TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024129676
公報種別
公開特許公報(A)
公開日
2024-09-27
出願番号
2023039028
出願日
2023-03-13
発明の名称
金属缶外観検査装置、及び、金属缶外観検査方法
出願人
株式会社 日立産業制御ソリューションズ
代理人
弁理士法人磯野国際特許商標事務所
主分類
G01B
11/24 20060101AFI20240919BHJP(測定;試験)
要約
【課題】装置の大型化及び装置の複雑化を招くことなく、巻締部の不良検査機能を向上させる。
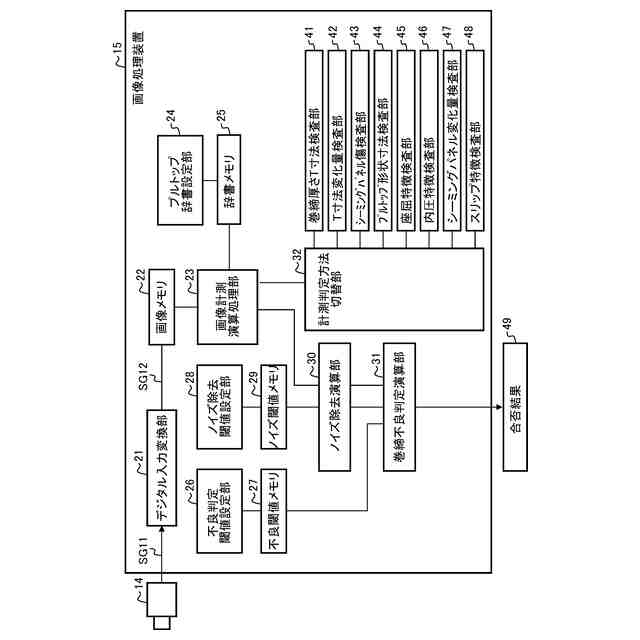
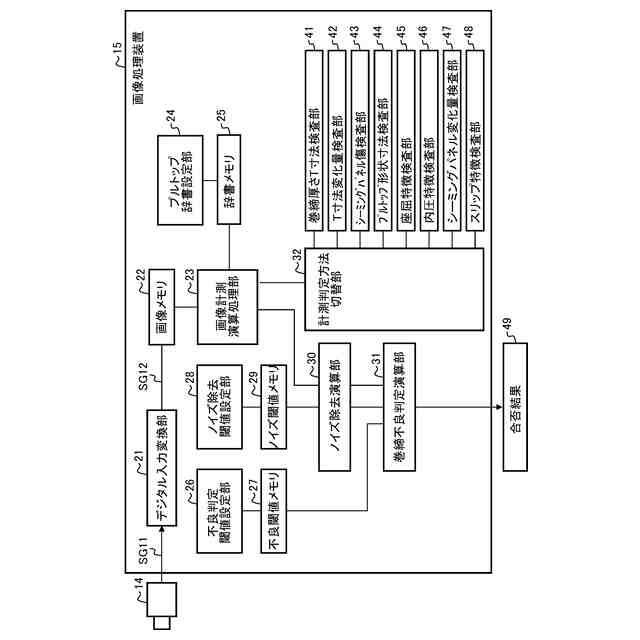
【解決手段】金属缶外観検査装置100は、リング型の形状を呈する照明装置(リング型照明装置12)と、照明装置の中心と同軸上に配置され、かつ、照明装置からの照明光による巻締上端の反射画像を撮影するカメラ(テレビカメラ14)と、カメラで撮影した画像をデジタル多階調画像に変換して巻締上端のリング状画像を取得するデジタル入力変換部21と、リング状画像の輝点二重リングの乱れ及びシーミングパネル部暗点リングの乱れを計測することにより、舌だし不良、足だし不良、疑似巻締不良を検出するシーミングパネル変化量検査部47と、を備える。
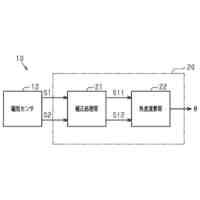
【選択図】図2
特許請求の範囲
【請求項1】
リング型の形状を呈する照明装置と、
前記照明装置の中心と同軸上に配置され、かつ、前記照明装置からの照明光による巻締上端の反射画像を撮影するカメラと、
前記カメラで撮影した画像をデジタル多階調画像に変換して巻締上端のリング状画像を取得するデジタル入力変換部と、
前記リング状画像の輝点二重リングの乱れ及びシーミングパネル部暗点リングの乱れを計測することにより、舌だし不良、足だし不良、疑似巻締不良を検出するシーミングパネル変化量検査部と、を備える、
ことを特徴とする金属缶外観検査装置。
続きを表示(約 1,100 文字)
【請求項2】
リング型の形状を呈する照明装置と、
前記照明装置の中心と同軸上に配置され、かつ、前記照明装置からの照明光による巻締上端の反射画像を撮影するカメラと、
前記カメラで撮影した画像をデジタル多階調画像に変換して巻締上端のリング状画像を取得するデジタル入力変換部と、
前記リング状画像の輝点二重リングのエッジ座標から計算される円弧仮想点と実点の誤差を判定することにより、スリップ不良を検出するスリップ特徴検査部と、を備える、
ことを特徴とする金属缶外観検査装置。
【請求項3】
請求項2に記載の金属缶外観検査装置において、
前記リング状画像の輝点二重リングの乱れ及びシーミングパネル部暗点リングの乱れを計測することにより、舌だし不良、足だし不良、疑似巻締不良を検出するシーミングパネル変化量検査部を備える、
ことを特徴とする金属缶外観検査装置。
【請求項4】
請求項3に記載の金属缶外観検査装置において、
前記舌だし不良と前記足だし不良と前記疑似巻締不良と前記スリップ不良の検出に使用する画像を撮影するカメラが1台である、
ことを特徴とする金属缶外観検査装置。
【請求項5】
リング型の形状を呈する照明装置からの照明光による巻締上端の反射画像を前記照明装置の中心と同軸上に配置したカメラで撮影する工程と、
前記カメラで撮影した画像をデジタル多階調画像に変換して巻締上端のリング状画像を取得する工程と、
前記リング状画像の輝点二重リングの乱れ及びシーミングパネル部暗点リングの乱れを計測することにより、舌だし不良、足だし不良、疑似巻締不良を検出する工程と、を含む、
ことを特徴とする金属缶外観検査方法。
【請求項6】
リング型の形状を呈する照明装置からの照明光による巻締上端の反射画像を前記照明装置の中心と同軸上に配置したカメラで撮影する工程と、
前記カメラで撮影した画像をデジタル多階調画像に変換して巻締上端のリング状画像を取得する工程と、
前記リング状画像の輝点二重リングのエッジ座標から計算される円弧仮想点と実点の誤差を判定することにより、スリップ不良を検出する工程と、を含む、
ことを特徴とする金属缶外観検査方法。
【請求項7】
請求項6に記載の金属缶外観検査方法において、
前記リング状画像の輝点二重リングの乱れ及びシーミングパネル部暗点リングの乱れを計測することにより、舌だし不良、足だし不良、疑似巻締不良を検出する工程、を含む、
ことを特徴とする金属缶外観検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属缶外観検査装置、及び、金属缶外観検査方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、リング型照明装置から照明光を金属缶の巻締部に照射し、巻締部の反射画像に基づいて、金属缶の外観を検査する金属缶外観検査装置がある(例えば、特許文献1,2参照)。
【先行技術文献】
【特許文献】
【0003】
特許第3224667号公報
特許第5575675号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
金属缶外観検査装置では、巻締部の複数種類の不良検査を単一装置で行うことが要望されつつある。しかしながら、従来の金属缶外観検査装置は、巻締部の複数種類の不良検査を単一装置で行うことを意図していないため、この要望を満たすためには、カメラを増設することを要し、装置が大型化したり、装置が複雑化したりして、設置スペースが大きくなったり、製造コストが上昇したりする可能性がある。そのため、金属缶外観検査装置では、装置の大型化及び装置の複雑化を招くことなく、巻締部の不良検査機能を向上させることが望まれる。
【0005】
本発明は、前記した課題を解決するためになされたものであり、装置の大型化及び装置の複雑化を招くことなく、巻締部の不良検査機能を向上させる金属缶外観検査装置、及び、金属缶外観検査方法を提供することを主な目的とする。
【課題を解決するための手段】
【0006】
前記目的を達成するため、本発明は、金属缶外観検査装置であって、リング型の形状を呈する照明装置と、前記照明装置の中心と同軸上に配置され、かつ、前記照明装置からの照明光による巻締上端の反射画像を撮影するカメラと、前記カメラで撮影した画像をデジタル多階調画像に変換して巻締上端のリング状画像を取得するデジタル入力変換部と、前記リング状画像の輝点二重リングの乱れ及びシーミングパネル部暗点リングの乱れを計測することにより、舌だし不良、足だし不良、疑似巻締不良を検出するシーミングパネル変化量検査部と、を備える、構成とする。
その他の手段は、後記する。
【発明の効果】
【0007】
本発明によれば、装置の大型化及び装置の複雑化を招くことなく、巻締部の不良検査機能を向上させることができる。
【図面の簡単な説明】
【0008】
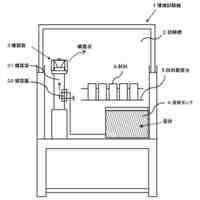
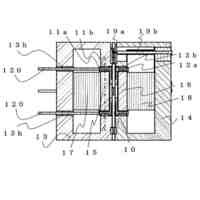
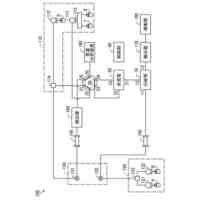
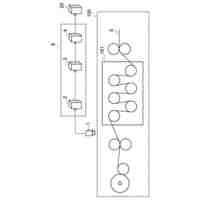
実施形態に係る金属缶外観検査装置の概略構成図である。
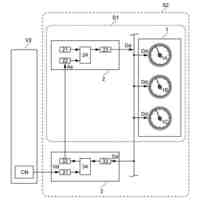
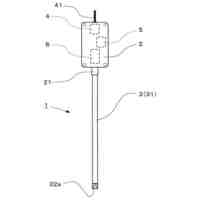
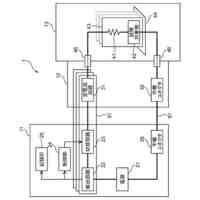
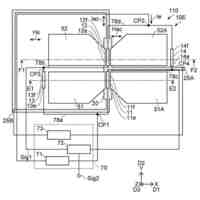
金属缶外観検査装置で用いる画像処理装置の構成図である。
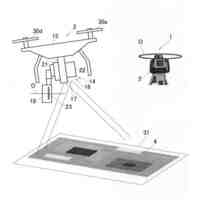
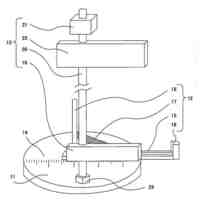
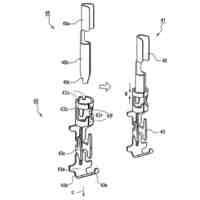
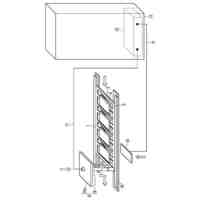
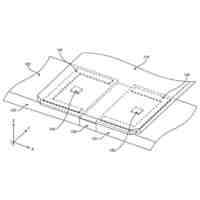
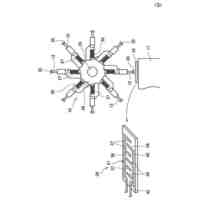
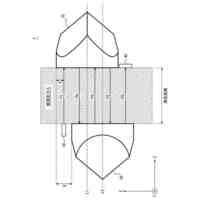
金属缶外観検査装置で用いるリング型照明装置の説明図(1)である。
金属缶外観検査装置で用いるリング型照明装置の説明図(2)である。
巻締部の撮影画像の説明図である。
巻締部の撮影画像の部分拡大図である。
舌だし不良の説明図である。
足だし不良の説明図である。
疑似巻締不良の説明図である。
スリップ不良の説明図である。
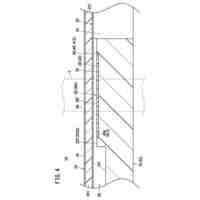
巻締部の断面構造の説明図である。
巻締部の断面構造の説明図である。
舌だし不良が発生している巻締部の撮影画像の説明図である。
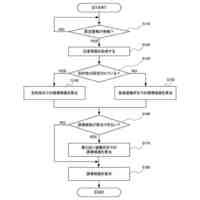
T寸法変化量に基づいて、舌だし不良、足だし不良、疑似巻締不良を検出する場合の動作を示すフローチャートである。
シーミングパネル幅変化量に基づいて、舌だし不良、足だし不良、疑似巻締不良を検出する場合の動作を示すフローチャートである。
スリップ不良が発生している巻締部の撮影画像の説明図である。
スリップ不良が発生している巻締部の撮影画像の部分拡大図である。
スリップ不良を検出する場合の動作を示すフローチャートである。
良品の計測分布グラフ図(1)である。
良品の計測分布グラフ図(2)である。
良品の計測分布グラフ図(3)である。
舌だし不良の計測分布グラフ図(1)である。
舌だし不良の計測分布グラフ図(2)である。
舌だし不良の計測分布グラフ図(3)である。
足だし不良の計測分布グラフ図(1)である。
足だし不良の計測分布グラフ図(2)である。
足だし不良の計測分布グラフ図(3)である。
スリップ不良の計測分布グラフ図(1)である。
スリップ不良の計測分布グラフ図(2)である。
スリップ不良の計測分布グラフ図(3)である。
缶径違いの撮影画像の説明図(1)である。
缶径違いの撮影画像の説明図(2)である。
ミニシーム缶の巻締部に対する画像処理例の説明図(1)である。
ミニシーム缶の巻締部に対する画像処理例の説明図(2)である。
ミニシーム缶の巻締部に対する画像処理例の説明図(3)である。
ミニシーム缶の巻締部に対する画像処理例の説明図(4)である。
【発明を実施するための形態】
【0009】
以下、図面を参照して、本発明の実施の形態(以下、「本実施形態」と称する)について詳細に説明する。なお、各図は、本発明を十分に理解できる程度に、概略的に示しているに過ぎない。よって、本発明は、図示例のみに限定されるものではない。また、各図において、共通する構成要素や同様な構成要素については、同一の符号を付し、それらの重複する説明を省略する。
【0010】
従来の金属缶外観検査装置では、缶径違いの品種(例えば204径蓋と202径蓋)に合わせて複数のカメラを設置するため、装置の大型化及び装置の複雑化を招いている。これに対して、本実施形態は、缶径違いの品種に拘わらず、1台のカメラ(テレビカメラ)で巻締部の不良を検査する金属缶外観検査装置100を提供することを意図している。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
スガ試験機株式会社
環境試験機
21日前
株式会社高橋型精
採尿具
19日前
株式会社トプコン
測量装置
25日前
日本精機株式会社
補助計器システム
13日前
中国電力株式会社
短絡防止具
11日前
アルファクス株式会社
積層プローブ
11日前
株式会社トプコン
測量システム
26日前
株式会社関電工
内径測定装置。
19日前
キヤノン電子株式会社
サーボ加速度計
11日前
積水樹脂株式会社
建築物用浸水測定装置
25日前
日本特殊陶業株式会社
ガスセンサ
21日前
倉敷紡績株式会社
フィルム測定装置
19日前
トヨタ自動車株式会社
校正システム
26日前
株式会社XMAT
測定装置および方法
19日前
三菱電機株式会社
絶縁検査装置
25日前
ミツミ電機株式会社
流体センサ
19日前
矢崎総業株式会社
電流センサ
21日前
株式会社島津製作所
分析装置
25日前
株式会社SUBARU
ナビゲーション装置
25日前
エスペック株式会社
高電圧試験装置
11日前
矢崎総業株式会社
電流センサ
21日前
住友金属鉱山株式会社
金属異物の評価方法
11日前
株式会社豊田自動織機
物体検出装置
5日前
株式会社ジェイテクト
回転角検出装置
19日前
サンデン株式会社
運転支援装置
19日前
株式会社バンザイ
車両用速度計試験機
11日前
サンデン株式会社
運転支援装置
19日前
株式会社トプコン
測量システム及び測定方法
26日前
上野精機株式会社
位置検出装置
5日前
株式会社TMEIC
欠陥検出装置
4日前
テルモ株式会社
テストストリップ
19日前
株式会社東芝
センサ及び検査装置
4日前
ローム株式会社
センサ
11日前
横河電機株式会社
ガス測定装置
11日前
株式会社デンソー
温度推定装置
11日前
ローム株式会社
センサ
11日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ