上板部材と下板部材との間に作用する摺動抵抗よりも小さい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本碍子株式会社
熱処理炉
17日前
日本碍子株式会社
ハニカムフィルタ
24日前
日本碍子株式会社
ハニカムフィルタ
24日前
日本碍子株式会社
センサ素子およびガスセンサ
1か月前
日本碍子株式会社
センサ素子およびガスセンサ
1か月前
日本碍子株式会社
ローラ式コンベヤの搬送物の傾き修正装置
24日前
個人
屑鉄の大量溶解装置
1か月前
キヤノン電子株式会社
焼成炉
2か月前
三建産業株式会社
電気炉
8か月前
三建産業株式会社
電気炉
10か月前
三建産業株式会社
電気炉
11か月前
サンファーネス株式会社
熱処理炉
2か月前
中外炉工業株式会社
連続式熱処理炉
4か月前
三建産業株式会社
電気ヒータ
10か月前
三建産業株式会社
電気ヒータ
10か月前
中外炉工業株式会社
ダスト処理設備
9か月前
ノリタケ株式会社
連続加熱炉
1か月前
ノリタケ株式会社
連続加熱炉
1か月前
ノリタケ株式会社
連続加熱炉
1か月前
ノリタケ株式会社
連続加熱炉
1か月前
中外炉工業株式会社
熱処理炉
9か月前
日本鋳造株式会社
電気炉の補修方法
8か月前
株式会社エス.ケーガス
連続焼付装置
12か月前
株式会社Feel
連続炉
11か月前
トヨタ自動車株式会社
ノロ取りシステム
4か月前
大同特殊鋼株式会社
溶解炉
3日前
クアーズテック株式会社
ローラー
11か月前
株式会社神戸製鋼所
等方圧加圧装置
5か月前
大同特殊鋼株式会社
昇降扉の落下防止装置
5か月前
ノリタケ株式会社
ロータリーキルン
2か月前
三建産業株式会社
工業炉の加熱構造
8か月前
東京窯業株式会社
炉頂カバー、及び誘導炉
11か月前
ノリタケ株式会社
ロータリーキルン
1か月前
大同特殊鋼株式会社
坩堝スカムの除去方法
2か月前
三建産業株式会社
工業炉の加熱構造
8か月前
大同特殊鋼株式会社
熱処理炉
2か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ