TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024122556
公報種別
公開特許公報(A)
公開日
2024-09-09
出願番号
2023030154
出願日
2023-02-28
発明の名称
光学積層体の製造方法
出願人
日東電工株式会社
代理人
弁理士法人籾井特許事務所
主分類
G02B
5/30 20060101AFI20240902BHJP(光学)
要約
【課題】はく離ライナーのはく離後においてカールが発生することを抑制し得る光学積層体の製造方法を提供すること。
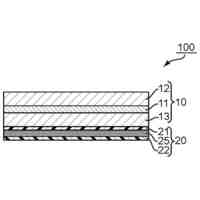
【解決手段】本発明の実施形態による光学積層体の製造方法は、表面保護フィルム、位相差フィルム、第1粘着剤層およびはく離ライナーを含む第1積層体を準備する工程と;偏光板および第2粘着剤層を含む第2積層体を準備する工程と;位相差フィルムから表面保護フィルムをはく離する工程と;表面保護フィルムのはく離後の第1積層体を第2積層体に貼り付ける工程と;を含んでいる。第1積層体は、下記式(1)を満たしている。
(C1+C2)≦(C3+C4)・・・(1)
(式(1)中、C1は一次カール量測定で測定される第1カール量を表し;C2は第2カール量を表し;C3は二次カール量測定で測定される第3カール量を表し;C4は第4カール量を表す。)
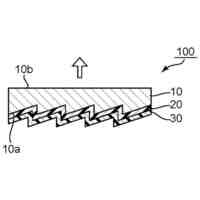
【選択図】図1
特許請求の範囲
【請求項1】
表面保護フィルム、位相差フィルム、第1粘着剤層、および、はく離ライナーを、この順に含む第1積層体を準備する工程と、
偏光板、および、第2粘着剤層を、この順に含む第2積層体を準備する工程と、
前記第1積層体から前記表面保護フィルムをはく離する工程と、
前記表面保護フィルムのはく離後の第1積層体を、前記第2積層体の前記第2粘着剤層に貼り付ける工程と、を含み、
前記第1積層体が下記式(1)を満たしている、光学積層体の製造方法:
(C1+C2)≦(C3+C4)・・・(1)
(式(1)中、C1は下記一次カール量測定で測定される第1カール量を表し;C2は下記一次カール量測定で測定される第2カール量を表し;C3は下記二次カール量測定で測定される第3カール量を表し;C4は下記二次カール量測定で測定される第4カール量を表す)
(一次カール量測定)
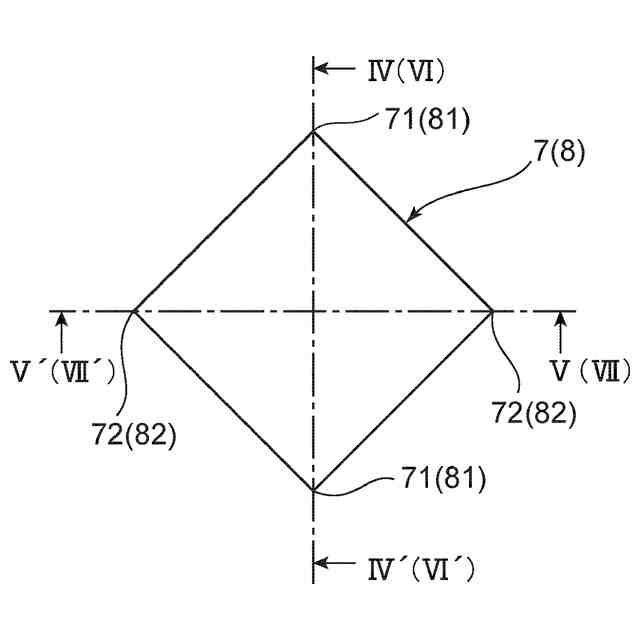
前記第1積層体の積層方向から見て略菱形状の第1積層体を準備し;
前記菱形状の第1積層体から前記表面保護フィルムをはく離して、第1サンプルを調製し;
前記第1サンプルが前記位相差フィルム側に反る場合をプラスとし、前記第1サンプルが前記はく離ライナー側に反る場合をマイナスとしたときに、前記第1サンプルはマイナス側に反り;
前記第1サンプルを水平方向に沿う平面上に、前記位相差フィルムが平面と接触するように配置し;
鉛直方向において、前記第1サンプルにおける第1角部と前記平面との間の距離を第1カール量として測定し;
鉛直方向において、前記第1サンプルにおける第1角部と異なる対角をなす第2角部と前記平面との間の距離を第2カール量として測定する:
(二次カール量測定)
前記第1サンプルから、前記はく離ライナーをさらにはく離して、第2サンプルを調製し;
前記第2サンプルが前記位相差フィルム側に反る場合をプラスとし、前記第2サンプルが前記第1粘着剤層に反る場合をマイナスとしたときに、前記第2サンプルはマイナス側に反り;
前記第2サンプルを水平方向に沿う平面上に、前記位相差フィルムが平面と接触するように配置し;
鉛直方向において、前記第2サンプルの第1角部と前記平面との間の距離を第3カール量として測定し;
鉛直方向において、前記第2サンプルの第2角部と前記平面との間の距離を第4カール量として測定する。
続きを表示(約 190 文字)
【請求項2】
前記第1積層体を準備する工程は、
表面保護フィルム、位相差フィルム、および、第1粘着剤層を、この順に含む積層フィルムを準備する工程と;
前記積層フィルムの第1粘着剤層に、前記はく離ライナーを、前記はく離ライナーに作用する張力が前記表面保護フィルムに作用する張力よりも大きくなるように、貼り付ける工程と;を含む、請求項1に記載の光学積層体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、光学積層体の製造方法に関する。
続きを表示(約 3,900 文字)
【背景技術】
【0002】
液晶表示装置およびエレクトロルミネセンス(EL)表示装置(例えば、有機EL表示装置、無機EL表示装置)に代表される画像表示装置が急速に普及している。画像表示装置においては、画像表示を実現し、および/または当該画像表示の性能を高めるために、偏光板と位相差フィルム(位相差層)とを含む光学積層体が広く使用されている(例えば、特許文献1参照)。
近年、画像表示装置のフレキシブル化が検討されており、画像表示装置の薄型化が要望されている。これに伴い、光学積層体の薄型化も強く要望されている。しかし、光学積層体の薄型化を試みると、光学積層体にカールが発生しやすいという問題がある。光学積層体にカールが発生すると、カールに関する許容基準が厳しい用途に適用できない場合がある。
【先行技術文献】
【特許文献】
【0003】
特開2013-182162号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は上記課題を解決するためになされたものであり、その主たる目的は、はく離ライナーのはく離後においてカールが発生することを抑制し得る光学積層体の製造方法を提供することにある。
【課題を解決するための手段】
【0005】
[1]本発明の実施形態による光学積層体の製造方法は、表面保護フィルム、位相差フィルム、第1粘着剤層、および、はく離ライナーを、この順に含む第1積層体を準備する工程と;偏光板、および、第2粘着剤層を、この順に含む第2積層体を準備する工程と;該第1積層体から該表面保護フィルムをはく離する工程と;該表面保護フィルムのはく離後の第1積層体を、該第2積層体の該第2粘着剤層に貼り付ける工程と;を含んでいる。該第1積層体は、下記式(1)を満たしている。
(C1+C2)≦(C3+C4)・・・(1)
(式(1)中、C1は下記一次カール量測定で測定される第1カール量を表し;C2は下記一次カール量測定で測定される第2カール量を表し;C3は下記二次カール量測定で測定される第3カール量を表し;C4は下記二次カール量測定で測定される第4カール量を表す。)
(一次カール量測定)
積層方向から見て略菱形状の第1積層体を準備し;該菱形状の第1積層体から上記表面保護フィルムをはく離して、第1サンプルを調製し;該第1サンプルが上記位相差フィルム側に反る場合をプラスとし、該第1サンプルが上記はく離ライナー側に反る場合をマイナスとしたときに、該第1サンプルはマイナス側に反り;該第1サンプルを水平方向に沿う平面上に、上記位相差フィルムが平面と接触するように配置し;鉛直方向における、該第1サンプルにおける第1角部と該平面との間の距離を第1カール量として測定し;鉛直方向における、該第1サンプルにおける第1角部と異なる対角をなす第2角部と該平面との間の距離を第2カール量として測定する。
(二次カール量測定)
上記第1サンプルから、上記はく離ライナーをさらにはく離して、第2サンプルを調製し;該第2サンプルが上記位相差フィルム側に反る場合をプラスとし、該第2サンプルが上記第1粘着剤層に反る場合をマイナスとしたときに、該第2サンプルはマイナス側に反り;該第2サンプルを水平方向に沿う平面上に、上記位相差フィルムが平面と接触するように配置し;鉛直方向における、該第2サンプルの第1角部と該平面との間の距離を第3カール量として測定し;鉛直方向における、該第2サンプルの第2角部と該平面との間の距離を第4カール量として測定する。
[2]上記[1]に記載の光学積層体の製造方法において、上記第1積層体を準備する工程は、表面保護フィルム、位相差フィルム、および、第1粘着剤層を、この順に含む積層フィルムを準備する工程と;該積層フィルムの第1粘着剤層に、上記はく離ライナーを、上記はく離ライナーに作用する張力が上記表面保護フィルムに作用する張力よりも大きくなるように貼り付ける工程と;を含んでいてもよい。
【発明の効果】
【0006】
本発明の実施形態によれば、はく離ライナーのはく離後においてカールが発生することを抑制し得る光学積層体を製造できる。
【図面の簡単な説明】
【0007】
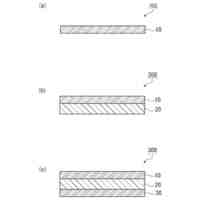
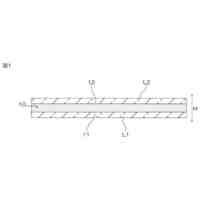
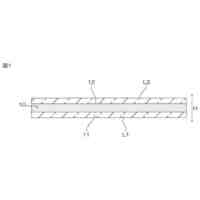
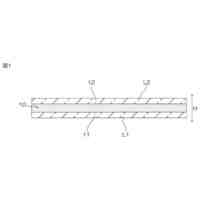
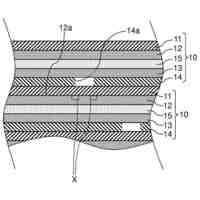
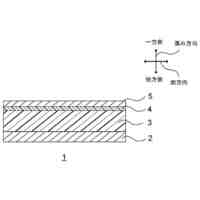
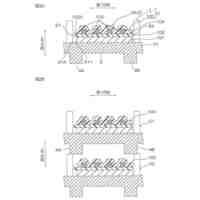
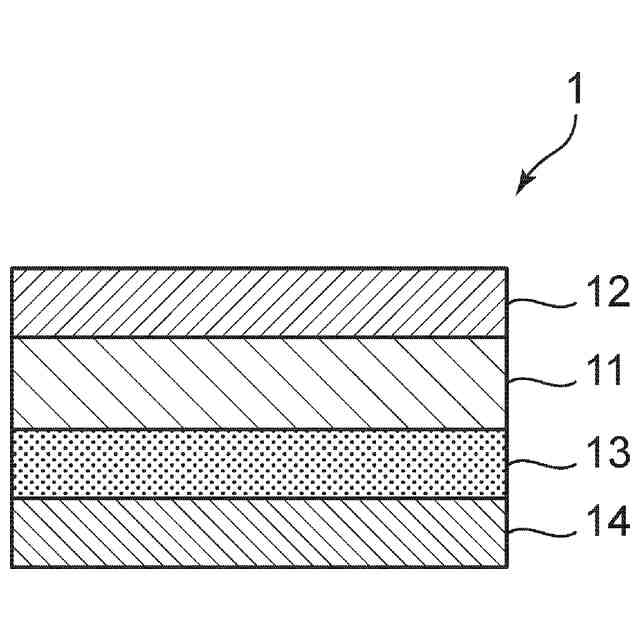
図1は、本発明の実施形態による光学積層体の製造方法の第1準備工程で準備される第1積層体の概略断面図である。
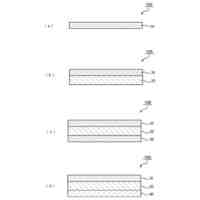
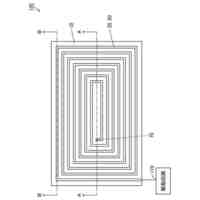
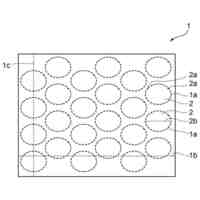
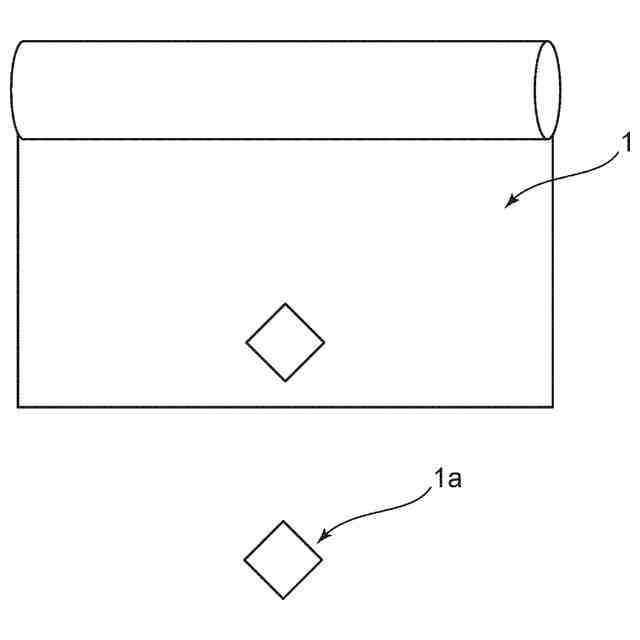
図2は、図1の第1積層体から打ち抜かれる菱形小片の概略平面図である。
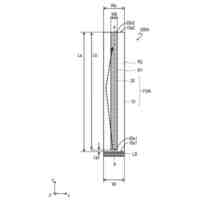
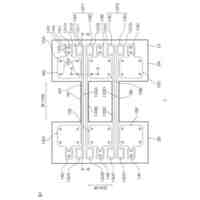
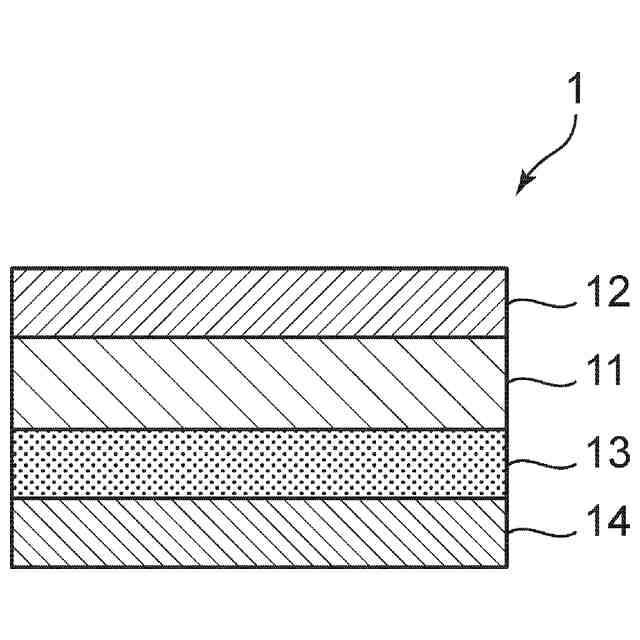
図3は、図2の菱形小片から調製される第1サンプルまたは第2サンプルの概略平面図である。
図4は、図3の第1サンプルのIV-IV´断面図である。
図5は、図3の第1サンプルのV-V´断面図である。
図6は、図3の第2サンプルのVI-VI´断面図である。
図7は、図3の第2サンプルのVII-VII´断面図である。
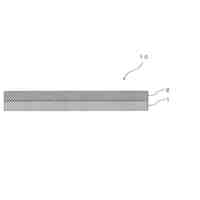
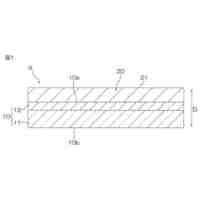
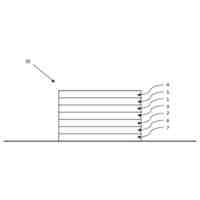
図8は、図1の第1積層体の準備に用いられる積層フィルムの概略断面図である。
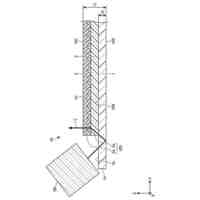
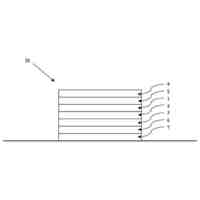
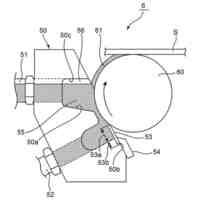
図9は、図8の積層フィルムにはく離ライナーを貼り付ける工程を説明するための概略説明図である。
図10は、本発明の実施形態による光学積層体の製造方法の第2準備工程で準備される第2積層体の概略断面図である。
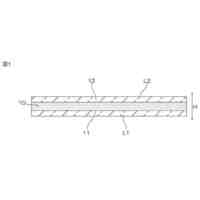
図11は、図10の第2積層体の変形例の概略断面図である。
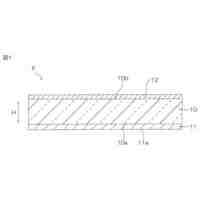
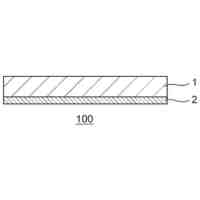
図12は、本発明の実施形態による光学積層体の製造方法によって製造される光学積層体の概略断面図である。
【発明を実施するための形態】
【0008】
以下、図面を参照して本発明の実施形態について説明するが、本発明はこれらの実施形態には限定されない。また、図面は説明をより明確にするため、実施の形態に比べ、各部の幅、厚さ、形状等について模式的に表される場合があるが、あくまで一例であって、本発明の解釈を限定するものではない。
【0009】
(用語および記号の定義)
本明細書における用語および記号の定義は下記の通りである。
(1)屈折率(nx、ny、nz)
「nx」は面内の屈折率が最大になる方向(すなわち、遅相軸方向)の屈折率であり、「ny」は面内で遅相軸と直交する方向(すなわち、進相軸方向)の屈折率であり、「nz」は厚み方向の屈折率である。
(2)面内位相差(Re)
「Re(λ)」は、23℃における波長λnmの光で測定した面内位相差である。例えば、「Re(550)」は、23℃における波長550nmの光で測定した面内位相差である。Re(λ)は、層(フィルム)の厚みをd(nm)としたとき、式:Re(λ)=(nx-ny)×dによって求められる。
(3)厚み方向の位相差(Rth)
「Rth(λ)」は、23℃における波長λnmの光で測定した厚み方向の位相差である。例えば、「Rth(550)」は、23℃における波長550nmの光で測定した厚み方向の位相差である。Rth(λ)は、層(フィルム)の厚みをd(nm)としたとき、式:Rth(λ)=(nx-nz)×dによって求められる。
(4)Nz係数
Nz係数は、Nz=Rth/Reによって求められる。
(5)角度
本明細書において角度に言及するときは、当該角度は基準方向に対して時計回りおよび反時計回りの両方を包含する。したがって、例えば「45°」は±45°を意味する。
(6)実質的に平行または直交
「実質的に直交」および「略直交」という表現は、2つの方向のなす角度が90°±10°である場合を包含し、好ましくは90°±7°であり、さらに好ましくは90°±5°である。「実質的に平行」および「略平行」という表現は、2つの方向のなす角度が0°±10°である場合を包含し、好ましくは0°±7°であり、さらに好ましくは0°±5°である。さらに、本明細書において単に「直交」または「平行」というときは、実質的に直交または実質的に平行な状態を含み得るものとする。
【0010】
A.光学積層体の製造方法の概略
図1は本発明の実施形態による光学積層体の製造方法の第1準備工程で準備される第1積層体の概略断面図であり;図2は図1の第1積層体から打ち抜かれる菱形小片の概略平面図であり;図3は図2の菱形小片から調製される第1サンプルまたは第2サンプルの概略平面図であり;図4は図3の第1サンプルのIV-IV´断面図であり;図5は図3の第1サンプルのV-V´断面図であり;図6は図3の第2サンプルのVI-VI´断面図であり;図7は図3の第2サンプルのVII-VII´断面図であり;図8は図1の第1積層体の準備に用いられる積層フィルムの概略断面図であり;図9は図8の積層フィルムにはく離ライナーを貼り付ける工程を説明するための概略説明図であり;図10は本発明の実施形態による光学積層体の製造方法の第2準備工程で準備される第2積層体の概略断面図であり;図11は図10の第2積層体の変形例の概略断面図であり;図12は、本発明の実施形態による光学積層体の製造方法によって製造される光学積層体の概略断面図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東電工株式会社
偏光板
10日前
日東電工株式会社
粘着シート
10日前
日東電工株式会社
積層フィルム
4日前
日東電工株式会社
光学粘着シート
16日前
日東電工株式会社
光学粘着シート
16日前
日東電工株式会社
光学粘着シート
16日前
日東電工株式会社
光学粘着シート
16日前
日東電工株式会社
導電層付フィルム
2日前
日東電工株式会社
焼結接合用シート
2日前
日東電工株式会社
円偏光板の製造方法
1か月前
日東電工株式会社
透明導電性フィルム
22日前
日東電工株式会社
導光部材および照明装置
9日前
日東電工株式会社
電気化学測定用混合試薬
1か月前
日東電工株式会社
偏光板および画像表示装置
10日前
日東電工株式会社
偏光板および画像表示装置
10日前
日東電工株式会社
偏光板および画像表示装置
10日前
日東電工株式会社
積層光学フィルムの製造方法
1か月前
日東電工株式会社
積層フィルム、およびロール
4日前
日東電工株式会社
積層光学フィルムの製造方法
9日前
日東電工株式会社
表示システムおよび光学積層体
9日前
日東電工株式会社
光学積層体および画像表示装置
1か月前
日東電工株式会社
光硬化性樹脂組成物、光学材料
2日前
日東電工株式会社
偏光フィルムおよびその製造方法
9日前
日東電工株式会社
積層フィルムおよび画像表示装置
2日前
日東電工株式会社
半導体パッケージ製造用粘着シート
9日前
日東電工株式会社
塗工方法および光学積層体の製造方法
9日前
日東電工株式会社
液晶ポリマーフィルム、及びその製造方法
2日前
日東電工株式会社
樹脂フィルムおよび加工フィルムの製造方法
10日前
日東電工株式会社
樹脂フィルムおよび加工フィルムの製造方法
10日前
日東電工株式会社
配線回路基板用容器および配線回路基板入り容器
23日前
日東電工株式会社
アクチュエータおよびアクチュエータの製造方法
2日前
日東電工株式会社
配線回路基板、および、配線回路基板の製造方法
16日前
日東電工株式会社
配線回路基板用容器および配線回路基板入り容器
22日前
日東電工株式会社
積層光学フィルムおよび積層光学フィルムの製造方法
9日前
日東電工株式会社
光学積層体および該光学積層体を用いた画像表示装置
9日前
日東電工株式会社
光学フィルム片の製造方法および光学フィルムの切断方法
9日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ