TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024138692
公報種別
公開特許公報(A)
公開日
2024-10-09
出願番号
2023049294
出願日
2023-03-27
発明の名称
表面被覆切削工具
出願人
三菱マテリアル株式会社
代理人
個人
主分類
B23B
27/14 20060101AFI20241002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】耐摩耗性、耐熱亀裂性を有する表面被覆切削工具の提供。
【解決手段】a)被覆層は上部層、中間層、下部層を有し、b)上部層は1.0~10.0μmの平均厚さで、α-Al
2
O
3
層を含み、c)α-Al
2
O
3
層の前記基体に平行な断面においてクラックが存在し、クラックの密度が0.4~6.5本/mmであり、d)中間層は、1.5~5.0μmの平均厚さで、TiCN層を含み、e)下部層は、3.0~10.0μmの平均厚さで、TiとAlの複合窒化物層または複合炭窒化物層を含み、f)TiとAlの複合窒化物層または複合炭窒化物層は、被覆層の縦断面においてNaCl型面心立方構造の結晶粒を80~100面積%含有し、その平均組成は(Ti
1-Xavg
Al
Xavg
)(C
Yavg
N
1-Yavg
)(0.70≦Xavg≦0.90、0.000≦Yavg≦0.050)である表面被覆切削工具。
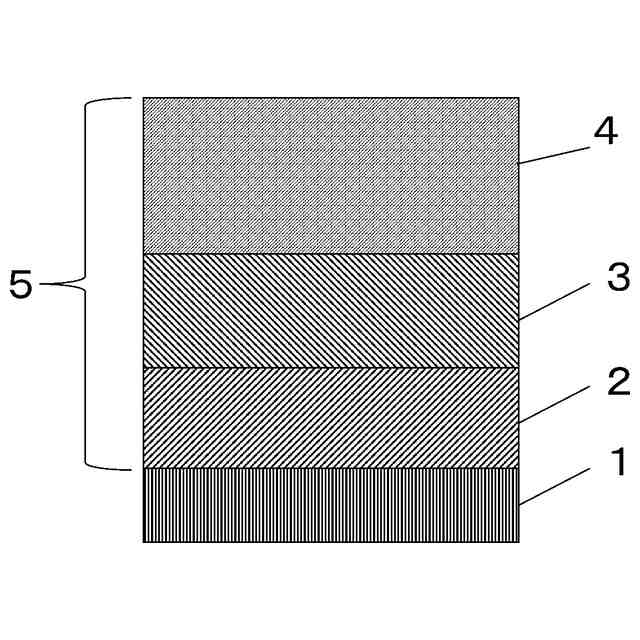
【選択図】図2
特許請求の範囲
【請求項1】
基体と該基体の表面に被覆層を有する表面被覆切削工具であって、
(a)該被覆層は上部層、中間層、下部層の少なくとも3層を有し、
(b)前記上部層は1.0~10.0μmの平均厚さであって、α-Al
2
O
3
層を含み、
(c)前記α-Al
2
O
3
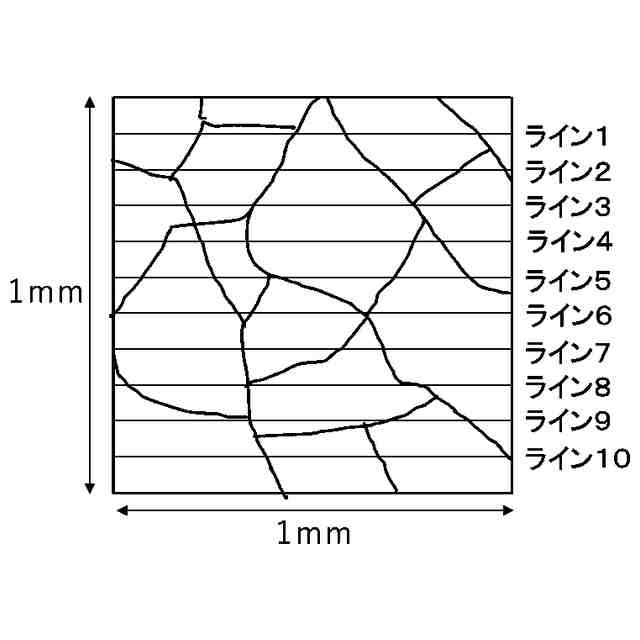
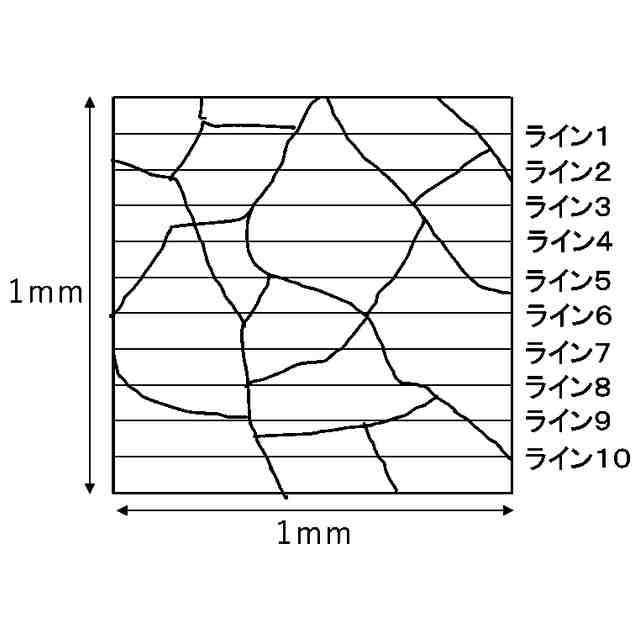
層の前記基体に平行な断面においてクラックが存在し、該クラックの密度が0.4~6.5本/mmであり、
(d)前記中間層は、1.5~5.0μmの平均厚さであって、TiCN層を含み、
(e)前記下部層は、3.0~10.0μmの平均厚さであって、TiとAlの複合窒化物層または複合炭窒化物層を含み、
(f)前記TiとAlの複合窒化物層または複合炭窒化物層は、前記被覆層の縦断面においてNaCl型面心立方構造の結晶粒を80~100面積%含有し、その平均組成は(Ti
1-Xavg
Al
Xavg
)(C
Yavg
N
1-Yavg
)(0.70≦Xavg≦0.90、0.000≦Yavg≦0.050)である
ことを特徴とする表面被覆切削工具。
続きを表示(約 1,200 文字)
【請求項2】
前記α-Al
2
O
3
層の配向性指数TC(0 0 12)が、6.0以上であり、構成原子共有格子点グラフにおいて前記α-Al
2
O
3
層のΣN+1全体に占めるΣ3の分布割合が40%以上、100%以下であること。
ここで、
TC(0 0 12)=[I(0 0 12)/I0(0 0 12)]
×[(1/7)×Σ(I(hkl)/I0(hkl)]
?1
ただし、
I(0 0 12):(0 0 12)面におけるX線回折ピーク強度の測定値
I0(0 0 12):ICDDカード00-042-1468に記載のAl
2
O
3
の結晶面の(0 0 12)面における標準X線回折ピーク強度の平均値
Σ(I(hkl)/I0(hkl)):(0 1 2)、(1 0 4)、(1 1 3)、(1 1 6)、(3 0 0)、(2 1 4)および(0 0 12)の7面のそれぞれの面の([X線回折ピーク強度の測定値]/[ICDDカードに掲載されている、Al
2
O
3
の標準回折ピーク強度の平均値])の値の合計値
であることを特徴とする請求項1に記載の表面被覆切削工具。
【請求項3】
前記α-Al
2
O
3
層は、残留応力が0~+300MPaの結晶を有することを特徴とする請求項1または2に記載の表面被覆切削工具。
【請求項4】
前記α-Al
2
O
3
層において、ρα=[S]/([Al]+[O]+[S])([Q]は、元素Qの原子数を表す)が0.00001~0.00050であることを特徴とする請求項1または2に記載の表面被覆切削工具。
【請求項5】
前記TiCN層の配向性指数TC(422)が、2.0以上であること。
ここで、
TC(422)=[I(422)/I0(422)]
×[(1/8)×Σ(I(hkl)/I0(hkl)]
?1
ただし、
I(422):(422)面におけるX線回折ピーク強度の測定値
I0(422):ICDDカード00-042-1489に記載のTiCNの結晶面の(422)面における標準X線回折ピーク強度の平均値
Σ(I(hkl)/I0(hkl)):(111)、(200)、(420)および(422)の8面のそれぞれの面の([X線回折ピーク強度の測定値]/[ICDDカードに掲載されている、TiCNの標準回折ピーク強度の平均値])の値の合計値
であることを特徴とする請求項1に記載の表面被覆切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面被覆切削工具(以下、被覆工具ということがある)に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
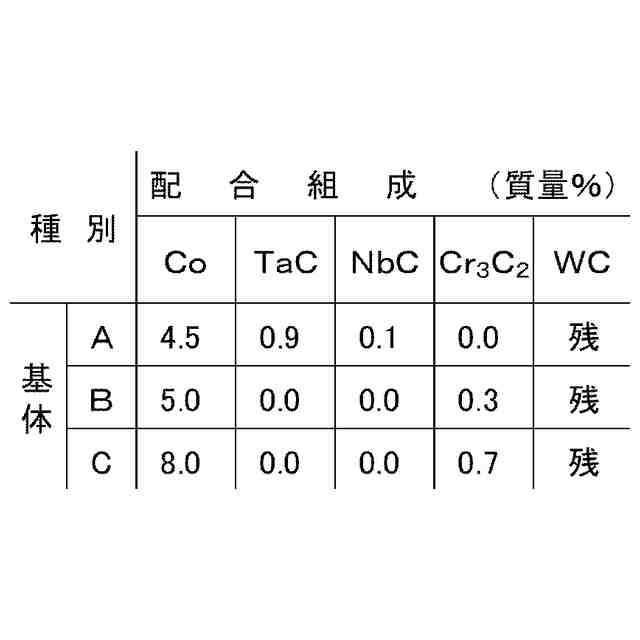
従来、切削工具を高寿命とすべく、炭化タングステン(以下、WCということがある)基超硬合金等の基体の表面に、被覆層を被覆した被覆工具があり、この被覆工具は耐摩耗性等が向上している。
そして、被覆工具のより一層の切削性能を向上させるために、被覆層の組成や構造について、種々の提案がなされている。
【0003】
例えば、特許文献1には、被覆層がTi
1-x
Al
x
N層および/またはTi
1-x
Al
x
C層および/またはTi
1-x
Al
x
CN層(式中、xは0.65~0.95である)の上にAl
2
O
3
層を有する被覆工具が記載され、該被覆工具は前記被覆層が断熱性を有するため耐久性に優れるとされている。
【0004】
また、例えば、特許文献2には、被覆層の平均厚さ4~14μmのTi
1-x
Al
x
Nの内層、同0.05~1μmのTiCNの中間層、および同1~9μmのα-Al
2
O
3
の少なくとも1つの外層を含み、
前記α-Al
2
O
3
層のテクスチャー係数TC(hkl)が、
TC(hkl)=[I(hkl)/I0(hkl)]
×[(1/n)×Σ(I(hkl)/I0(hkl)]
?1
[式中、計算に使用される(hkl)反射は(0 2 4)、(1 1 6)、(3 0 0)、および(0 0 12)であり、
I(hkl)=(hkl)反射の測定される強度(ピーク強度)、
I0(hkl)=ICDDのPDFカードNo.00-042-1468による標準強度
n=反射の数]、
であって、3<TC(0 0 12)<4である被覆工具が記載され、該被覆工具は耐摩耗性及び耐櫛状クラック性が改善されているとされている。
【先行技術文献】
【特許文献】
【0005】
特開2011-516722号公報
特開2020-506811号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、前記事情や前記提案を鑑みてなされたもので、高速断続切削加工を含む切削加工において優れた耐チッピング性を有する表面被覆切削工具を得ることを目的とする。
【課題を解決するための手段】
【0007】
本発明の実施形態に係る表面被覆切削工具は、
基体と該基体の表面に被覆層を有し、該被覆層は上部層、中間層、下部層の少なくとも3層を有し、
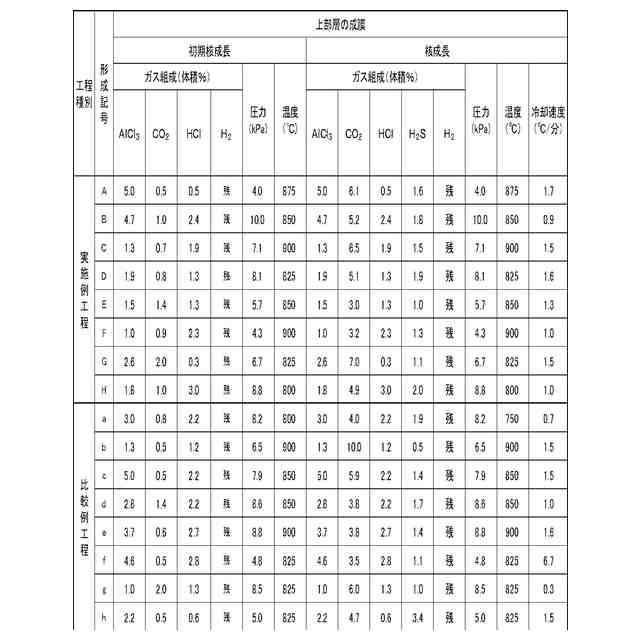
(a)前記上部層は1.0~10.0μmの平均厚さであって、α-Al
2
O
3
層を含み、
(b)前記α-Al
2
O
3
層の前記基体に平行な断面においてクラックが存在し、該クラックの密度が0.4~6.5本/mmであり、
(c)前記中間層は、1.5~5.0μmの平均厚さであって、TiCN層を含み、
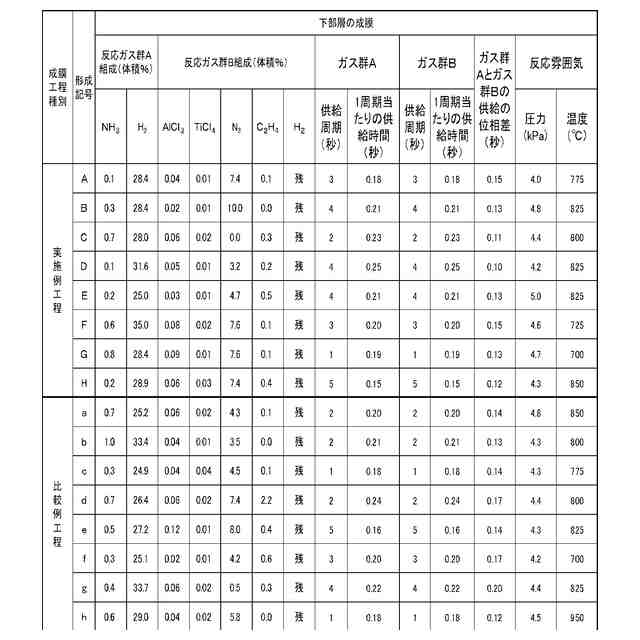
(d)前記下部層は、3.0~10.0μmの平均厚さであって、TiとAlの複合窒化物層または複合炭窒化物層を含み、
(e)前記TiとAlの複合窒化物層または複合炭窒化物層は、前記被覆層の縦断面においてNaCl型面心立方構造の結晶粒を80~100面積%含有し、その平均組成は(Ti
1-Xavg
Al
Xavg
)(C
Yavg
N
1-Yavg
)(0.70≦Xavg≦0.90、0.000≦Yavg≦0.050)である。
【0008】
さらに、前記実施形態に係る表面被覆切削工具は、次の(1)~(4)の少なくとも1つを満足してもよい。
【0009】
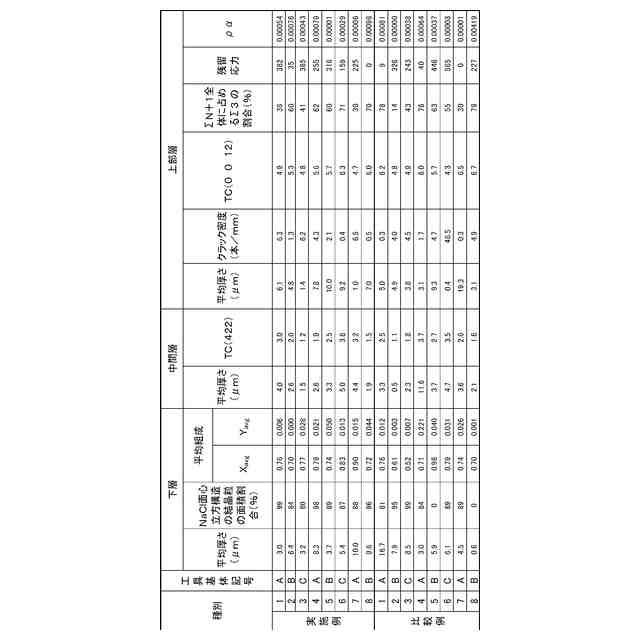
(1)前記α-Al
2
O
3
層の配向性指数TC(0 0 12)が、6.0以上、7.0以下であり、構成原子共有格子点分布グラフにおいて前記α-Al
2
O
3
層のΣN+1全体に占めるΣ3の分布割合が40%以上、100%以下であること。
ここで、
TC(0 0 12)=[I(0 0 12)/I0(0 0 12)]
×[(1/7)×Σ(I(hkl)/I0(hkl)]
?1
ただし、
I(0 0 12):(0 0 12)面におけるX線回折ピーク強度の測定値
I0(0 0 12):ICDDカード00-042-1468に記載のAl
2
O
3
の結晶面の(0 0 12)面における標準X線回折ピーク強度の平均値
Σ(I(hkl)/I0(hkl)):(0 1 2)、(1 0 4)、(1 1 3)、(1 1 6)、(3 0 0)、(2 1 4)および(0 0 12)の7面のそれぞれの面の([X線回折ピーク強度の測定値]/[ICDDカードに掲載されている、Al
2
O
3
の標準回折ピーク強度の平均値])の値の合計値
【0010】
(2)前記α-Al
2
O
3
層は、残留応力が0~+300MPaの結晶を有すること。
(3)前記α-Al
2
O
3
層において、ρα=[S]/([Al]+[O]+[S])([Q]は、元素Qの原子数を表す)が0.00001~0.00050であること。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
1か月前
個人
コンタクトチップ
12日前
日東精工株式会社
ねじ締め機
22日前
日東精工株式会社
ねじ締め機
22日前
トヨタ自動車株式会社
治具
23日前
有限会社ハラダ印刷
穿孔機用案内板
2か月前
株式会社ダイヘン
スタッド溶接電源
14日前
ブラザー工業株式会社
工作機械
12日前
株式会社ダイヘン
くびれ検出制御方法
2か月前
津根精機株式会社
鉄筋切断装置
2か月前
株式会社ダイヘン
インチング制御方法
6日前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
ワーク置き台
19日前
株式会社MOLDINO
ドリル
1か月前
福井県
マルチマテリアルの点接合構造
2か月前
ブラザー工業株式会社
工作機械
1か月前
光精工株式会社
クーラントタンク
19日前
個人
交換式給油ブラシの切削油の給油器
2か月前
旭精工株式会社
シャフトブレーキ
12日前
株式会社向洋技研
スポットネジ及び電極
2か月前
株式会社不二越
エンドミル
1か月前
株式会社進和
肉盛加工ノズル
2か月前
株式会社ダイヘン
アークスタート制御方法
6日前
三和テッキ株式会社
レーザ付着物除去装置
14日前
株式会社ムラタ溶研
剪断装置
26日前
古川精機株式会社
タッピングガイド
16日前
株式会社ダイヘン
溶接電源装置
14日前
トヨタ自動車株式会社
レーザ加工装置
13日前
株式会社大林組
構造物形成方法
13日前
コントレイル合同会社
レーザ加工装置
1か月前
株式会社東京精密
加工用排液濾過装置
14日前
トヨタ自動車株式会社
レーザ溶接方法
19日前
カヤバ株式会社
溶接方法及び溶接構造
19日前
トヨタ自動車株式会社
レーザ加工方法
2か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社アイシン
金属部材の接合方法
22日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ