TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024148191
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023061078
出願日
2023-04-05
発明の名称
放電加工機およびサーボ制御方法
出願人
株式会社ソディック
代理人
主分類
B23H
1/02 20060101AFI20241010BHJP(工作機械;他に分類されない金属加工)
要約
【課題】より正確で安定的なサーボ制御が可能な放電加工機を提供する。
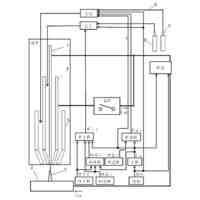
【解決手段】所定のサンプリング期間あたりの電流波形の面積の総和である電流総和面積の実測値を算出する電流面積総和演算部631と、実測値とあらかじめ設定されている目標値とを比較し、実測値を目標値に近づけるサーボ制御指令を出力するサーボ司令部612と、サーボ制御指令に基づき、加工間隙の大きさを一定に維持するよう、サーボモータ21,23に駆動電流を出力するサーボ制御装置67と、を備える、放電加工機が提供される。
【選択図】図3
特許請求の範囲
【請求項1】
被加工物と工具電極とによって形成される加工間隙に電圧を印加して放電を発生させる電源装置と、
前記被加工物と前記工具電極とを相対移動させるサーボモータを含む相対移動装置と、
所定のサンプリング期間あたりの電流波形の面積の総和である電流面積総和の実測値を算出する電流面積総和演算部と、
前記実測値とあらかじめ設定されている目標値とを比較し、前記実測値を前記目標値に近づけるサーボ制御指令を出力するサーボ司令部と、
前記サーボ制御指令に基づき、前記加工間隙の大きさを一定に維持するよう、前記サーボモータに駆動電流を出力するサーボ制御装置と、を備える、放電加工機。
続きを表示(約 2,500 文字)
【請求項2】
前記電源装置は、
前記加工間隙に直列に接続されるとともに、前記加工間隙に電圧を印加して前記加工間隙に放電を誘起する第1の電源回路と、
前記第1の電源回路と並列に設けられ、前記加工間隙に直列に接続されるとともに、放電の発生が検出された時点で前記加工間隙に電圧を印加して、前記第1の電源回路から供給される電流よりも大きい電流を前記加工間隙に供給する第2の電源回路と、を備え、
前記第1の電源回路は、
加工間隙に直列に接続され、前記加工間隙に電圧を印加する第1の直流電源と、
前記第1の直流電源と前記加工間隙との間に直列に設けられる第1の主スイッチング素子と、を含み、
前記第2の電源回路は、
加工間隙に直列に接続され、前記加工間隙に電圧を印加する第2の直流電源と、
前記第2の直流電源と前記加工間隙との間に直列に設けられる第2の主スイッチング素子と、を含む、請求項1に記載の放電加工機。
【請求項3】
前記電流面積総和演算部は、前記サンプリング期間あたりの、放電の発生回数である放電数と、前記第2の主スイッチング素子のオン時間であるゲート幅と、前記第2の直流電源が印加する電圧の値である印加電圧値と、に基づき、前記実測値を算出する、請求項2に記載の放電加工機。
【請求項4】
前記第1の電源回路により前記加工間隙に所定の電圧を印加してから放電が発生するまでの時間である放電待機時間が閾値以上であるときの前記放電数である第1の放電数と、前記放電待機時間が前記閾値未満であるときの前記放電数である第2の放電数と、を個別に記憶する放電カウンタと、
前記放電待機時間が前記閾値以上であるとき、前記ゲート幅が第1のゲート幅となり、前記放電待機時間が前記閾値未満であるとき、前記ゲート幅が前記第1のゲート幅よりも短い第2のゲート幅となるよう、ゲート指令を出力するパルス司令部と、をさらに備え、
前記電流面積総和演算部は、前記第1の放電数と、前記第2の放電数と、前記第1のゲート幅と、前記第2のゲート幅と、前記印加電圧値と、に基づき、前記実測値を算出する、請求項3に記載の放電加工機。
【請求項5】
PID制御における操作量を算出するPID演算部をさらに備え、
前記サーボ司令部は、前記操作量に基づく前記サーボ制御指令を前記サーボ制御装置に出力する、請求項1に記載の放電加工機。
【請求項6】
前記工具電極の移動軌跡である加工軌跡が所望の加工形状の外側に設定されるとき、鋭角をなす所定長さの2本の直線状の加工軌跡で構成されるエッジ軌跡における前記目標値は、前記エッジ軌跡の始点に接続される所定長さの直線状の加工軌跡であるアプローチ軌跡および前記エッジ軌跡の終点に接続される所定長さの直線状の加工軌跡であるリターン軌跡における前記目標値よりも低く設定され、
前記加工軌跡が所望の加工形状の内側に設定されるとき、前記エッジ軌跡における前記目標値は、前記アプローチ軌跡および前記リターン軌跡における前記目標値よりも高く設定される、請求項1に記載の放電加工機。
【請求項7】
前記加工軌跡が所望の加工形状の外側に設定されるとき、
前記アプローチ軌跡の始点から前記アプローチ軌跡の終点に向かって、徐々に前記目標値が低くなるよう設定され、
前記リターン軌跡の始点から前記リターン軌跡の終点に向かって、徐々に前記目標値が高くなるよう設定され、
前記加工軌跡が所望の加工形状の内側に設定されるとき、
前記アプローチ軌跡の始点から前記アプローチ軌跡の終点に向かって、徐々に前記目標値が高くなるよう設定され、
前記リターン軌跡の始点から前記リターン軌跡の終点に向かって、徐々に前記目標値が低くなるよう設定される、請求項6に記載の放電加工機。
【請求項8】
前記工具電極の移動軌跡である加工軌跡が所望の加工形状の外側に設定されるとき、円弧状の加工軌跡である円弧軌跡における前記目標値は、前記円弧軌跡の始点に接続される所定長さの直線状の加工軌跡であるアプローチ軌跡および前記円弧軌跡の終点に接続される所定長さの直線状の加工軌跡であるリターン軌跡における前記目標値よりも低く設定され、
前記加工軌跡が所望の加工形状の内側に設定されるとき、前記円弧軌跡における前記目標値は、前記アプローチ軌跡および前記リターン軌跡における前記目標値よりも高く設定される、請求項1に記載の放電加工機。
【請求項9】
前記加工軌跡が所望の加工形状の外側に設定されるとき、
前記アプローチ軌跡の始点から前記アプローチ軌跡の終点に向かって、徐々に前記目標値が低くなるよう設定され、
前記リターン軌跡の始点から前記リターン軌跡の終点に向かって、徐々に前記目標値が高くなるよう設定され、
前記加工軌跡が所望の加工形状の内側に設定されるとき、
前記アプローチ軌跡の始点から前記アプローチ軌跡の終点に向かって、徐々に前記目標値が高くなるよう設定され、
前記リターン軌跡の始点から前記リターン軌跡の終点に向かって、徐々に前記目標値が低くなるよう設定される、請求項8に記載の放電加工機。
【請求項10】
被加工物と工具電極とによって形成される加工間隙に電圧を印加して放電を発生させる電源装置と、前記被加工物と前記工具電極とを相対移動させるサーボモータを含む相対移動装置と、を備える、放電加工機のサーボ制御方法であって、
所定のサンプリング期間あたりの電流波形の面積の総和である電流面積総和の実測値を算出し、
前記実測値とあらかじめ設定されている目標値とを比較し、前記実測値を前記目標値に近づけるサーボ制御指令を出力し、
前記サーボ制御指令に基づき、前記加工間隙の大きさを一定に維持するよう、前記サーボモータに駆動電流を出力する、サーボ制御方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、放電加工機および放電加工機におけるサーボ制御方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
放電加工機においては、工具電極と被加工物とが、微小な隙間である加工間隙を介して対向配置される。放電加工機は、加工間隙に所定の電圧を印加して放電を発生させるとともに、工具電極と被加工物とを所定の送り速度で相対移動させて被加工物を所望の形状に加工する。放電加工機においては、加工間隙の大きさを一定に維持するサーボ制御が一般に行われる。
【0003】
サーボ制御の基準とするパラメータとしては、平均電圧、加工頻度、放電待機時間などが公知である。平均電圧とは、所定のサンプリング期間における加工間隙における電圧の平均値である。加工頻度とは、所定のサンプリング期間における放電数である。放電待機時間とは、加工間隙に所定の電圧を印加してから放電が発生するまでの時間である。これらのパラメータと基準値とを比較し、比較結果に応じて工具電極と被加工物との相対距離を調節することで、加工間隙が一定に保たれる。特許文献1は、平均電圧に基づくサーボ制御を開示している。特許文献2は、加工頻度に基づくサーボ制御を開示している。特許文献3は、放電待機時間に基づくサーボ制御を開示している。
【先行技術文献】
【特許文献】
【0004】
特許第2711293号公報
特許第4569973号公報
特公昭56-000170号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
平均電圧によるサーボ制御は、外乱の影響を受けやすい。例えば、加工液の比抵抗値が下がると、電圧のリークが発生し、平均電圧も影響を受ける。加工頻度によるサーボ制御は、放電1発ごとの取り量を同一とみなし、放電数のみで制御を行う。換言すれば、加工頻度によるサーボ制御では、取り量に応じた重みづけがなされていない。放電待機時間によるサーボ制御は、放電待機時間が一定となるように制御を行う。しかしながら、放電待機時間を一定にしたとしても、必ずしも取り量が一定となるわけではない。以上のことから、平均電圧、加工頻度または放電待機時間に基づく従来のサーボ制御では、正確な制御が難しかった。
【0006】
本発明はこのような事情に鑑みてなされたものであり、所定のサンプリング期間あたりの電流波形の面積の総和である電流面積総和に基づきサーボ制御を行う、放電加工機および放電加工機のサーボ制御方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明によれば、被加工物と工具電極とによって形成される加工間隙に電圧を印加して放電を発生させる電源装置と、被加工物と工具電極とを相対移動させるサーボモータを含む相対移動装置と、所定のサンプリング期間あたりの電流波形の面積の総和である電流面積総和の実測値を算出する電流面積総和演算部と、実測値とあらかじめ設定されている目標値とを比較し、実測値を目標値に近づけるサーボ制御指令を出力するサーボ司令部と、サーボ制御指令に基づき、加工間隙の大きさを一定に維持するよう、サーボモータに駆動電流を出力するサーボ制御装置と、を備える、放電加工機が提供される。
【0008】
また、本発明によれば、被加工物と工具電極とによって形成される加工間隙に電圧を印加して放電を発生させる電源装置と、被加工物と工具電極とを相対移動させるサーボモータを含む相対移動装置と、を備える、放電加工機のサーボ制御方法であって、所定のサンプリング期間あたりの電流波形の面積の総和である電流面積総和の実測値を算出し、実測値とあらかじめ設定されている目標値とを比較し、実測値を目標値に近づけるサーボ制御指令を出力し、サーボ制御指令に基づき、加工間隙の大きさを一定に維持するよう、サーボモータに駆動電流を出力する、サーボ制御方法が提供される。
【発明の効果】
【0009】
本発明の放電加工機では、所定のサンプリング期間あたりの電流波形の面積の総和である電流面積総和に基づきサーボ制御が行われる。電流面積総和は、放電のエネルギと直接的な相関があり、ひいては、取り量と直接的な相関がある。そのため、より正確で安定的なサーボ制御が実現できる。
【図面の簡単な説明】
【0010】
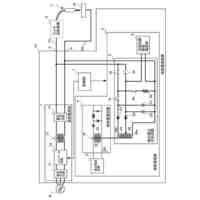
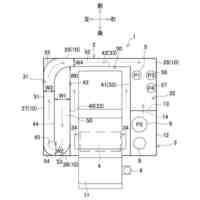
本実施形態の放電加工機の概略構成図である。
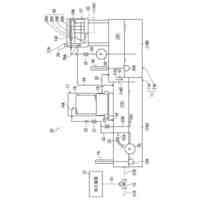
電源装置のブロック図である。
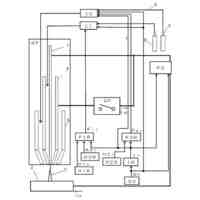
制御装置のブロック図である。
極間電圧、極間電流およびゲート信号を示すタイミングチャートである。
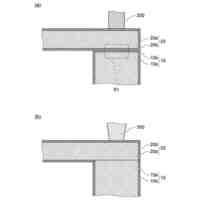
エッジ軌跡の例を示す。
アウトコーナ加工時のエッジ軌跡における距離と目標値の関係を示すグラフである。
インコーナ加工時のエッジ軌跡における距離と目標値の関係を示すグラフである。
円弧軌跡の例を示す。
アウトコーナ加工時の円弧軌跡における距離と目標値の関係を示すグラフである。
インコーナ加工時の円弧軌跡における距離と目標値の関係を示すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
1か月前
個人
コンタクトチップ
12日前
日東精工株式会社
ねじ締め機
22日前
日東精工株式会社
ねじ締め機
22日前
トヨタ自動車株式会社
治具
23日前
株式会社ダイヘン
スタッド溶接電源
14日前
株式会社ダイヘン
インチング制御方法
6日前
ブラザー工業株式会社
工作機械
12日前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
ワーク置き台
19日前
株式会社MOLDINO
ドリル
1か月前
光精工株式会社
クーラントタンク
19日前
個人
交換式給油ブラシの切削油の給油器
2か月前
旭精工株式会社
シャフトブレーキ
12日前
株式会社不二越
エンドミル
1か月前
三和テッキ株式会社
レーザ付着物除去装置
14日前
株式会社ムラタ溶研
剪断装置
26日前
株式会社ダイヘン
アークスタート制御方法
6日前
古川精機株式会社
タッピングガイド
16日前
トヨタ自動車株式会社
レーザ溶接方法
19日前
株式会社ダイヘン
溶接電源装置
14日前
株式会社東京精密
加工用排液濾過装置
14日前
トヨタ自動車株式会社
レーザ加工装置
13日前
株式会社アイシン
金属部材の接合方法
22日前
株式会社大林組
構造物形成方法
13日前
コントレイル合同会社
レーザ加工装置
1か月前
カヤバ株式会社
溶接方法及び溶接構造
19日前
ブラザー工業株式会社
工作機械
1か月前
トリックス株式会社
端部封止方法
19日前
株式会社ダイヘン
2重シールドティグ溶接方法
今日
オークマ株式会社
切削液循環装置
7日前
株式会社東芝
レーザ溶接方法
14日前
日進工具株式会社
切削工具
8日前
キタムラ機械株式会社
マシニングセンタ
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
今日
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ