TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024122551
公報種別
公開特許公報(A)
公開日
2024-09-09
出願番号
2023030147
出願日
2023-02-28
発明の名称
光学部材の製造方法、光学部材、及び発光モジュール
出願人
日亜化学工業株式会社
代理人
個人
,
個人
,
個人
主分類
G02B
3/00 20060101AFI20240902BHJP(光学)
要約
【課題】信頼性を高くすることができる光学部材の製造方法、光学部材、及び発光モジュールを提供すること。
【解決手段】光学部材の製造方法は、第1主面と、第2主面と、第1主面と連続する第1側面を含む側面とを有する透光性部材を有する中間体を準備する工程と、第1上面と、第1下面と、開口部を有するマスクを準備する工程と、上面視において開口部を画定する内縁を透光性部材の第1主面の外縁よりも内側に位置させるとともに、透光性部材の第1主面とマスクの第1下面とを離隔させてマスクを配置する工程と、樹脂部材を第1主面の上方からマスクの開口部を通じて透光性部材にスプレー法により供給し、樹脂部材を透光性部材の第1主面及び第1側面に配置する工程と、を備える。透光性部材の第1側面に配置される樹脂部材の最大厚さは、透光性部材の第1主面に配置される樹脂部材の最大厚さよりも薄い。
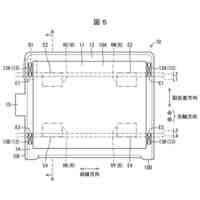
【選択図】図5
特許請求の範囲
【請求項1】
上面を有する基台と、
第1主面と、前記第1主面の反対側に位置する第2主面と、前記第1主面と連続する第1側面を含む側面と、を有するとともに、前記第2主面と前記基台の前記上面とが対向した状態で前記基台上に配置される透光性部材と、
を有する中間体を準備する工程と、
第1上面と、前記第1上面の反対側の第1下面と、前記第1上面と前記第1下面を貫通する開口部を有するマスクを準備する工程と、
上面視において前記開口部を画定する内縁を前記透光性部材の前記第1主面の外縁よりも内側に位置させるとともに、前記透光性部材の前記第1主面と前記マスクの前記第1下面とを離隔させて前記マスクを配置する工程と、
樹脂部材を前記第1主面の上方から前記マスクの前記開口部を通じて前記透光性部材にスプレー法により供給し、前記樹脂部材を前記透光性部材の前記第1主面及び前記第1側面に配置する工程と、
を備え、
前記透光性部材の前記第1側面に配置される前記樹脂部材の最大厚さは、前記透光性部材の前記第1主面に配置される前記樹脂部材の最大厚さよりも薄い、光学部材の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記透光性部材の前記第1側面に配置される前記樹脂部材の最大厚さは、前記透光性部材の前記第1主面に配置される前記樹脂部材の最大厚さに対して0.3倍以下である、請求項1に記載の光学部材の製造方法。
【請求項3】
前記透光性部材の前記第1主面の中心に位置する前記樹脂部材の最大厚さは、前記第1主面の端部に位置する前記樹脂部材の最大厚さよりも厚い、請求項1または2に記載の光学部材の製造方法。
【請求項4】
前記透光性部材は、前記第2主面と連続するフランジ部をさらに有し、
前記フランジ部は、前記側面と連続する第2上面を有し、
前記樹脂部材は、前記フランジ部の前記第2上面にも配置され、
前記フランジ部の前記第2上面に配置される前記樹脂部材の最大厚さは、前記第1主面に配置される前記樹脂部材の最大厚さよりも薄い、請求項1または2に記載の光学部材の製造方法。
【請求項5】
前記フランジ部の前記第2上面に配置される前記樹脂部材の最大厚さは、前記第1主面に配置される前記樹脂部材の最大厚さに対して0.5倍以下である、請求項4に記載の光学部材の製造方法。
【請求項6】
前記樹脂部材は、光散乱粒子を含み、
前記マスクの前記第1下面と前記透光性部材の前記第1主面との間の第1距離は、前記光散乱粒子の粒径に対して10倍以上50倍以下である、請求項1または2に記載の光学部材の製造方法。
【請求項7】
前記マスクは、前記第1下面から下方に延び、前記透光性部材の前記第1側面と対向する延伸部をさらに有する、請求項1または2に記載の光学部材の製造方法。
【請求項8】
前記透光性部材は、前記第2主面と連続するフランジ部をさらに有し、
前記フランジ部は、前記側面と連続する第2上面を有し、
前記延伸部の第2下面は、前記フランジ部の前記第2上面と離隔するとともに、上面視において前記フランジ部の前記第2上面の一部に重なる、請求項7に記載の光学部材の製造方法。
【請求項9】
前記マスクの前記第1下面と前記透光性部材の前記第1主面との間の第1距離は、前記延伸部の側面と前記透光性部材の前記第1側面との間の第2距離よりも小さい、請求項7に記載の光学部材の製造方法。
【請求項10】
前記中間体は、前記基台上において隣り合って配置された少なくとも2つの前記透光性部材を有し、
前記延伸部は、前記2つの透光性部材の前記第1側面間に位置する、請求項7に記載の光学部材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、光学部材の製造方法、光学部材、及び発光モジュールに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
例えば、特許文献1には、マスキング治具を兼用した塗装用治具にレンズをセットして塗料を吹き付けることが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2003-7105号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本開示に係る実施形態は、信頼性を高くすることができる光学部材の製造方法、光学部材、及び発光モジュールを提供することを目的とする。
【課題を解決するための手段】
【0005】
本開示の一態様によれば、光学部材の製造方法は、上面を有する基台と、第1主面と、前記第1主面の反対側に位置する第2主面と、前記第1主面と連続する第1側面を含む側面と、を有するとともに、前記第2主面と前記基台の前記上面とが対向した状態で前記基台上に配置される透光性部材と、を有する中間体を準備する工程と、第1上面と、前記第1上面の反対側の第1下面と、前記第1上面と前記第1下面を貫通する開口部を有するマスクを準備する工程と、上面視において前記開口部を画定する内縁を前記透光性部材の前記第1主面の外縁よりも内側に位置させるとともに、前記透光性部材の前記第1主面と前記マスクの前記第1下面とを離隔させて前記マスクを配置する工程と、樹脂部材を前記第1主面の上方から前記マスクの前記開口部を通じて前記透光性部材にスプレー法により供給し、前記樹脂部材を前記透光性部材の前記第1主面及び前記第1側面に配置する工程と、を備え、前記透光性部材の前記第1側面に配置される前記樹脂部材の最大厚さは、前記透光性部材の前記第1主面に配置される前記樹脂部材の最大厚さよりも薄い。
【0006】
本開示の一態様によれば、光学部材は、第1主面と、前記第1主面の反対側に位置する第2主面と、前記第1主面と連続する第1側面と、前記第1側面と連続する窪みとを含む側面と、を有する透光性部材と、前記窪みの少なくとも一部、前記第1主面、及び前記第1側面に配置された樹脂部材と、を備え、前記透光性部材の前記第1側面に配置される前記樹脂部材の最大厚さは、前記透光性部材の前記第1主面に配置される前記樹脂部材の最大厚さよりも薄い。
【0007】
本開示の一態様によれば、発光モジュールは、前記光学部材と、前記光学部材の前記第2主面に対向する光源と、を備える。
【発明の効果】
【0008】
本開示に係る実施形態によれば、信頼性を高くすることができる光学部材の製造方法、光学部材、及び発光モジュールを提供することができる。
【図面の簡単な説明】
【0009】
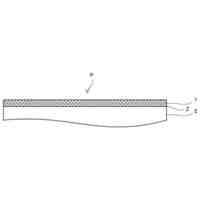
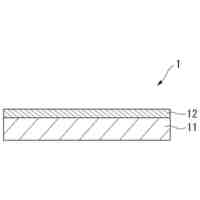
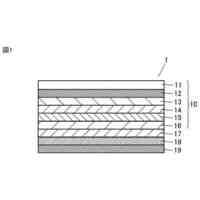
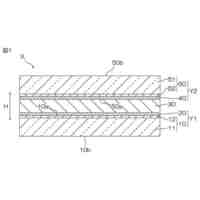
第1実施形態に係る光学部材の模式断面図である。
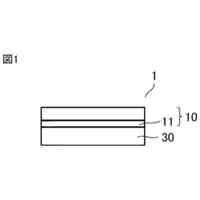
第1実施形態に係る光学部材の変形例を示す模式断面図である。
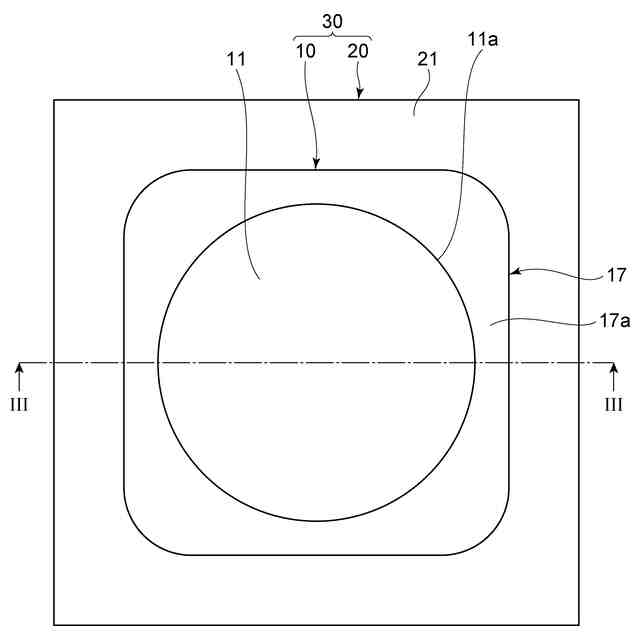
第1実施形態に係る光学部材の製造方法の一工程を説明するための模式上面図である。
図2のIII-III線における模式断面図である。
第1実施形態に係る光学部材の製造方法の一工程を説明するための模式上面図である。
図4のV-V線における模式断面図である。
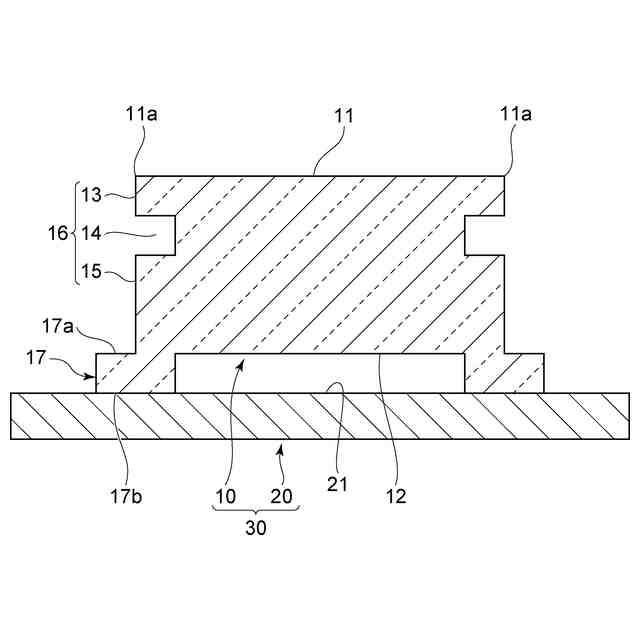
第1実施形態に係る光学部材の製造方法の一工程を説明するための模式断面図である。
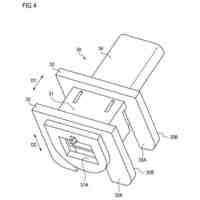
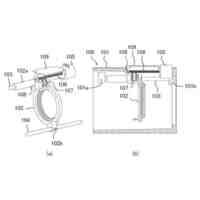
第2実施形態に係る光学部材の製造方法の一工程を説明するための模式斜視図である。
第2実施形態に係る光学部材の製造方法の一工程を説明するための模式斜視図である。
第2実施形態に係る光学部材の製造方法の一工程を説明するための模式断面図である。
第2実施形態に係る光学部材の製造方法の一工程を説明するための模式上面図である。
第1実施形態に係る光学部材の製造方法においてマスクの第1変形例を示す模式断面図である。
第1実施形態に係る光学部材の製造方法においてマスクの第2変形例を示す模式断面図である。
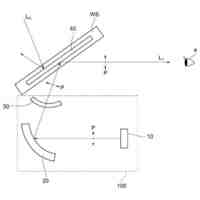
実施形態に係る発光モジュールの模式断面図である。
【発明を実施するための形態】
【0010】
以下、図面を参照し、本開示の実施形態に係る光学部材の製造方法、光学部材、及び発光モジュールについて説明する。以下に示す形態は、本実施形態の技術思想を具現化するための光学部材の製造方法、光学部材、及び発光モジュールを例示するものであって、以下に限定するものではない。また、実施形態に記載されている構成部の寸法、材質、形状、その相対的配置等は、特定的な記載がない限り、本開示の範囲をそれのみに限定する趣旨ではなく、単なる説明例にすぎない。なお、各図面が示す部材の大きさ、位置関係等は、説明を明確にするため誇張していることがある。また、以下の説明において、同一の名称、符号については同一もしくは同質の部材を示しており詳細説明を適宜省略する。また、断面図として、切断面のみを示す端面図を示す場合がある。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
カンタツ株式会社
画像読取用レンズ
22日前
東海光学株式会社
光学薄膜
8日前
株式会社フジクラ
ファイバ集合体
19日前
学校法人 中央大学
管内移動装置
5日前
株式会社フジクラ
マルチコアファイバ
5日前
株式会社ジェネシア
光路合成用光学部品
20日前
リンテック株式会社
耐指紋性シート
12日前
キヤノン株式会社
レンズ鏡筒
28日前
大日本印刷株式会社
粒子含有シート
22日前
三和テクノロジーズ株式会社
MDC光コネクタ
5日前
有限会社 ディオン光学技研
ダイヤル式調整装置
20日前
ブラザー工業株式会社
走査光学装置および画像形成装置
28日前
日本通信電材株式会社
光成端箱
12日前
株式会社小糸製作所
画像投影装置
26日前
三鷹光器株式会社
手術用立体観察装置
11日前
住友化学株式会社
光学積層体
5日前
株式会社タムロン
ズームレンズ及び撮像装置
12日前
住友化学株式会社
光学積層体
12日前
株式会社タムロン
ズームレンズ及び撮像装置
12日前
キヤノン株式会社
光学系および撮像装置
12日前
株式会社デンソー
光学センサ、製造方法
14日前
東レ株式会社
光ファイバ、医療機器、照明機器、及びプローブ
22日前
キヤノン株式会社
レンズ鏡筒及び撮像装置
12日前
キヤノン株式会社
駆動装置および光学機器
29日前
浜松ホトニクス株式会社
ミラー装置
28日前
浜松ホトニクス株式会社
ミラー装置
28日前
日東電工株式会社
調光フィルム
27日前
レーザーテック株式会社
光学装置及びフォーカス補正方法
15日前
キヤノン株式会社
光学装置及び撮像システム
22日前
キヤノン株式会社
レンズ装置および撮像装置
18日前
ニデックインスツルメンツ株式会社
揺動装置
25日前
キヤノン株式会社
ズームレンズおよび撮像装置
14日前
南部化成株式会社
電磁波透過性部材の製造方法
5日前
日東電工株式会社
光学積層体の製造方法
8日前
富士フイルム株式会社
電磁波制御素子
26日前
古河電気工業株式会社
光ファイバ保持構造及び光ファイバホルダ
25日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ