TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024126684
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023035243
出願日
2023-03-08
発明の名称
樹脂シート
出願人
マクセル株式会社
代理人
個人
,
個人
主分類
B32B
5/18 20060101AFI20240912BHJP(積層体)
要約
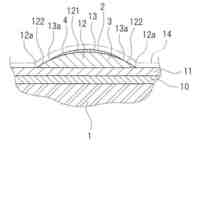
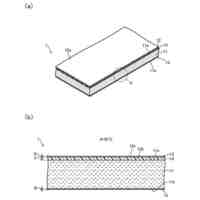
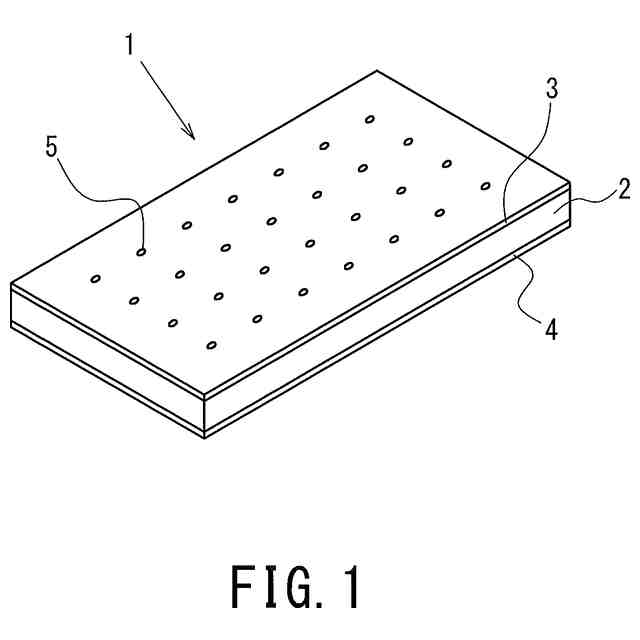
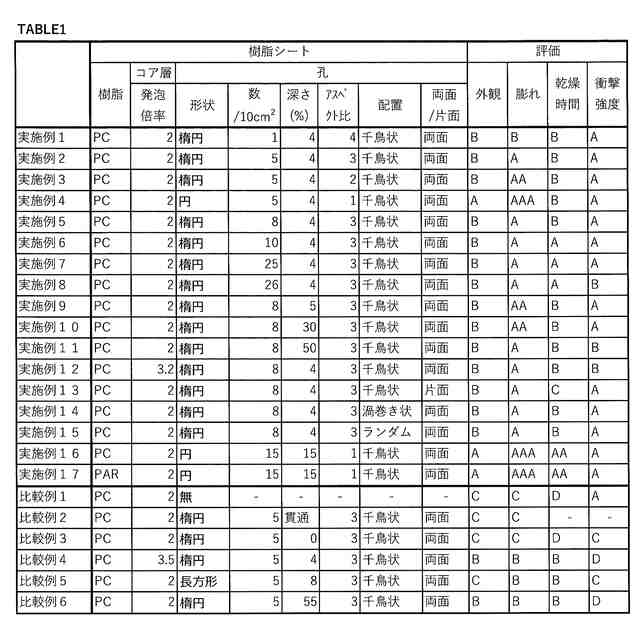
【課題】真空成形等の熱賦形をした後の樹脂成形体の外観意匠性を向上させることができ、かつ、樹脂シート自体の強度を向上させることができる樹脂シートを提供する。
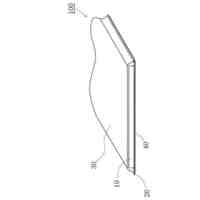
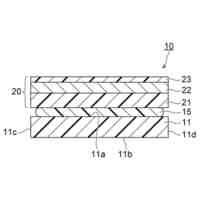
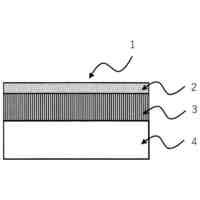
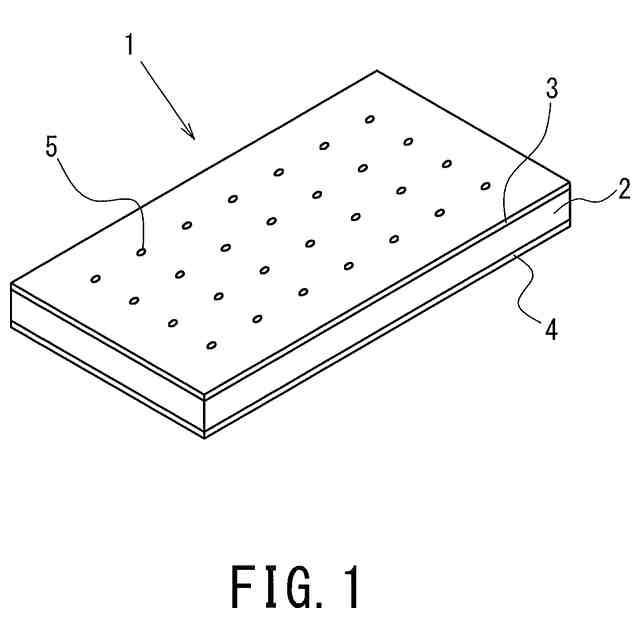
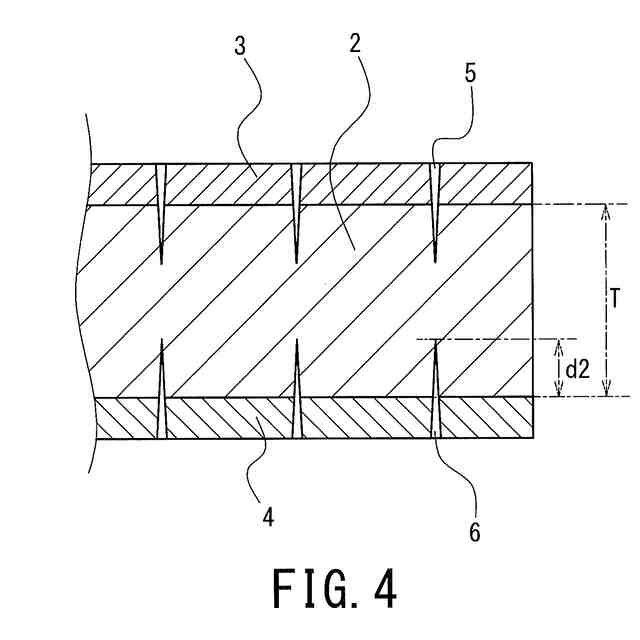
【解決手段】樹脂シート1は、エンジニアプラスチック及びスーパーエンジニアリングプラスチックのいずれか一方を含み、発泡樹脂のコア層2と、非発泡樹脂のスキン層3及びスキン層4と、スキン層3の外表面からスキン層3を貫通してコア層2に到達するように穿設された孔5とを備える。コア層は、3.3倍以下の発泡倍率を有する。孔5は、スキン層3の外表面から視た平面視において、10cm
2
当たり1個以上設けられている。孔5の開口部51は、頂点を含まない真円形状、円形状又は楕円形状等の平面視形状を有する。孔5の深さd1は、コア層2の厚みを100%としたときにコア層2において50%以下である。
【選択図】図1
特許請求の範囲
【請求項1】
エンジニアプラスチック及びスーパーエンジニアリングプラスチックのいずれか一方を含む樹脂シートであって、
発泡樹脂からなるコア層と、
非発泡樹脂からなり、前記コア層の一方の主面に設けられる第1スキン層と、
非発泡樹脂からなり、前記コア層の他方の主面に設けられる第2スキン層と、
前記第1スキン層の外表面から前記第1スキン層を貫通して前記コア層に到達するように穿設された第1孔とを備え、
前記コア層は、3.3倍以下の発泡倍率を有し、
前記第1孔は、前記第1スキン層の外表面から視た平面視において、10cm
2
当たり1個以上設けられており、頂点を含まない平面視形状を有する開口部と、前記コア層の厚みを100%としたときに前記コア層において50%以下の深さとを有する、樹脂シート。
続きを表示(約 420 文字)
【請求項2】
請求項1に記載の樹脂シートであって、
前記第1孔の開口部は、平面視において、3以下のアスペクト比を有する、樹脂シート。
【請求項3】
請求項1に記載の樹脂シートであって、
前記第1孔の開口部は、平面視において、円形状及び楕円形状のいずれか一方を有する、樹脂シート。
【請求項4】
請求項1に記載の樹脂シートであって、
前記第2スキン層の外表面から前記第2スキン層を貫通して前記コア層に到達するように穿設された第2孔をさらに備え、
前記第2孔は、前記第2スキン層の外表面から視た平面視において、10cm
2
当たり1個以上設けられており、頂点を含まない平面視形状を有する開口部と、前記コア層において50%以下の深さとを有する、樹脂シート。
【請求項5】
請求項1~4のいずれか1項に記載の前記樹脂シートを用いて成形された樹脂成形体。
発明の詳細な説明
【技術分野】
【0001】
本開示は、エンジニアリングプラスチック又はスーパーエンジニアリングプラスチックを含む樹脂シート及び樹脂シートを用いて成形された樹脂成形体に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
近年、発泡樹脂は、樹脂成形体を軽量化することによって利便性を高めることができ、かつ、二酸化炭素排出量を削減することができるとして注目されている。発泡樹脂の発泡方法には、物理発泡法と化学発泡法とがある。化学発泡法は、発泡剤として化学発泡剤を用いる。一方で、物理発泡法は、発泡剤として窒素や二酸化炭素等といった物理発泡剤を用いる。
【0003】
発泡樹脂からなる樹脂成形体を成形する方法には、例えば、射出成形法と押出成形法とがある。射出成形法は、複雑な形状の発泡成形体を得ることができる。しかしながら、金型内を溶融樹脂の表層が冷却固化しながら流動する。その際、発泡成形体の表層には非発泡のスキン層が比較的薄く形成される。
【0004】
一方、押出成形法は、射出成形法よりも金型の大きさや負荷の制限が少なく、単一形状かつ単一厚みの発泡成形体を連続して作製するのに適している。ただし、押出成形法は、溶融樹脂がダイス出口から吐出されて冷却固化される際、発泡成形体の表層にスキン層が形成されにくい。
【0005】
このように比較的薄いスキン層を有する発泡成形体及びスキン層を有しない発泡成形体は、十分な厚みのスキン層を有する発泡成形体に比べて表面における外観意匠性が劣る。また、押出成形法によって得られる発泡成形体は、溶融樹脂がダイス出口から吐出される際の圧力解放によって気泡が破壊され、発泡成形体の表面に凹凸が生じ得して外観意匠性が低下するという問題があった。そのため、共押出成形法等により、発泡成形体を押出すとともにスキン層となる別途の非発泡樹脂を押し出し、発泡成形体と非発泡樹脂とを積層して、十分な厚みのスキン層を有する樹脂シートを製造したり、発泡成形体の表面に樹脂フィルムを貼着等して積層することにより、外観意匠性を向上させる方法が試みられている。
【0006】
しかしながら、このような樹脂シートは、真空成形等により熱賦形される際、コア層がスキン層に被覆されてることによって不具合が生じ得る。例えば、熱賦形時に樹脂シートが加熱されると、樹脂シートの内部に含まれる水分又はコア層に含まれるガスは、コア層の外部へ放出されようとする。このとき、水分及びガスがスキン層によって外部へ放出されず、スキン層が膨出することによって樹脂シートの外観意匠性が低下してしまう。
【0007】
特許文献1(特開平5-269846号公報)は、合成樹脂製発泡体の表面に合成樹脂製フィルムもしくはシートを積層し、合成樹脂製フィルムもしくはシート面から合成樹脂製発泡体を貫通しない多数の孔を穿設し、その後合成樹脂製フィルムもしくはシートの積層面をエンボス加工することを特徴とする合成樹脂製積層体を開示している。合成樹脂発泡体は、エンボス加工を施す際、気泡を多数の孔を通じて外方に放出することにより、外観及び性能の低下を抑制している。
【0008】
特許文献2(特開平4-185238号公報)は、積層発泡成形品の製造方法を開示している。積層発泡成形品は、発泡ポリプロピレン層の表面に、パッキング材が裏打ちされたレザー表皮シートを積層して形成される。レザー表皮シートは、通気性がなく、厚さ方向に針穴通気孔を有している。積層発泡成形品は、その製造時において、溶融軟化状態の発泡ポリプロピレン層から発生するガスを針穴通気孔を通してガス抜きし、レザー表皮シートと発泡ポリプロピレン層との間に生じるガス溜りを防止して外観不良を回避している。
【先行技術文献】
【特許文献】
【0009】
特許第6139038号公報
特許第3654697号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
近年、発泡樹脂は、樹脂成形体を軽量化することによって利便性を高めることができ、かつ、二酸化炭素排出量を削減することができるとして注目されている。なかでも、耐熱性及び機械強度に優れたエンジニアリングプラスチック又はスーパーエンジニアリングプラスチックを用いた樹脂製品が用途に応じて求められている。また、耐熱性に優れたエンジニアリングプラスチック又はスーパーエンジニアリングプラスチックを含む樹脂シートを真空成形等によって所望の形状に熱賦形する際、生産性向上の観点から、比較的高温な200℃以上の加熱温度によってドローダウン(溶融樹脂が自重によって垂れる現象)から短時間で成形することが求められている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
積層体
3か月前
東レ株式会社
積層フィルム
1か月前
東ソー株式会社
多層フィルム
2か月前
積水樹脂株式会社
磁性シート
1か月前
エスケー化研株式会社
積層体
3か月前
大倉工業株式会社
多層フィルム
3か月前
アイカ工業株式会社
光学積層体
25日前
三菱製紙株式会社
不織布積層体
2か月前
artience株式会社
積層体
10日前
株式会社シマノ
装飾物品及び釣竿
17日前
東レ株式会社
フィルム及びその製造方法
1か月前
東レ株式会社
積層体およびその製造方法
1か月前
マクセル株式会社
複合部品
1か月前
日東電工株式会社
複層構造体
1か月前
フクビ化学工業株式会社
壁材
11日前
artience株式会社
積層体の製造方法
2か月前
住友化学株式会社
積層体
3日前
東洋紡株式会社
耐熱性ポリエステルフィルム
1か月前
住友化学株式会社
積層体
3日前
住友化学株式会社
積層体
3日前
東レ株式会社
二軸配向積層フィルムの製造方法
2か月前
大日本印刷株式会社
化粧板
13日前
積水化学工業株式会社
難燃性積層体
2か月前
矢崎総業株式会社
積層導電布テープ
1か月前
三菱ケミカル株式会社
積層フィルム
1か月前
大倉工業株式会社
積層体、包装材料および包装袋
1か月前
TOTO株式会社
部材
2か月前
TOTO株式会社
部材
2か月前
TOTO株式会社
部材
2か月前
artience株式会社
包装材及びその製造方法
2か月前
大日本印刷株式会社
包装袋及び包装体
1か月前
artience株式会社
包装材及びその製造方法
10日前
内山工業株式会社
積層パネル
1か月前
リケンテクノス株式会社
多層薄膜、及び積層体
25日前
大日本印刷株式会社
積層体および包装袋
23日前
東レ株式会社
積層フィルム、センサー、およびテープ
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ