TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024131546
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023041880
出願日
2023-03-16
発明の名称
工具ユニットおよび工作機械
出願人
DMG森精機株式会社
代理人
個人
,
個人
主分類
B23B
5/08 20060101AFI20240920BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ワーク表面に形成する溝の深さのばらつきを従来とは異なる方法で抑えることが可能な技術を提供する。
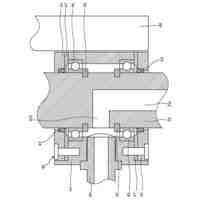
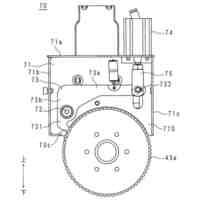
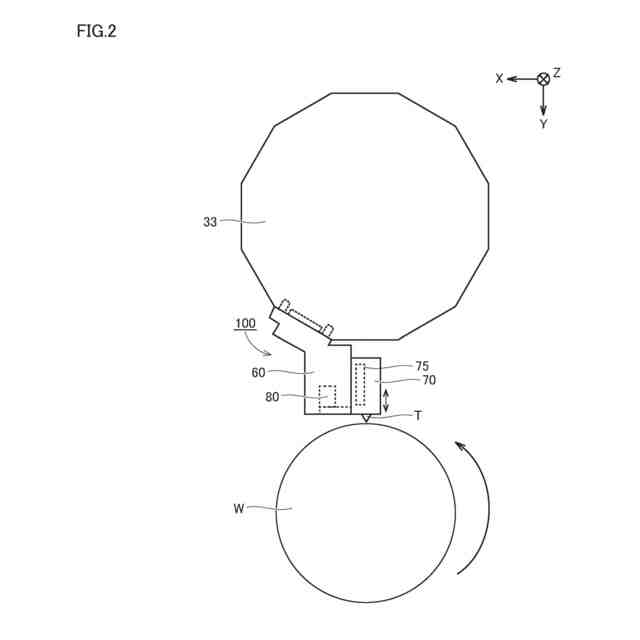
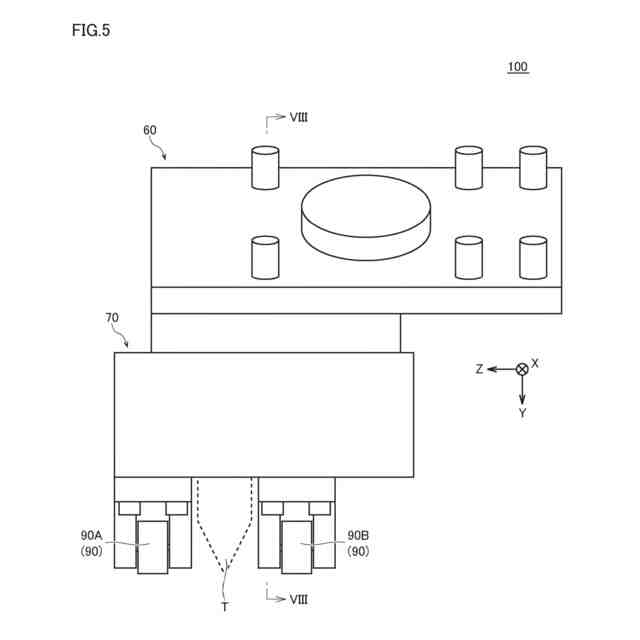
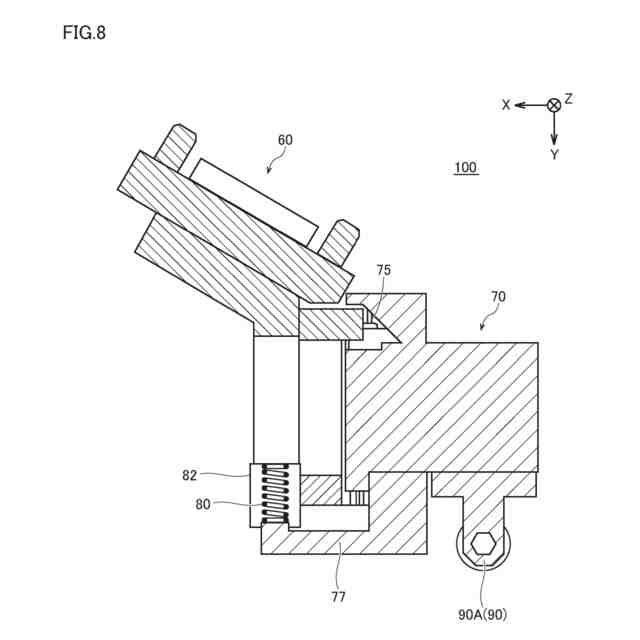
【解決手段】回転中のワークに対して切り込みを入れることが可能なバイトを有する工具ユニットは、工作機械内の工具保持部に対して装着可能に構成される装着部と、バイトを把持するための把持部と、ワークへのバイトの切り込み方向と平行な方向に把持部が装着部に対して相対的に移動可能なように把持部を案内するためのリニアガイドと、把持部を切り込み方向に押圧するように工具ユニットに設けられている弾性体とを備える。
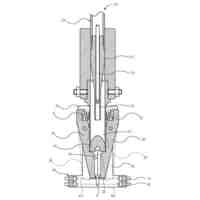
【選択図】図2
特許請求の範囲
【請求項1】
回転中のワークに対して切り込みを入れることが可能なバイトを有する工具ユニットであって、
工作機械内の工具保持部に対して装着可能に構成される装着部と、
前記バイトを把持するための把持部と、
前記ワークへの前記バイトの切り込み方向と平行な方向に前記把持部が前記装着部に対して相対的に移動可能なように前記把持部を案内するためのリニアガイドと、
前記把持部を前記切り込み方向に押圧するように前記工具ユニットに設けられている弾性体とを備える、工具ユニット。
続きを表示(約 600 文字)
【請求項2】
前記工具ユニットは、さらに、前記バイトを挟むように前記把持部に設けられている第1,第2ローラーを備え、
前記第1,第2ローラーの各々は、回転軸が前記切り込み方向と直交するように前記把持部に設けられている、請求項1に記載の工具ユニット。
【請求項3】
前記第1,第2ローラーの少なくとも一方は、前記切り込み方向における位置を調整可能に構成されている、請求項2に記載の工具ユニット。
【請求項4】
前記第1ローラーは、前記切り込み方向における位置を調整可能に構成されおり、
前記第2ローラーは、前記切り込み方向における位置を調整不可能に構成されている、請求項2または3に記載の工具ユニット。
【請求項5】
前記弾性体は、さらに、前記装着部を前記切り込み方向とは反対側に押圧するように前記工具ユニットに設けられている、請求項1~3のいずれか1項に記載の工具ユニット。
【請求項6】
前記工具保持部は、タレットである、請求項1~3のいずれか1項に記載の工具ユニット。
【請求項7】
前記工具保持部は、工具主軸である、請求項1~3のいずれか1項に記載の1または2に記載の工具ユニット。
【請求項8】
請求項1~3のいずれか1項に記載の工具ユニットを装着可能に構成される、工作機械。
発明の詳細な説明
【技術分野】
【0001】
本開示は、工具ユニットおよび工作機械に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
被削材であるワークの表面に均一な深さの溝を形成するための技術が望まれている。当該技術に関し、特開2011-173191号公報(特許文献1)は、光学フィルムの製造に利用されるロール金型の製造方法を開示している。
【0003】
当該製造方法は、「バイトを備えた旋盤装置を準備する工程と、ロールを旋盤装置に取り付ける工程と、旋盤加工により生じるバイトの磨耗量に応じて設定される切り込み量に基づいて、旋盤加工により、ロールの表面に、ロールの軸方向に配列された複数の溝を形成する工程」とを備える(段落[0009]参照)。当該製造方法においては、ロールに対する切り込み量がバイトの磨耗量に応じて設定されるため、ロールに形成される各溝の深さのばらつきが抑えられる。
【先行技術文献】
【特許文献】
【0004】
特開2011-173191号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ワーク表面に形成される溝の深さは、バイトの摩耗量だけでなく様々な要因で変動する。したがって、ワーク表面に形成する溝の深さのばらつきを従来とは異なる方法で抑えることが可能な技術が望まれている。
【課題を解決するための手段】
【0006】
本開示の一例では、回転中のワークに対して切り込みを入れることが可能なバイトを有する工具ユニットが提供される。は、工作機械内の工具保持部に対して装着可能に構成される装着部と、上記バイトを把持するための把持部と、上記ワークへの上記バイトの切り込み方向と平行な方向に上記把持部が上記装着部に対して相対的に移動可能なように上記把持部を案内するためのリニアガイドと、上記把持部を上記切り込み方向に押圧するように上記工具ユニットに設けられている弾性体とを備える。
【0007】
本開示の一例では、上記工具ユニットは、さらに、上記バイトを挟むように上記把持部に設けられている第1,第2ローラーを備える。上記第1,第2ローラーの各々は、回転軸が上記切り込み方向と直交するように上記把持部に設けられている。
【0008】
本開示の一例では、上記第1,第2ローラーの少なくとも一方は、上記切り込み方向における位置を調整可能に構成されている。
【0009】
本開示の一例では、上記第1ローラーは、上記切り込み方向における位置を調整可能に構成されおり、上記第2ローラーは、上記切り込み方向における位置を調整不可能に構成されている。
【0010】
本開示の一例では、上記弾性体は、さらに、上記装着部を上記切り込み方向とは反対側に押圧するように上記工具ユニットに設けられている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
24日前
個人
電気抵抗溶接用電極
2か月前
日東精工株式会社
ねじ締め機
5日前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
5日前
日東精工株式会社
ろう付け装置
2か月前
トヨタ自動車株式会社
治具
6日前
株式会社FUJI
工作機械
2か月前
有限会社ハラダ印刷
穿孔機用案内板
1か月前
日東精工株式会社
チャックユニット
3か月前
菅機械産業株式会社
測長装置
3か月前
株式会社不二越
ドリル
3か月前
株式会社ダイヘン
くびれ検出制御方法
1か月前
ブラザー工業株式会社
工作機械
27日前
株式会社ダイヘン
回転アーク溶接方法
2か月前
ブラザー工業株式会社
工作機械
27日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社MOLDINO
ドリル
1か月前
津根精機株式会社
鉄筋切断装置
1か月前
株式会社FUJI
ワーク置き台
2日前
福井県
マルチマテリアルの点接合構造
1か月前
個人
交換式給油ブラシの切削油の給油器
1か月前
株式会社向洋技研
スポットネジ及び電極
1か月前
株式会社不二越
エンドミル
1か月前
光精工株式会社
クーラントタンク
2日前
株式会社ムラタ溶研
剪断装置
9日前
第一システム株式会社
切粉検査装置
3か月前
株式会社進和
肉盛加工ノズル
1か月前
トヨタ自動車株式会社
熱変形解析方法
3か月前
ブラザー工業株式会社
工作機械
27日前
トヨタ自動車株式会社
レーザ加工方法
1か月前
コントレイル合同会社
レーザ加工装置
1か月前
株式会社アイシン
金属部材の接合方法
5日前
カヤバ株式会社
溶接方法及び溶接構造
2日前
トヨタ自動車株式会社
レーザ溶接方法
2日前
株式会社不二越
摩擦撹拌接合装置
9日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ