TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024122230
公報種別
公開特許公報(A)
公開日
2024-09-09
出願番号
2023029667
出願日
2023-02-28
発明の名称
電装冷却装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B23Q
11/12 20060101AFI20240902BHJP(工作機械;他に分類されない金属加工)
要約
【課題】電装ボックス内に収容された電気制御機器を効果的に冷却してその耐久性を高めることができる電装冷却装置を提供すること。
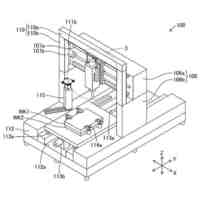
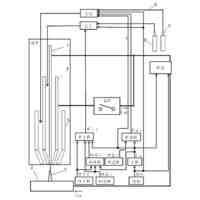
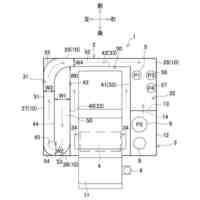
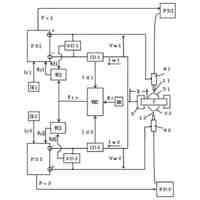
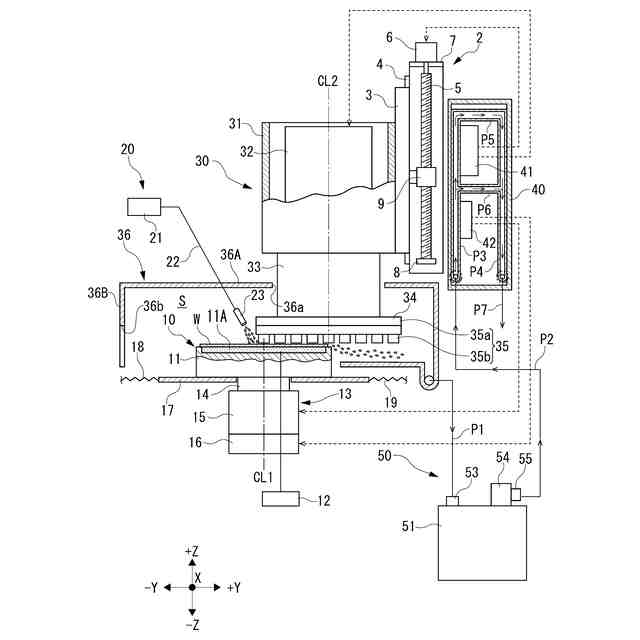
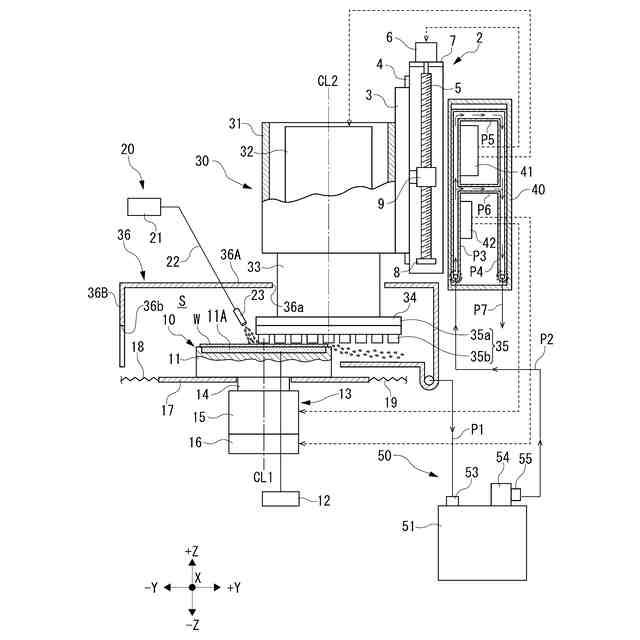
【解決手段】チャックテーブル(保持テーブル)11を有する保持ユニット10と、ウェーハ(被加工物)Wに研削水(加工液)を供給する研削水供給部(加工液供給部)20と、ウェーハWを加工する研削ユニット(加工ユニット)30と、研削砥石35bとチャックテーブル11とを収容する加工室Sと、電気制御機器40,41を集約した電装ボックス40とを備えた研削装置(加工装置)1に配設される電装冷却装置50は、加工室Sから排出される研削水の排水(排液)を、電気制御機器41,42を経由して流す排水管(排液管)P3~P6と、送液ポンプ(送水ポンプ)54を備え、排液管P3~P6を流れる排水と電気制御機器41,42との熱交換によって該電気制御機器41,42を冷却する。
【選択図】図2
特許請求の範囲
【請求項1】
被加工物を保持する保持テーブルを有する保持ユニットと、
該保持テーブルに保持された被加工物に加工液を供給する加工液供給部と、
該加工液を供給しつつ加工具によって被加工物を加工する加工ユニットと、
該加工具と該保持テーブルとを収容する加工室と、
各駆動部の電気制御機器を集約した電装ボックスと、
を備えた加工装置に配設される電装冷却装置であって、
該加工室から排出される加工液の排液を、該電気制御機器を経由して流す排液管と、
該排液管に排液を送る送液ポンプと、
を備え、該排液管を流れる排液と該電気制御機器との熱交換によって該電気制御機器を冷却する、電装冷却装置。
続きを表示(約 100 文字)
【請求項2】
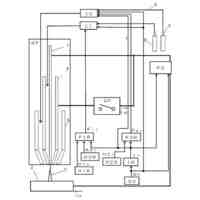
該排液を貯める貯液タンクを備え、
該貯液タンクにおける放熱によって温度の下がった該排液を該送液ポンプによって該排液管に送って該電気制御機器を冷却する、請求項1記載の電装冷却装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物を加工する加工装置に備えられた電装ボックス内に集約された電気制御機器を冷却するための電装冷却装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
被加工物を加工する加工装置には、加工手段の昇降駆動部や被加工物を保持する保持手段回転駆動部などの各駆動部を制御する電気制御機器を集約した電装ボックスが備えられている。このような電装ボックス内に収容されている電気制御機器は、駆動部を制御するための電気信号の送受信などを行うために発熱するが、電装ボックスの内部は密閉された空間であるため、電気制御機器の発熱によって電装ボックス内の温度が上昇し、その内部に収容されている電気制御機器が高温となり、該電気制御機器の耐久寿命が低下するという問題が発生する。
【0003】
そこで、特許文献1には、例えば、研削装置の研削ホイールや被加工物を保持する保持テーブルなどを覆う加工室カバーの内部の加工室の排気口に一端が接続された排気管を電装ボックス内に配置するとともに、該排気管の他端をファンなどの排気手段に接続し、排気手段によって排気管の空気を吸引することによって、被加工物の加工中に加工室内に発生する加工液のミストを含む空気を排気管に流し、電装ボックス内の空気と排気管を流れる空気との熱交換によって電装ボックス内に電気制御機器を冷却するようにした電装冷却装置が提案されている。
【0004】
また、特許文献2には、ワークが貼着された拡張テープを拡張しつつ冷却する冷却分割手段を備えた冷却分割ボックスと、各駆動部を制御する電気制御機器を集約した電装ボックスを備える加工装置において、冷却分割手段において使用された冷気を電装ボックス内に供給することによって、該電装ボックス内に収容されて電気制御機器を冷却してその温度上昇を抑えるようにした電装冷却装置が提案されている。
【0005】
さらに、特許文献3には、工作機械本体を制御する各種電気機器を収容した制御盤の制御盤ケースの内外に内部冷却水パイプと外部冷却水パイプを密着してそれぞれ配設し、工作機械本体で使用するエアを内部冷却パイプと外部冷却パイプに通すことによって、電気機器を冷却するようにした工作機械の制御盤が提案されている。
【先行技術文献】
【特許文献】
【0006】
特開2000-005955号公報
特開2013-038203号公報
特開2000-005955号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1において提案された電装冷却装置においては、加工液のミストを含む空気(加工排気)は、加工熱によって温められているため、この空気(加工排気)と電装ボックス内の空気との熱交換効率が低く、電気制御機器を効果的に冷却することができないという問題がある。
【0008】
また、特許文献2において提案された電装冷却装置は、テープを冷却するための冷却分割手段を備えている加工装置に対してしか適用することができず、その適用範囲が限定されるという問題がある。
【0009】
さらに、特許文献3において提案された工作機械の制御盤においては、特に外部冷却水パイプを流れるエアと制御盤ケース内のエアとの熱交換が制御盤ケースを介して行われるため、熱交換効率が悪く、制御盤ケース内に収容された電気機器を十分冷却することができないという問題がある。
【0010】
本発明は、上記問題に鑑みてなされたもので、その目的は、加工液の排液を有効に利用して電装ボックス内に収容された電気制御機器を効果的に冷却してその耐久性を高めることができる電装冷却装置を提供することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
9日前
個人
トーチノズル
8日前
日東精工株式会社
検査装置
14日前
個人
コンタクトチップ
28日前
シヤチハタ株式会社
組立ライン
2日前
日東精工株式会社
組み付け装置
今日
エンシュウ株式会社
工作機械
8日前
株式会社ダイヘン
インチング制御方法
22日前
ダイハツ工業株式会社
冷却構造
今日
株式会社ダイヘン
アークスタート制御方法
22日前
津田駒工業株式会社
工作機械用の主軸装置
15日前
エンシュウ株式会社
摩擦撹拌接合装置
8日前
ブラザー工業株式会社
工作機械
今日
株式会社ダイヘン
熱加工システム
10日前
株式会社FUJI
加工寸法管理システム
8日前
株式会社ダイヘン
2重シールドティグ溶接方法
16日前
株式会社ダイヘン
2重シールドティグ溶接方法
16日前
ダイハツ工業株式会社
マシニングセンタ
21日前
オークマ株式会社
切削液循環装置
8日前
オークマ株式会社
切削液循環装置
23日前
日進工具株式会社
切削工具
24日前
西川ゴム工業株式会社
削り加工装置
8日前
オークマ株式会社
切屑回収システム
15日前
マツモト機械株式会社
クランプ装置
今日
株式会社ダイヘン
複数の溶接電源による溶接方法
22日前
株式会社アドウェルズ
超音波接合装置
21日前
株式会社カスタム・クール・センター
研磨ディスク
9日前
株式会社 神崎高級工機製作所
歯車加工装置
24日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
16日前
株式会社入曽精密
切削工具
1日前
津田駒工業株式会社
横転装置
8日前
株式会社ソディック
放電加工機およびサーボ制御方法
21日前
岩谷産業株式会社
銅材溶接用シールドガス
16日前
株式会社ダイヘン
溶接装置
23日前
株式会社サワイリエンジニアリング
加工システム
14日前
株式会社ダイヘン
溶接装置
23日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ