TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024126826
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023035495
出願日
2023-03-08
発明の名称
成形機、成形機の制御方法および成形方法
出願人
株式会社日本製鋼所
代理人
弁理士法人筒井国際特許事務所
主分類
B29C
45/64 20060101AFI20240912BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】キャビティの容積変更の最適化を図る。
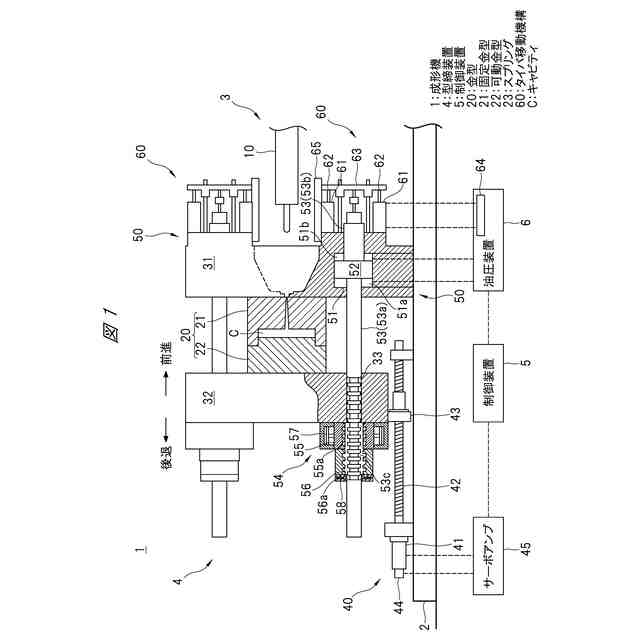
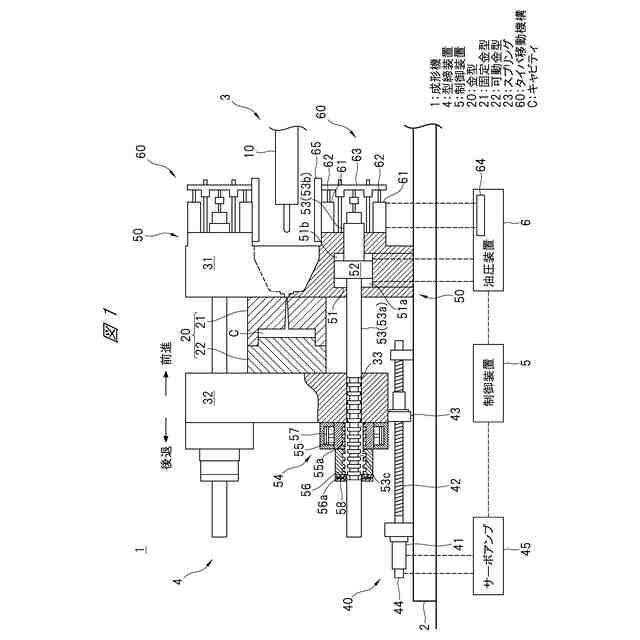
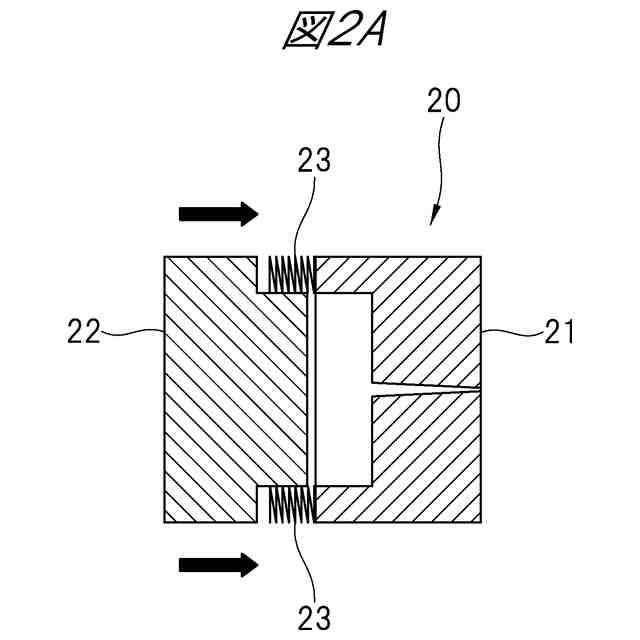
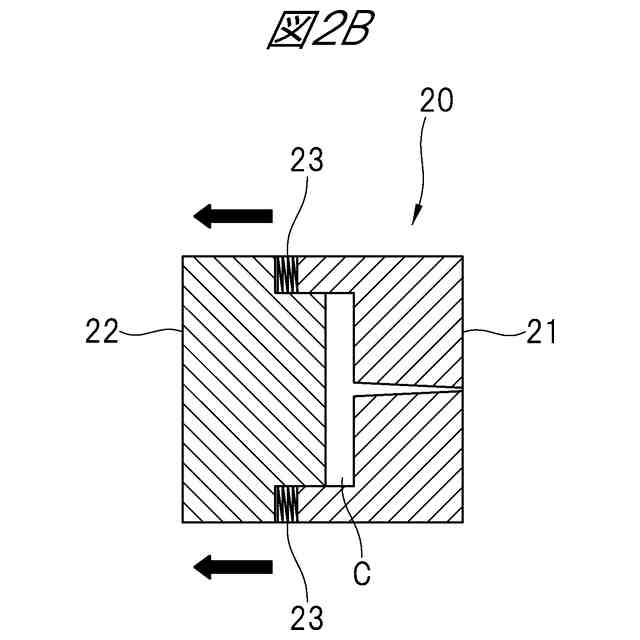
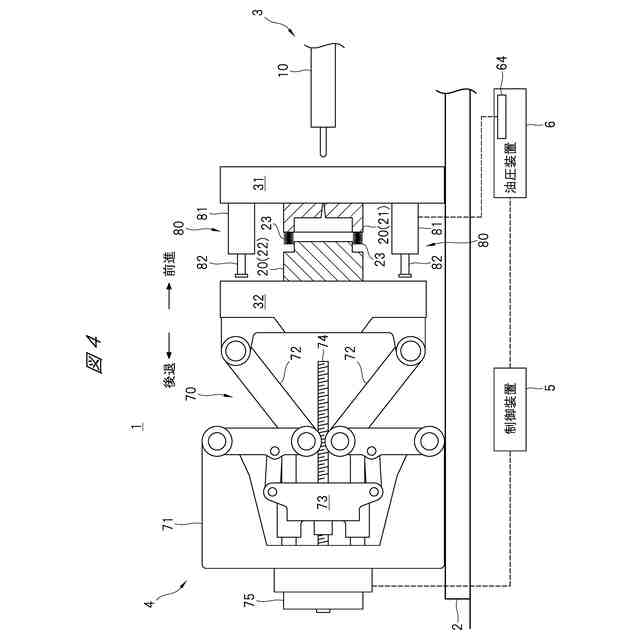
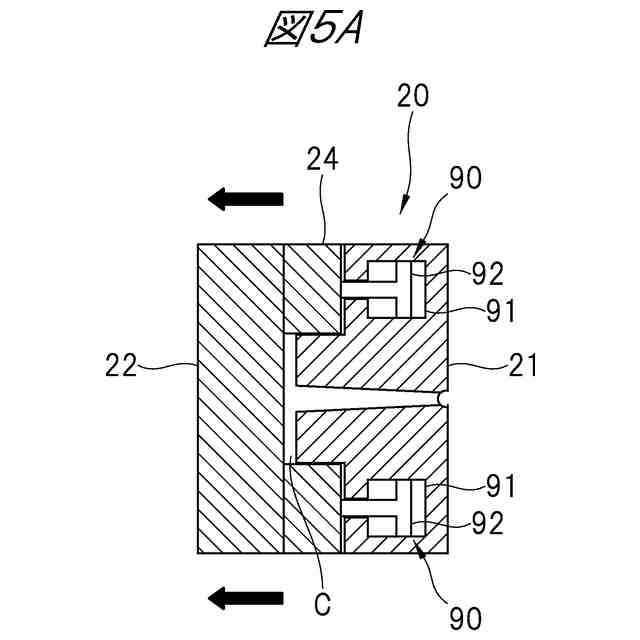
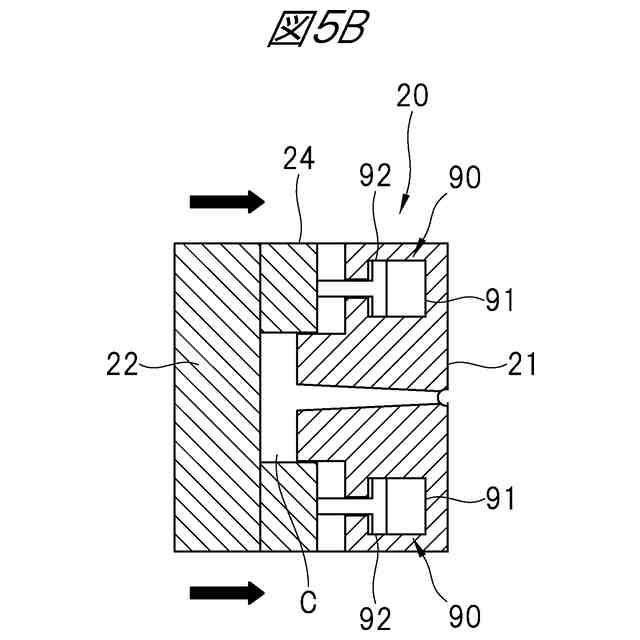
【解決手段】一実施の形態の成形機1は、固定金型21および可動金型22から構成され、可動金型22を固定金型21から離間させる型開力を発生させるスプリング23を備える金型20が取り付けられる型締装置4と、キャビティCが形成された状態を維持しつつ可動金型22を固定金型21に対して移動可能なタイバ移動機構60と、タイバ移動機構60を制御する制御装置5と、を有する。成形機1は、スプリング23が発生させる型開力と制御装置5によるタイバ移動機構60の制御とによってキャビティCを寸開させる。
【選択図】図1
特許請求の範囲
【請求項1】
固定金型および可動金型から構成され、前記可動金型を前記固定金型から離間させる型開力を発生させる離間機構を備える金型が取り付けられる型締装置と、
キャビティが形成された状態を維持しつつ前記可動金型を前記固定金型に対して移動可能な寸開制御機構と、
前記寸開制御機構を制御する制御装置と、を有し、
前記離間機構が発生させる前記型開力と前記制御装置による前記寸開制御機構の制御とによって前記キャビティを寸開させる、成形機。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載の成形機において、
前記キャビティ内に成形材料を射出する射出装置を有する、成形機。
【請求項3】
請求項1に記載の成形機において、
前記離間機構は、前記固定金型と前記可動金型との少なくとも一方に設けられたスプリングである、成形機。
【請求項4】
キャビティが形成された状態を維持しつつ可動金型を固定金型に対して移動可能な寸開制御機構を備える成形機の制御方法であって、
金型自体が発生させる型開力を受けている前記可動金型を前記寸開制御機構による制御の下で移動させて前記キャビティを寸開させる工程を含む、成形機の制御方法。
【請求項5】
請求項4に記載の成形機の制御方法において、
前記キャビティを寸開させる前記工程では、前記可動金型の位置,前記可動金型が取り付けられている可動盤の位置,前記可動金型が前記固定金型に対して移動される際に発生する負荷の少なくとも一つを検出して、前記寸開制御機構をクローズドループ制御する、成形機の制御方法。
【請求項6】
請求項4に記載の成形機の制御方法において、
前記キャビティを寸開させる前記工程には、前記可動金型を成形完了位置に停止させる工程と、前記可動金型を前記固定金型に近接する方向へ移動させる工程との少なくとも一方が含まれる、成形機の制御方法。
【請求項7】
キャビティが形成された状態を維持しつつ可動金型を固定金型に対して移動可能な寸開制御機構を備える成形機を用いた成形方法であって、
金型または前記金型が取り付けられた型締装置に設けられているスプリングが発生させる型開力を受けている前記可動金型を前記寸開制御機構による制御の下で移動させて前記キャビティを寸開させる工程を含む、成形方法。
【請求項8】
請求項7に記載の成形方法において、
前記キャビティを寸開させる前記工程により、前記キャビティの内部で成形材料の発泡を促進させる、成形方法。
【請求項9】
請求項8に記載の成形方法において、
発泡する前記成形材料は、前記可動金型を前記固定金型から離間させる型開力を発生させ、
前記キャビティを寸開させる前記工程では、前記型締装置が発生させる型締力を低下させるとともに、前記スプリングが発生させる前記型開力と前記寸開制御機構が発生させる型開力と発泡する前記成形材料が発生させる前記型開力の合計値を前記型締力よりも大きくする、成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形機、成形機の制御方法および成形方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
金型のキャビティ内に成形材料を供給して所望形状の樹脂成形品や他の素材の成形品(以下“成形品”と総称する場合がある。)を製造する成形機が知られている。成形機の一つは、金型が取り付けられる型締装置と、金型のキャビティ内に成形材料を射出する射出装置とを備えている。
【0003】
成形機を用いて実施される成形方法の一つとして“発泡成形”が知られている。発泡成形では、成形材料を金型のキャビティ内で発泡・固化させて発泡成形品を製造する。発泡成形に用いられる成形材料は、発泡に伴ってキャビティ内で膨張する。
【0004】
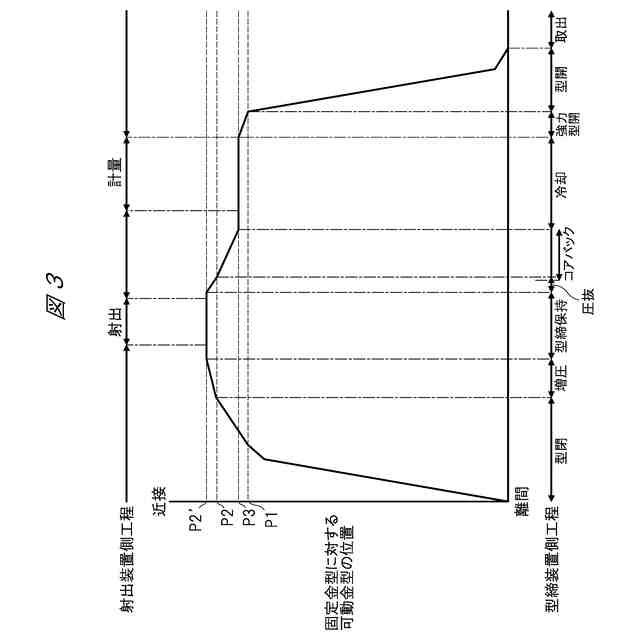
そこで、発泡成形では、成形材料をキャビティ内に射出した後に、キャビティの容積を拡大させる。例えば、キャビティが形成された状態を維持しつつ可動金型を固定金型に対して僅かに移動させる。このような可動金型の移動は、“コアバック”または“寸開”と呼ばれることがある。このため、可動金型をコアバックさせたり、寸開させたりする工程を含む成形方法は、“コアバック成形”または“寸開成形”と呼ばれることがある。つまり、発泡成形は、コアバック成形または寸開成形の一種である。
【0005】
特開2022-142715号公報(特許文献1)には、発泡成形に用いられる成形装置が記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2022-142715号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
コアバック成形や寸開成形では、キャビティの容積変更の最適化が望まれる。
【0008】
その他の課題と新規な特徴は、本明細書の記述および添付図面から明らかになるであろう。
【課題を解決するための手段】
【0009】
一実施の形態によれば、成形機は、固定金型および可動金型から構成され、可動金型を固定金型から離間させる型開力を発生させる離間機構を備える金型が取り付けられる型締装置と、キャビティが形成された状態を維持しつつ可動金型を固定金型に対して移動可能な寸開制御機構と、寸開制御機構を制御する制御装置と、を有する。そして、キャビティは、離間機構が発生させる型開力と制御装置による寸開制御機構の制御とによって寸開される。
【発明の効果】
【0010】
一実施の形態によれば、キャビティの容積変更の最適化が実現され得る。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
11か月前
東レ株式会社
溶融紡糸設備
3か月前
東レ株式会社
シート成形口金
8か月前
東レ株式会社
金型の製造方法
8か月前
津田駒工業株式会社
連続成形機
6か月前
東レ株式会社
プリプレグテープ
今日
東レ株式会社
積層基材の製造方法
9か月前
輝創株式会社
接合方法
8か月前
世紀株式会社
造形装置
8か月前
帝人株式会社
成形体の製造方法
2か月前
東レ株式会社
延伸フィルムの製造方法
8か月前
株式会社リコー
シート剥離装置
1か月前
東レ株式会社
一体化成形品の製造方法
1か月前
株式会社日本製鋼所
押出成形装置
7日前
六浦工業株式会社
接着装置
8か月前
グンゼ株式会社
印刷層の除去方法
7か月前
株式会社日本製鋼所
押出成形装置
7日前
株式会社吉野工業所
計量キャップ
9か月前
KTX株式会社
シェル型の作製方法
2か月前
大塚テクノ株式会社
樹脂製の構造体
6か月前
株式会社リコー
シート処理システム
28日前
小林工業株式会社
振動溶着機
3か月前
ダイハツ工業株式会社
3Dプリンタ
10か月前
個人
超高速射出点描画による熱溶解積層法
8か月前
株式会社城北精工所
押出成形用ダイ
6か月前
株式会社アフィット
粉末焼結積層造形装置
9か月前
東レ株式会社
リーフディスク型フィルター
9か月前
トヨタ自動車株式会社
真空成形方法
3か月前
トヨタ自動車株式会社
真空成形装置
4か月前
株式会社リコー
シート処理システム
1か月前
TOWA株式会社
樹脂成形装置
10か月前
株式会社イクスフロー
成形装置
5か月前
東ソー株式会社
高純度薬品用容器の製造方法
2か月前
東レエンジニアリング株式会社
立体造形装置
9か月前
東レ株式会社
二軸配向ポリエステルフィルム
2か月前
ヒロホー株式会社
搬送容器の製造方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































