TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024136109
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023047089
出願日
2023-03-23
発明の名称
ガラスレンズ及び光学機器
出願人
AGC株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
G02B
3/00 20060101AFI20240927BHJP(光学)
要約
【課題】十分なレンズ外周面の面積を有し、かつ、欠陥部等が少ない品質の高い小型のガラスレンズの提供。
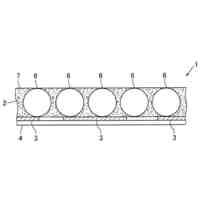
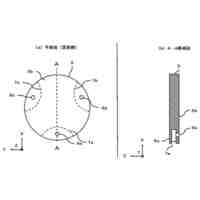
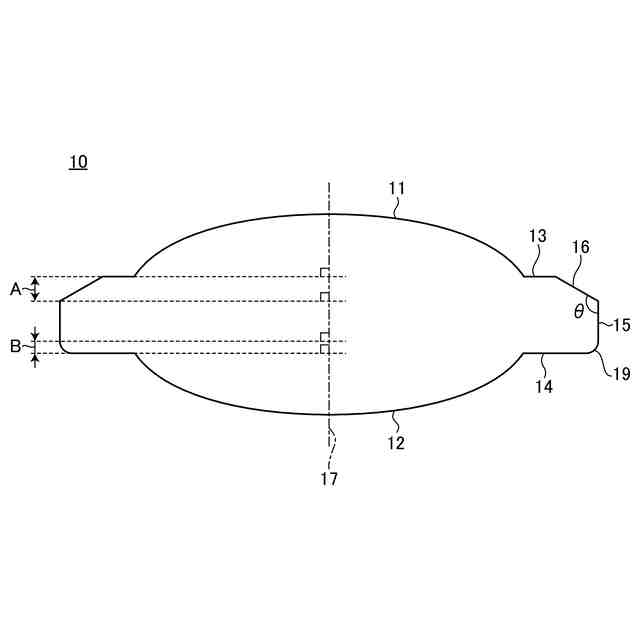
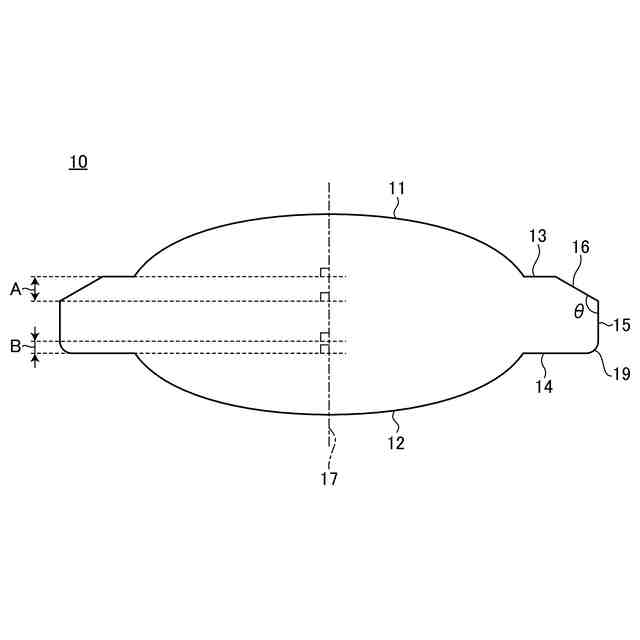
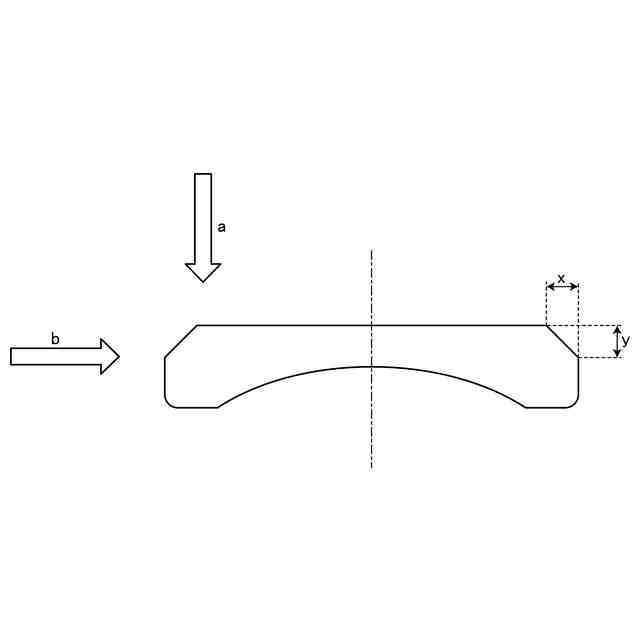
【解決手段】光軸に対して平行な外周面と、第一の光学面と、前記第一の光学面と対向する第二の光学面と、を有し、前記第一の光学面の外周側に第一の平坦面を有し、前記第二の光学面の外周側に第二の平坦面を有し、前記第一の平坦面と、前記外周面との間に、面取り面を有し、光軸を含む断面において、前記面取り面が外周面となす角度は110°超125°以下であり、前記面取り面の算術平均粗さRa1に対して、Ra1>Ra2である算術平均粗さRa2の面を、前記外周面と、前記第二の平坦面との間に有し、外径が5mm以下である、ガラスレンズ。
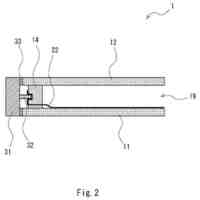
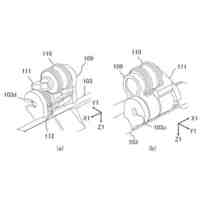
【選択図】図2
特許請求の範囲
【請求項1】
光軸に対して平行な外周面と、
第一の光学面と、
前記第一の光学面と対向する第二の光学面と、を有し、
前記第一の光学面の外周側に第一の平坦面を有し、
前記第二の光学面の外周側に第二の平坦面を有し、
前記第一の平坦面と、前記外周面との間に、面取り面を有し、
光軸を含む断面において、前記面取り面が外周面となす角度は110°超125°以下であり、
前記面取り面の算術平均粗さRa1に対して、Ra1>Ra2である算術平均粗さRa2の面を、前記外周面と、前記第二の平坦面との間に有し、
外径が5mm以下である、ガラスレンズ。
続きを表示(約 720 文字)
【請求項2】
前記外周面の算術平均粗さRa3が0.2μm以下である、請求項1に記載のガラスレンズ。
【請求項3】
前記算術平均粗さRa2が0.2μm以下である請求項1に記載のガラスレンズ。
【請求項4】
光軸を含む断面のうち、少なくとも一つの断面において、前記面取り面の光軸方向の幅をA、前記第二の平坦面上の最も外周側の一点を通り、かつ、光軸に対して90°をなす直線と、前記外周面との距離をBとしたとき、A>0.3Bを満たすBを有する請求項1に記載のガラスレンズ。
【請求項5】
前記第一の平坦面及び前記第二の平坦面の少なくとも一方が光軸に対して垂直である請求項1に記載のガラスレンズ。
【請求項6】
前記外周面と、前記第二の平坦面とが滑らかに連続している請求項1に記載のガラスレンズ。
【請求項7】
前記第一の光学面及び前記第二の光学面の少なくとも一方が凸レンズである請求項1に記載のガラスレンズ。
【請求項8】
光軸と前記第一の光学面との交点と、前記外周面の外径中心軸との距離、及び、光軸と前記第二の光学面との交点と、前記外周面の外径中心軸との距離が5μm以下である請求項1に記載のガラスレンズ。
【請求項9】
d線(587.6nm)における屈折率n
d
が1.5以上である請求項1に記載のガラスレンズ。
【請求項10】
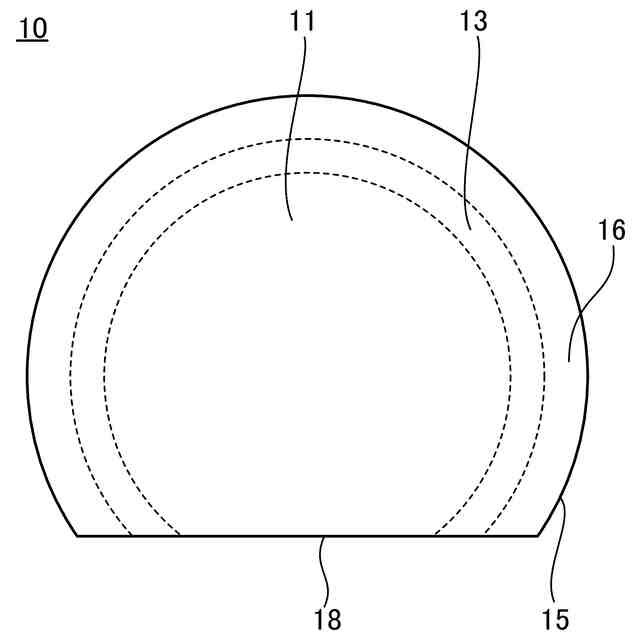
光軸方向から見て、ガラスレンズの形状が、円形からカット面の部分が欠けた形状となるカット面を有する請求項1に記載のガラスレンズ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガラスレンズ及び光学機器に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
ガラスレンズなどの光学素子を製造するにあたっては、プレス成形された成形体に芯取り加工が施されることがある。芯取り加工は成形体外周などの不要な部分を除去するとともに、得ようとする光学素子の外径中心軸と、光軸とを一致させるように行われる。しかし、レンズ径が1~5mm程度の小型のレンズでは、芯取り加工で光軸を決定する芯出しの精度を高く行うことが困難であり、芯出し精度が不十分である場合には、外径中心軸と、光軸との一致性が悪くなる。
【0003】
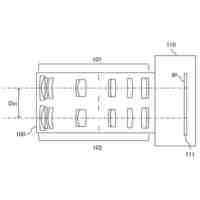
これに対して、プレス成形によって、光学素子の光学機能面を成形するとともに外周部も胴型などの型部材によって成形して、外径を画定する方法が知られている。この方法では、得ようとする光学素子の外径中心軸と、光軸とを精度よく一致させることができる。
プレス成形のみによって、得ようとするレンズの外径中心軸と、光軸とを一致させるには、レンズの光学面とともに外周部にも成形型の各型部材が接触するようにプレス成形をすることによって、レンズ形状を画定する必要がある。特許文献1には、この際、一般には、プレス成形に用いる成形素材(プリフォームとも呼ばれる)の容積は、得ようとするレンズの容積と一致していなければならないと記載されている。
【0004】
プレス成形に用いる成形素材は、例えば、ブロック状の光学ガラスから所定の大きさに切り出し、研磨によって球形などに冷間加工したり、溶融ガラスを受け型に滴下する等して分離し、予備成形(熱間成形)したりすることによって作製することができる。しかし、いずれの場合も、成形素材を均一な容積とするのは容易でない。成形素材の容積の均一な管理は、特に、容積が小さく軽量になったときに困難となる傾向が強い。
そこで、成形型に対して、成形面の外周角部に面取り加工を施して面取り部を形成することが行われている。面取り部と、胴型の内周面との間に形成される空隙に、成形素材の容積の余剰分を逃がすことができる。すなわち、成形素材の容積にばらつきがあり、成形素材の容積が規定量を超えてしまうような場合であっても、成形素材の容積のばらつきを吸収することができる。さらに、成形型の破損を有効に回避することもできる。
【0005】
しかし、面取り部を成形型に設けた場合、レンズ上に不定形の突起が生じる。レンズ上の不定形の突起は、レンズを光学機器に取り付ける際の障害や突起部分での欠けの発生につながる。
【0006】
特許文献1には、成形素材の容積管理の限界を超えるような、容積の小さな光学素子を高精度に製造する場合に、成形素材の容積にばらつきがあったとしても、生産効率よく、高い歩留まり率で均一な形状の光学素子を、簡便に、かつ、安定して製造することができる方法が記載されている。
この光学素子の製造方法では、成形面の外周角部に面取部を有する成形型で成形体の成形が行われ、次いで、成形体の上型側角部及び下型側角部を除去する面取加工が施される。成形体の面取加工は、凹部を有する砥石で行われる。成形体の上型側角部や、下型側角部に突起が生じたとしても、この突起は完全に除去される。
【先行技術文献】
【特許文献】
【0007】
特許第4848165号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ガラスレンズの小型化に伴い、ガラスレンズの欠けや亀裂といった欠陥部等についての品質要求や、レンズ外周面を十分に確保することへの要求が高まっている。ガラスレンズの外周面の面積が大きいと、光学機器内でのレンズの傾きが抑制されやすい。
【0009】
特許文献1の方法では、成形体の上型側角部と下型側角部の双方を研削しており、加えて砥石が小さい面取り角度を有しているため、この方法で製造されるガラスレンズは十分な外周面を有していないと考えられる。
【0010】
本発明は上記の課題に鑑みてなされたものであり、十分なレンズ外周面の面積を有し、かつ、欠陥部等が少ない品質の高い小型のガラスレンズの提供を目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
AGC株式会社
真空断熱材
17日前
AGC株式会社
真空断熱材
17日前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
2日前
AGC株式会社
複層ガラス、及び複層ガラスの製造方法
2日前
AGC株式会社
パワーデバイス用シート及びパワーデバイス部材
11日前
AGC株式会社
フィルム、フィルムの製造方法、複合体および絶縁部材
9日前
AGC株式会社
組成物、表面処理剤、物品、物品の製造方法、及びUV吸収剤
9日前
AGC株式会社
無アルカリガラス基板
15日前
AGC株式会社
水系分散液、積層体の製造方法、積層体、金属張積層体、及び車載レーダ
10日前
AGC株式会社
フッ素樹脂フィルム及びその製法
11日前
AGC株式会社
フッ素含有重合体及びその製造方法
16日前
AGC株式会社
EUVリソグラフィ用反射型マスクブランク
11日前
AGC株式会社
含フッ素重合体の製造方法、水性分散液及び粒子
9日前
AGC株式会社
結晶化ガラス、高周波用基板および結晶化ガラスの製造方法
16日前
AGC株式会社
ガラス組成物、ガラス粉末、封着材料、ガラスペースト、封着パッケージおよび有機エレクトロルミネセンスパネル
12日前
株式会社スリーボンド
洗浄剤組成物
18日前
個人
再帰反射材
11日前
株式会社コシナ
撮像レンズ
17日前
個人
ユニバーサルヒンジ眼鏡の改良
4日前
ビアメカニクス株式会社
光反射装置
16日前
株式会社ニデック
眼鏡レンズ加工用治具
18日前
株式会社小糸製作所
画像照射装置
12日前
株式会社カネカ
光学フィルム
9日前
株式会社ジュン
メガネの製作システム
2日前
キヤノン株式会社
光学機器
18日前
個人
内面計測装置用ヘッド、及び内面計測装置
16日前
キヤノン株式会社
光学装置
10日前
キヤノン株式会社
画像表示装置
10日前
artience株式会社
防眩シート、及び施工方法
9日前
住友化学株式会社
積層体および表示装置
17日前
住友電気工業株式会社
光ケーブル
9日前
株式会社小糸製作所
画像投影装置
12日前
キヤノン株式会社
電子機器及び移動体
16日前
株式会社ヴイ・エス・テクノロジ-
交換式レンズ鏡筒
9日前
住友ベークライト株式会社
光電気複合基板およびフィルム
2日前
キヤノン株式会社
レンズ装置および撮像装置
19日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ