TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024126948
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023035732
出願日
2023-03-08
発明の名称
硬質皮膜除去装置およびそれを用いた硬質皮膜の除去方法
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23K
26/36 20140101AFI20240912BHJP(工作機械;他に分類されない金属加工)
要約
【課題】超硬合金や高速度工具の表面を損傷させることなく、これらの超硬合金や高速度工具鋼の表面に被覆されたTiAlNやAlCrNなどAlを含有する種々の硬質皮膜(窒化物)を除去できる硬質皮膜除去装置およびそれを用いた硬質皮膜の除去方法を提供する。
【解決手段】
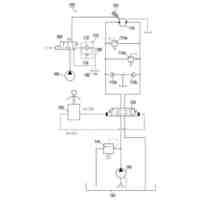
硬質皮膜除去装置の発明は、硬質皮膜が被覆された被加工物を内部に設置できる加工処理室と、硬質皮膜へ照射するレーザーを出力できるレーザー源と、外部のガスを加工処理室内へ供給するガス供給配管と、から構成する硬質皮膜除去装置とする。また、硬質皮膜の除去方法の発明は、当該装置を用いてガス供給配管を介して加工処理室内へ外部のガスを供給しながら、レーザー源のレーザーを被加工物の硬質皮膜へ照射することで硬質皮膜の除去を行う。
【選択図】図6
特許請求の範囲
【請求項1】
硬質皮膜が被覆された被加工物を内部に設置できる加工処理室と、前記硬質皮膜へ照射するレーザーを出力できるレーザー源と、外部のガスを前記加工処理室内へ供給するガス供給配管と、を有することを特徴とする硬質皮膜除去装置。
続きを表示(約 660 文字)
【請求項2】
硬質皮膜が被覆された被加工物を内部に設置できる加工処理室と、前記硬質皮膜へ照射するレーザーを出力できるレーザー源と、前記加工処理室内のガスを外部へ排出するガス排出配管と、を有することを特徴とする硬質皮膜除去装置。
【請求項3】
前記加工処理室には、前記レーザー源からを出力するレーザーを前記加工処理室内へ透過できる窓部を備えていることを特徴とする請求項1または2に記載の硬質皮膜除去装置。
【請求項4】
請求項1に記載の硬質皮膜除去装置を用いた硬質皮膜の除去方法であって、前記ガス供給配管を介して前記加工処理室内へ前記外部のガスを供給しながら、前記レーザー源のレーザーを前記被加工物の硬質皮膜へ照射することを特徴とする硬質皮膜の除去方法。
【請求項5】
前記外部のガスは、アルゴンガスまたは不活性ガスの内のいずれかであることを特徴とする請求項4に記載の硬質皮膜の除去方法。
【請求項6】
請求項2に記載の硬質皮膜除去装置を用いた硬質皮膜の除去方法であって、前記ガス排出配管を介して前記加工処理室内のガスを外部へ排出した後、前記レーザー源のレーザーを前記被加工物の硬質皮膜へ照射することを特徴とする硬質皮膜の除去方法。
【請求項7】
前記硬質皮膜に向けて前記アルゴンガスまたは不活性ガスの内のいずれかを吹き付けながら、前記レーザーを前記被加工物の硬質皮膜へ照射することを特徴とする請求項5に記載の硬質皮膜の除去方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削工具等の表面に被覆されている硬質皮膜を除去する装置および当該装置を用いた硬質皮膜の除去方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、切削工具等の表面に被覆されている硬質皮膜を除去する場合にチタン(Ti)やクロム(Cr)を溶解する薬液に硬質皮膜を浸漬することで、液中における電解反応を利用した除膜方法が特許文献1に開示されている。また、硬質皮膜に対してアルゴンイオンビーム等を照射することで、アルミニウム(Al)などの軽金属をスパッタリングすることで硬質皮膜を除去する方法が特許文献2には開示されている。
【0003】
しかし、特許文献1に開示されている薬液法では、超硬合金のコバルトが溶出するために、結果として母材の強度が低下するという問題があった。また、特許文献2に開示されているイオンエッチング法では高額な真空装置が必要で処理時間も長いため、処理費用が高いという問題があった。
【0004】
そこで、これらの硬質皮膜を除去する方法に替わり、硬質皮膜を除去する方法として、硬質皮膜に対してレーザー照射を行い、照射部分を局所的に加熱することで、蒸発や気化爆発などの化学反応により金属表面の不純物や硬質皮膜を除去する方法がある(特許文献3参照)。
【先行技術文献】
【特許文献】
【0005】
特許第2597931号公報
特許第6198991号公報
特開2008-62633号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献3に開示されているレーザー加熱洗浄法では表面の不純物や汚れを除去することができるが、レーザーの出力を上げても硬質皮膜を効率的に除去することはできなかった。その理由は、AlCrNなど黒色の窒化アルミニウムを主体とする窒化物硬質皮膜はレーザー光を吸収するが、酸化すると酸化アルミニウムを主体とする白色の酸化物となり、レーザー光を吸収しなくなって加工が停止するためである。なお、本願では照射するレーザー光の波長に対して吸収率の高い物質の状態を「黒色」、同じ波長に対して吸収率が低く、かつ反射率が高い物質の状態を「白色」と呼ぶ。すなわち、硬質皮膜や母材が赤色や青色であっても、レーザー光を吸収すれば「黒色(の状態)」、(拡散)反射すれば、それを「白色(の状態)」と定義する。
【0007】
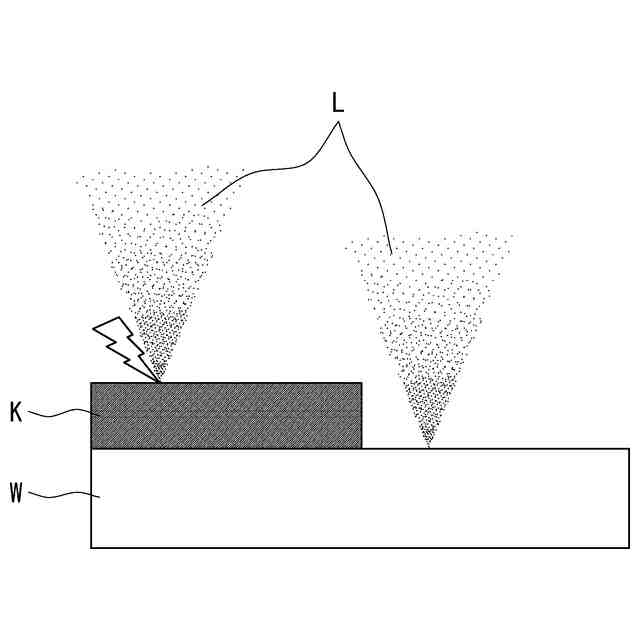
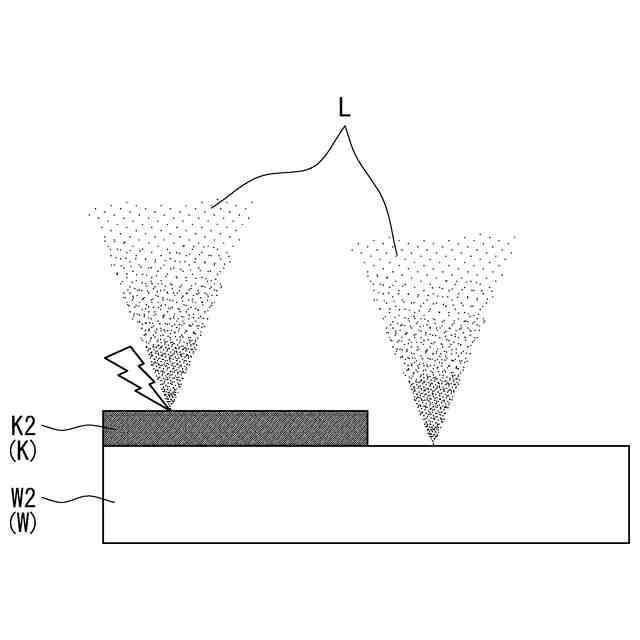
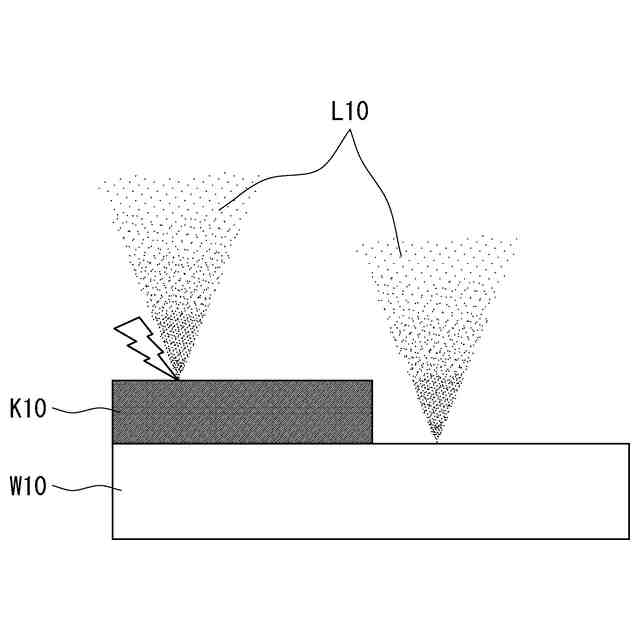
ここで、レーザー光L10を用いた硬質皮膜K10(K11,K12)の除去状態の模式図を図4ないし図6に示す。図4に示す超硬合金や工具鋼などの基材W10の表面に被覆された硬質皮膜K10を除去する最初の工程では、黒色の窒化物(硬質皮膜)K10はレーザー光L10に反応するために硬質皮膜K10の除去反応が進行する。超硬合金や工具鋼などの基材W10は表面の色が白色であるので、レーザー光L10とは反応せず除去工程は進行しない。
【0008】
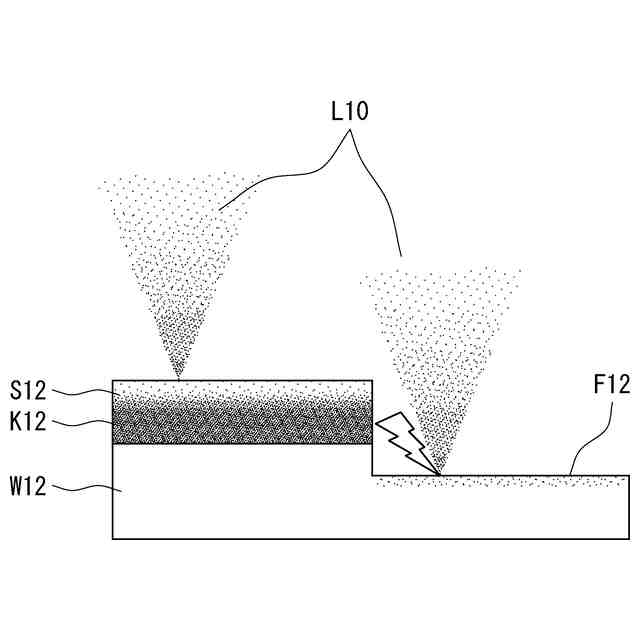
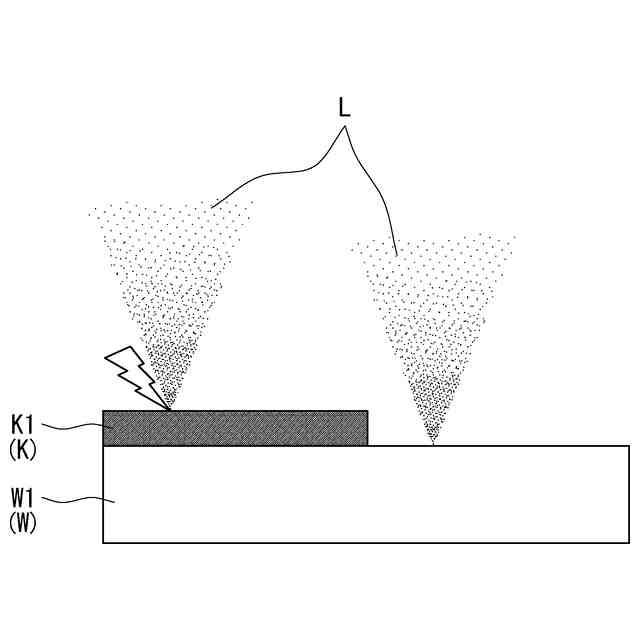
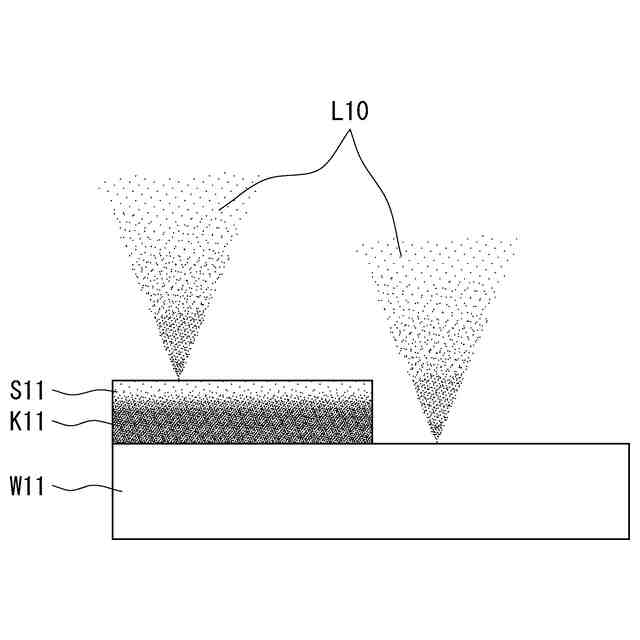
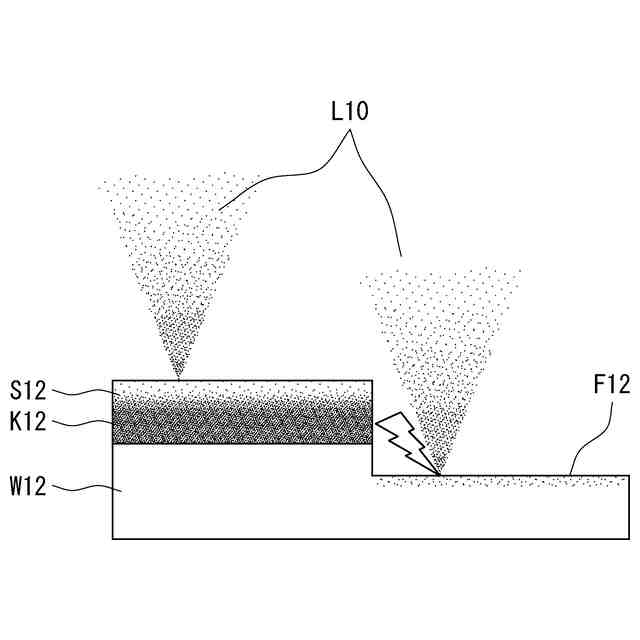
ところが、この除去工程がさらに進むことで、図5に示す様に基材W11が超硬合金の場合は当初黒色であった窒化物K11の表面に白色の酸化物S11が表れることでレーザー光L10との反応が行われなくなり、硬質皮膜K11の除去工程が停止する。一方、図6に示す様に基材W12が工具鋼の場合には、図5に示す場合と同様に当初黒色であった窒化物K12の表面に白色の酸化物S12が表れることでレーザー光L10との反応が行われなくなり、硬質皮膜K12の除去工程が停止する。
【0009】
同時に、基材W12の表面にレーザー光L10を照射することで雰囲気の酸化反応により酸化鉄F12が形成される。そのため、図5に示す様に基材W11が超硬合金の場合は基材が露出すると加工が停止するが、図6に示すように基材W12が工具鋼の場合は、その表面が酸化して黒色の酸化鉄F12となるので、レーザー光L10を吸収して基材W12も加工されるという問題があった。
【0010】
そこで、本発明は超硬合金や高速度工具の表面を損傷させることなく、これらの超硬合金や高速度工具鋼の表面に被覆されたTiAlNやAlCrNなどAlを含有する種々の硬質皮膜(窒化物)を除去できる硬質皮膜除去装置およびそれを用いた硬質皮膜の除去方法を提供することを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
タップ
1か月前
株式会社不二越
建設機械
16日前
株式会社不二越
塗布装置
15日前
株式会社不二越
加熱装置
15日前
株式会社不二越
油圧装置
1か月前
株式会社不二越
電磁比例弁
2日前
株式会社不二越
歯車加工機
9日前
株式会社不二越
NC転造盤
9日前
株式会社不二越
歯車研削盤
23日前
株式会社不二越
油圧ユニット
10日前
株式会社不二越
車軸軸受装置
22日前
株式会社不二越
車軸軸受装置
22日前
株式会社不二越
X線測定装置
16日前
株式会社不二越
電磁比例減圧弁
1か月前
株式会社不二越
X線回折測定装置
16日前
株式会社不二越
波動減速機用軸受
1か月前
株式会社不二越
スカイビングカッタ
3日前
株式会社不二越
ロボットの操作装置
10日前
株式会社不二越
協働ロボットシステム
24日前
株式会社不二越
転造加工用鋼製平ダイス
1か月前
株式会社不二越
熱処理に用いる油切り装置
10日前
株式会社不二越
建設機械用旋回ブレーキ装置
23日前
株式会社不二越
斜板式可変容量型ピストンポンプ
1か月前
株式会社不二越
移動制御装置及び移動制御システム
17日前
株式会社不二越
歯車加工ツールおよび歯車加工方法
23日前
株式会社不二越
カバー構造及びカバー取り外し方法
1か月前
株式会社不二越
状態判定装置及び状態判定プログラム
10日前
株式会社不二越
ワーク把持装置及びロボットシステム
9日前
株式会社不二越
合金鋼、電食防止部品およびその製造方法
23日前
個人
作業用治具
1か月前
個人
トーチノズル
1か月前
日東精工株式会社
検査装置
1か月前
個人
コンタクトチップ
2か月前
シヤチハタ株式会社
組立ライン
1か月前
日東精工株式会社
組み付け装置
1か月前
有限会社津谷工業
切削工具
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ