TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024126513
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023034921
出願日
2023-03-07
発明の名称
加工対象物の寸法決定装置及び寸法決定方法並びに加工対象物の寸法決定のためのプログラム
出願人
学校法人 工学院大学
代理人
弁理士法人太陽国際特許事務所
主分類
B23Q
15/00 20060101AFI20240912BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工後の加工対象物を、意図する形状にするための加工前の加工対象物の寸法を、経験や勘に頼ることなく確実に取得できるようにする。
【解決手段】加工対象物に所定の加工処理を施したときの加工対象物の各部の固有ひずみを取得する。取得された加工対象物の各部の固有ひずみとは逆方向の同じ大きさの固有ひずみを所定の加工処理を施す前の加工対象物の対応する各部に付加したときの加工対象物の寸法を、前記所定の加工処理を施す前の加工対象物の寸法として取得する。
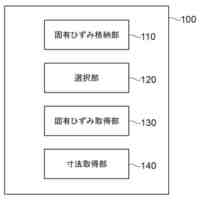
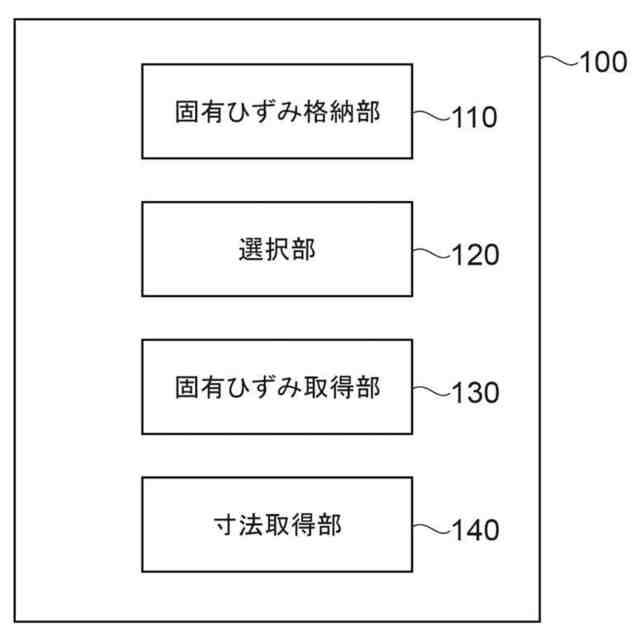
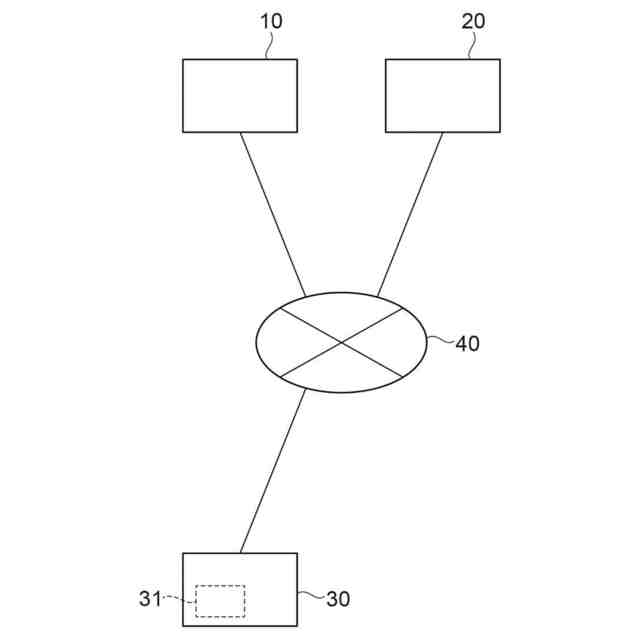
【選択図】図1
特許請求の範囲
【請求項1】
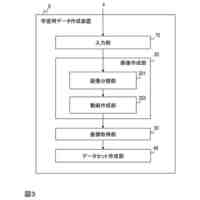
加工対象物に所定の加工処理を施したときの加工対象物の各部の固有ひずみを取得する固有ひずみ取得部と、
前記固有ひずみ取得部で取得された加工対象物の各部の固有ひずみとは逆方向の同じ大きさの固有ひずみを前記所定の加工処理を施す前の加工対象物の対応する各部に付加したときの加工対象物の寸法を、前記所定の加工処理を施す前の加工対象物の寸法として取得する寸法取得部と、
を備えた加工対象物の加工処理前寸法決定装置。
続きを表示(約 1,200 文字)
【請求項2】
前記寸法取得部は、
加工対象物の有限要素法による解析モデルの各部の寸法を取得する、
請求項1に記載の加工対象物の加工処理前寸法決定装置。
【請求項3】
材質及び加工条件に対応付けて加工処理後の加工対象物の各部の固有ひずみのデータが格納された固有ひずみ格納部と、
加工対象物の材質及び加工条件を選択する選択部と、
を備え、
前記固有ひずみ取得部は、前記選択部で選択された材質及び加工条件に対応付けられた加工対象物の各部の固有ひずみのデータを、前記固有ひずみ格納部から取り出して取得する、
請求項1に記載の加工対象物の加工処理前寸法決定装置。
【請求項4】
加工対象物に所定の加工処理を施したときの加工対象物の各部の固有ひずみを取得する固有ひずみ取得処理と、
取得された加工対象物の各部の固有ひずみとは逆方向の同じ大きさの固有ひずみを前記所定の加工処理を施す前の加工対象物の対応する各部に付加したときの加工対象物の寸法を、前記所定の加工処理を施す前の加工対象物の寸法として取得する寸法取得処理と、
が実行される加工対象物の加工処理前寸法決定方法。
【請求項5】
前記寸法取得処理は、
加工対象物の有限要素法による解析モデルの各部の寸法を取得する処理を含む、
請求項4に記載の加工対象物の加工処理前寸法決定方法。
【請求項6】
加工対象物の材質及び加工条件を選択する選択処理、
を含み、
前記固有ひずみ取得処理は、選択された材質及び加工条件に対応付けられた加工対象物の各部の固有ひずみのデータを、取得する処理を含む、
請求項4に記載の加工対象物の加工処理前寸法決定方法。
【請求項7】
コンピュータに、
加工対象物に所定の加工処理を施したときの加工対象物の各部の固有ひずみを取得する固有ひずみ取得処理と、
取得された加工対象物の各部の固有ひずみとは逆方向の同じ大きさの固有ひずみを前記所定の加工処理を施す前の加工対象物の対応する各部に付加したときの加工対象物の寸法を、前記所定の加工処理を施す前の加工対象物の寸法として取得する寸法取得処理と、
を実行させる加工対象物の加工処理前寸法決定のためのプログラム。
【請求項8】
前記寸法取得処理は、
加工対象物の有限要素法による解析モデルの各部の寸法を取得する処理を含む、
請求項7に記載の加工対象物の加工処理前寸法決定のためのプログラム。
【請求項9】
前記固有ひずみ取得処理は、選択された材質及び加工条件に対応付けられた加工対象物の各部の固有ひずみのデータを、固有ひずみ格納部から取り出して取得する処理を含む、
請求項7に記載の加工対象物の加工処理前寸法決定のためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工対象物の寸法決定装置及び寸法決定方法並びに加工対象物の寸法決定のためのプログラムに関する。
続きを表示(約 870 文字)
【背景技術】
【0002】
機械加工や表面改質(以下、単に加工と呼ぶ)に伴い加工対象物の表面には、非弾性ひずみ(以下、適宜、固有ひずみという)が発生する。加工対象物で非弾性ひずみが発生すると加工対象物が変形してしまう。これにより加工対象物の最終的な寸法は、当初の設計通りの寸法とならず、精度よく加工対象物を加工することができなという問題があった。
【0003】
このため固有ひずみの発生を考慮して、加工後の加工対象物の寸法精度を確保できるような加工を実施する必要がある。
【0004】
しかし、従来の加工方法は、多くの場合、加工する職人の経験や勘に頼っているのが実情である。
【0005】
また、数値解析により加工のシミュレーションを実施する方法も考えられる。
【0006】
しかし、この加工のシミュレーションを実施する方法は、複雑な加工挙動を再現することが難しいだけでなく、加工対象物の加工後の形状を予測できたとしても、予め加工対象物をどのような寸法にして加工すべきかは、結局、経験や勘に頼らざるを得ず、場当たり的なアプローチとなっているのが実情である。
【0007】
加工対象物の加工後の形状や固有ひずみを予測したり推定する技術は既に特許出願されている。
【0008】
特許文献1には、金属板の形状を予測する方法であって、金属板に付与された塑性伸びひずみ差に基づいて座屈後の波形状を予測するという発明が記載されている。
【0009】
特許文献2には、材料条件や溶接条件に依存して変化する固有ひずみを用いて、溶接構造物の溶接変形を解析するという発明が記載されている。
【0010】
特許文献3には、固有ひずみと弾性ひずみの関係に基づいて、加工によって生じた固有ひずみの推定値を求めるという発明が記載されている。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
学校法人 工学院大学
検知回路
4か月前
学校法人 工学院大学
容器用ラベル体
19日前
学校法人 工学院大学
分離方法及び分離装置
4か月前
学校法人 工学院大学
制御システム、及び制御回路
4か月前
清水建設株式会社
吹出ユニット
2か月前
星和電機株式会社
金属膜片形成布およびその製造方法
19日前
学校法人 工学院大学
音響アレイ制御装置、音響アレイシステム、及び制御プログラム
5日前
能美防災株式会社
防護対象物に付着した延焼防止剤の除去方法
5か月前
新菱冷熱工業株式会社
ナトリウムの安定化処理方法及びそのシステム
8か月前
日本電信電話株式会社
学習用データ作成装置、学習用データ作成方法、およびプログラム
8か月前
学校法人 工学院大学
加工対象物の寸法決定装置及び寸法決定方法並びに加工対象物の寸法決定のためのプログラム
5か月前
学校法人 工学院大学
ナトリウムイオン電池用部材、ナトリウムイオン電池用部材の形成材料、及び、ナトリウムイオン電池
5か月前
トーメイダイヤ株式会社
ゼロギャップ型水電解装置用触媒電極体並びに該電極体を用いたオゾン水の生成方法
8日前
個人
スラッジ除去装置
19日前
個人
作業用治具
3か月前
個人
トーチノズル
3か月前
日東精工株式会社
検査装置
3か月前
日東精工株式会社
組み付け装置
3か月前
シヤチハタ株式会社
組立ライン
3か月前
株式会社FUJI
工作機械
20日前
有限会社津谷工業
切削工具
2か月前
個人
複合金属回転式ホーン
19日前
エンシュウ株式会社
工作機械
3か月前
株式会社不二越
タップ
2か月前
株式会社ツガミ
工作機械
29日前
株式会社ツガミ
工作機械
18日前
トヨタ自動車株式会社
検査方法
29日前
株式会社トーキン
溶接用トーチ
25日前
トヨタ自動車株式会社
取付装置
19日前
株式会社ダイヘン
インチング制御方法
4か月前
株式会社ダイヘン
アーク溶接制御方法
3か月前
トヨタ自動車株式会社
積層コア
1か月前
ダイハツ工業株式会社
冷却構造
3か月前
株式会社不二越
歯車研削盤
2か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社不二越
歯車加工機
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ