TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024148613
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023061905
出願日
2023-04-06
発明の名称
超音波接合装置
出願人
株式会社アドウェルズ
代理人
個人
,
個人
主分類
B23K
20/10 20060101AFI20241010BHJP(工作機械;他に分類されない金属加工)
要約
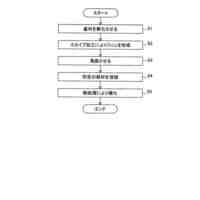
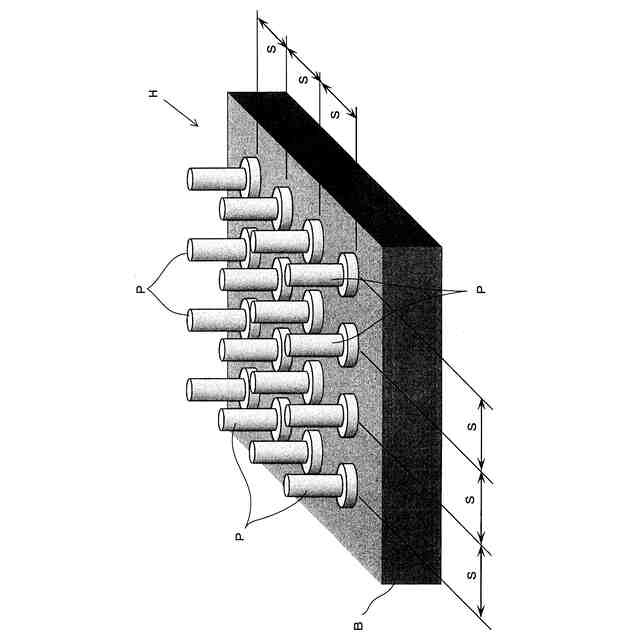
【課題】ピンのベース板に接合する接合位置を自由に選択できて、ピンのレイアウト変更を容易に行えるヒートシンクを提供できるようにする。
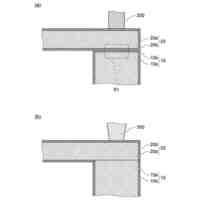
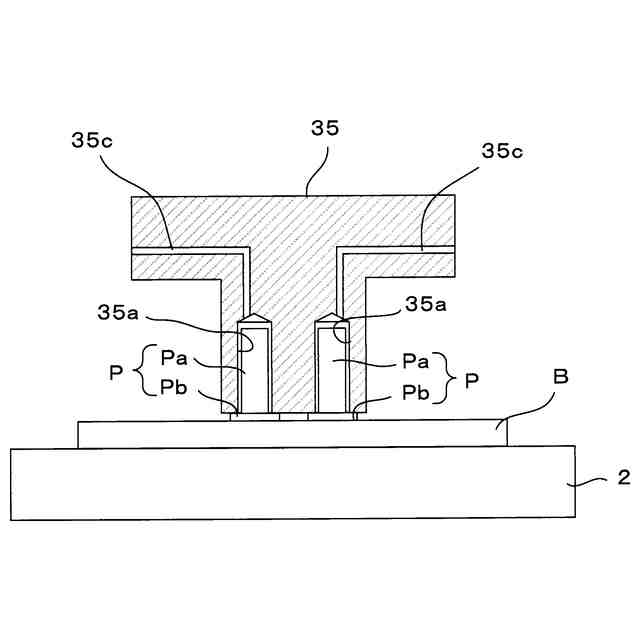
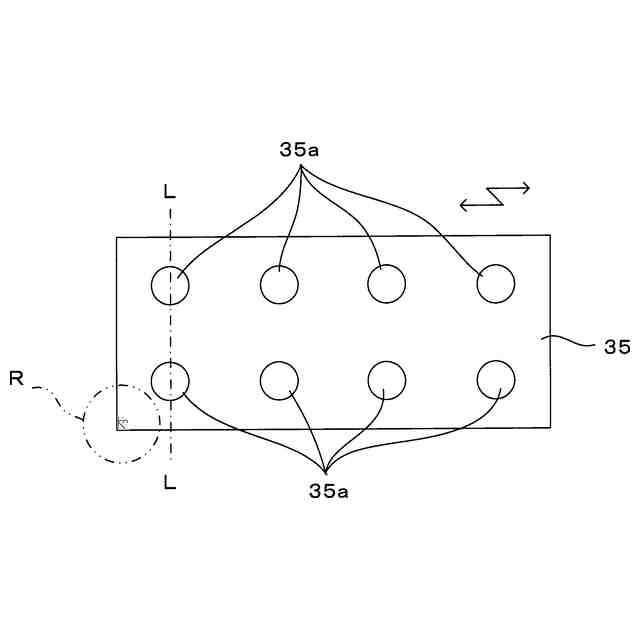
【解決手段】ホーン35の嵌挿穴35aにピンPを嵌挿した状態に保持すべく、ピンPを吸着手段によりほーん35に吸着しつつ、ホーン35によりピンPの鍔部Pbをベース板Bの接合位置に押圧しつつ、超音波振動手段による超音波振動をホーン35に与えてピンをベース板の接合位置に接合する。
【選択図】図6
特許請求の範囲
【請求項1】
ピンを超音波によりベース板に接合してヒートシンクを形成する超音波接合装置において、
前記ピンは、柱状の基部と、該基部の下端に設けられた鍔部とを有し、
前記超音波接合装置は、
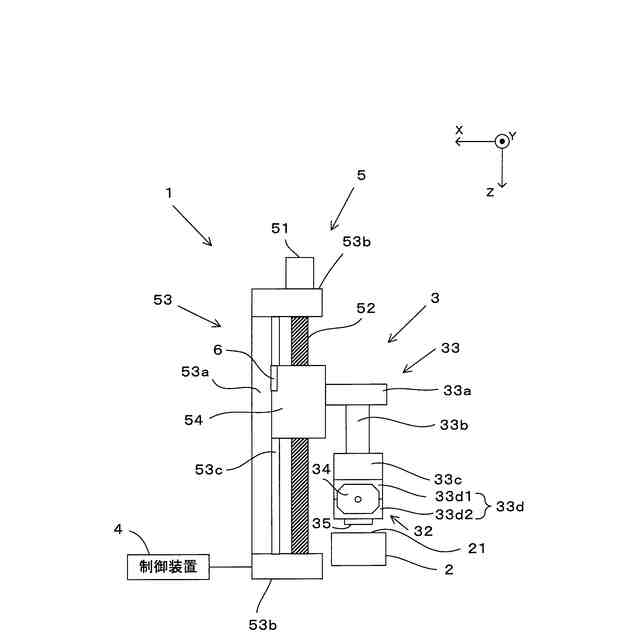
前記ベース板が載置される支持体と、
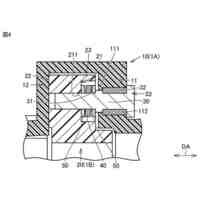
前記ベース板上に配置された前記ピンを前記支持体との間で挟持するホーンと、
前記ホーンの下面に、前記ピンの基部の横断面の外寸より大きく、かつ、前記ピンの前記鍔部の横断面の外寸より小さい内寸に形成された前記ピンの嵌挿用の嵌挿穴と、
前記支持体または前記ホーンを移動させて、前記吸着手段により前記嵌挿穴内に嵌挿した状態に保持された前記ピンを前記支持体に載置された前記ベース板上の所定の接合位置に配置する移動手段と、
前記ホーンに超音波振動を与えて超音波振動手段と
を備え、
前記ピンは、前記基部が前記嵌挿穴の内面に接触せず、前記鍔部の上面が前記嵌挿穴周縁の前記ホーンの下面に当接した状態で前記嵌挿穴に嵌挿し、
前記ピンの前記鍔部を前記ホーンにより前記ベース板の前記接合位置に押圧しつつ、前記超音波振動手段による超音波振動を前記ホーンに与えて前記ピンを前記ベース板に接合する
ことを特徴とする超音波接合装置。
続きを表示(約 620 文字)
【請求項2】
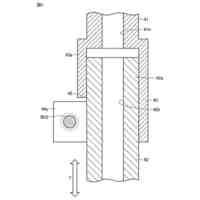
前記ホーンに設けられ、前記嵌挿穴に嵌挿した前記ピンを吸着して前記嵌挿穴内に嵌挿した状態に保持する吸着手段を更に備え、
前記吸着手段は、前記嵌挿穴に嵌挿した前記ピンを嵌挿状態に保持するように前記ピンを吸着し、
前記吸着手段により吸着した前記ピンの前記鍔部を前記ホーンにより前記ベース板の前記接合位置に押圧しつつ前記ピンを前記ベース板に接合することを特徴とする請求項1に記載の超音波接合装置。
【請求項3】
前記ピンの前記鍔部の下面は、平面ではなく中央が下方に突出していることを特徴とする請求項1または請求項2に記載の超音波接合装置。
【請求項4】
前記ベース板の少なくとも前記接合位置は、金属から成ることを特徴とする請求項1または請求項2または請求項1に従属する請求項3に記載の超音波接合装置。
【請求項5】
前記ピン及び前記ベース板の前記接合位置が同種金属または異種金属から成ることを特徴とする請求項1または請求項2または請求項1に従属する請求項3に記載の超音波接合装置。
【請求項6】
前記嵌挿穴が、前記ホーンの下面に複数形成され、
前記吸着手段は、複数の前記ピンを吸着して前記嵌挿穴それぞれに前記複数のピンが嵌挿した状態を保持する
ことを特徴とする請求項1または請求項2または請求項1に従属する請求項3に記載の超音波接合装置。
発明の詳細な説明
【技術分野】
【0001】
この発明は、ピンを超音波によりベース板に接合してヒートシンクを形成する超音波接合装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
一般に、電力用半導体素子や半導体集積回路素子などの発熱量の多い電子デバイスにおいて、デバイスの熱を効率よく放熱してデバイスの温度上昇を抑制し、デバイスの熱による動作低下を防止するために、ヒートシンクを設けることが行われている。
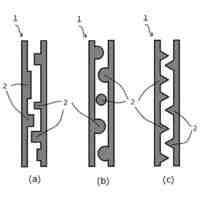
【0003】
この種のヒートシンクは、放熱ベース板に多数のピンが配列され(特許文献1参照)、或いは放熱ベース板に多数のフィンが配列されて形成され、従来、例えばアルミニウムの押出成形や鋳造(ダイカスト)により形成されるのが一般的である。
【先行技術文献】
【特許文献】
【0004】
国際公開第2013/157467号
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、従来のヒートシンクのように、押出成形や鋳造により形成する場合、ピンやフィンの配置が一意的に決まっていてピンやフィンのレイアウトが固定されているため、レイアウト変更を容易に行うことができず使い勝手の悪いヒートシンクしか提供することができないという問題があった。
【0006】
この発明は、上記した課題に鑑みてなされたものであり、ベース板に接合するピンの接合位置を自由に選択できて、ピンのレイアウト変更を容易に行えるヒートシンクを提供できるようにすることを目的とする。
【課題を解決するための手段】
【0007】
上記した目的を達成するために、本発明に係る超音波接合装置は、ピンを超音波によりベース板に接合してヒートシンクを形成する超音波接合装置において、前記ピンは、柱状の基部と、該基部の下端に設けられた鍔部とを有し、前記超音波接合装置は、前記ベース板が載置される支持体と、前記ベース板上に配置された前記ピンを前記支持体との間で挟持するホーンと、前記ホーンの下面に、前記ピンの基部の横断面の外寸より大きく、かつ、前記ピンの前記鍔部の横断面の外寸より小さい内寸に形成された前記ピンの嵌挿用の嵌挿穴と、前記支持体または前記ホーンを移動させて、前記吸着手段により前記嵌挿穴内に嵌挿した状態に保持された前記ピンを前記支持体に載置された前記ベース板上の所定の接合位置に配置する移動手段と、前記ホーンに超音波振動を与えて超音波振動手段とを備え、記ピンは、前記基部が前記嵌挿穴の内面に接触せず、前記鍔部の上面が前記嵌挿穴周縁の前記ホーンの下面に当接した状態で前記嵌挿穴に嵌挿し、前記ピンの前記鍔部を前記ホーンにより前記ベース板の前記接合位置に押圧しつつ、前記超音波振動手段による超音波振動を前記ホーンに与えて前記ピンを前記ベース板に接合することを特徴としている。
【0008】
このような構成によれば、ピンの鍔部をホーンによりベース板の接合位置に押圧しつつ、超音波振動手段による超音波振動をホーンに与えてピンをベース板の接合位置に接合するため、ピンのベース板に接合する接合位置を自由に設定することが可能になり、接合位置の設定の自由度を拡大することができ、ベース板の接合位置のレイアウト変更に容易に対応してピンを接合可能なヒートシンクを提供できる。さらに、ホーンの嵌挿穴は、ピンの基部の横断面の外寸より大きく、かつ、ピンの鍔部の横断面の外寸より小さい内寸に形成されており、ピンの基部が嵌挿穴の内面に接触することがないため、ピンの基部がホーンの嵌挿穴の内面に干渉して超音波接合時における異常振動が生じるのを未然に防止することができ、接合品質を向上することができる。
【0009】
また、前記ホーンに設けられ、前記嵌挿穴に嵌挿した前記ピンを吸着して前記嵌挿穴内に嵌挿した状態に保持する吸着手段を更に備え、前記吸着手段は、前記嵌挿穴に嵌挿した前記ピンを嵌挿状態に保持するように前記ピンを吸着し、前記吸着手段により吸着した前記ピンの前記鍔部を前記ホーンにより前記ベース板の前記接合位置に押圧しつつ前記ピンを前記ベース板に接合するとしてもよい。こうすると、接合中にピンがベース板の接合位置からずれることを防止できる。
【0010】
また、前記ピンの前記鍔部の下面は、平面ではなく中央が下方に突出しているとよい。このとき、鍔部の下面は円錐状や角錐状で中央が下方に突出していたり、段差状に形成されることで中央が下方に突出していればよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
コンタクトチップ
12日前
株式会社ダイヘン
スタッド溶接電源
14日前
ブラザー工業株式会社
工作機械
12日前
株式会社ダイヘン
インチング制御方法
6日前
旭精工株式会社
シャフトブレーキ
12日前
光精工株式会社
クーラントタンク
19日前
三和テッキ株式会社
レーザ付着物除去装置
14日前
古川精機株式会社
タッピングガイド
16日前
株式会社ダイヘン
アークスタート制御方法
6日前
株式会社東京精密
加工用排液濾過装置
14日前
トヨタ自動車株式会社
レーザ加工装置
13日前
株式会社ダイヘン
溶接電源装置
14日前
株式会社大林組
構造物形成方法
13日前
オークマ株式会社
切削液循環装置
7日前
ダイハツ工業株式会社
マシニングセンタ
5日前
トリックス株式会社
端部封止方法
19日前
日進工具株式会社
切削工具
8日前
日本タングステン株式会社
形彫放電加工用電極
13日前
日立造船株式会社
溶接装置
12日前
株式会社ダイヘン
2重シールドティグ溶接方法
今日
株式会社ダイヘン
2重シールドティグ溶接方法
今日
株式会社東芝
レーザ溶接方法
14日前
住友精密工業株式会社
熱交換器の製造方法
13日前
株式会社ダイヘン
複数の溶接電源による溶接方法
6日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
株式会社 神崎高級工機製作所
歯車加工装置
8日前
株式会社アドウェルズ
超音波接合装置
5日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
今日
フタバ産業株式会社
接合体
14日前
株式会社ソディック
放電加工機およびサーボ制御方法
5日前
株式会社ダイヘン
待機時電力を低減する溶接電源装置
14日前
株式会社ダイヘン
溶接装置
7日前
株式会社ダイヘン
溶接装置
7日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ