TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024140660
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023051917
出願日
2023-03-28
発明の名称
熱交換器の製造方法
出願人
住友精密工業株式会社
代理人
個人
主分類
B23P
15/26 20060101AFI20241003BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ある程度硬い基材に対してスカイブ加工を行う場合にも、所望の形状を有するフィンを形成することが可能な熱交換器の製造方法を提供する。
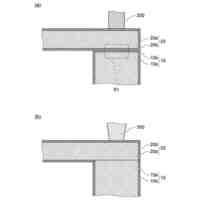
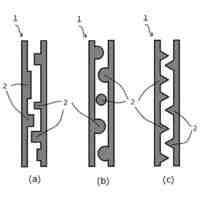
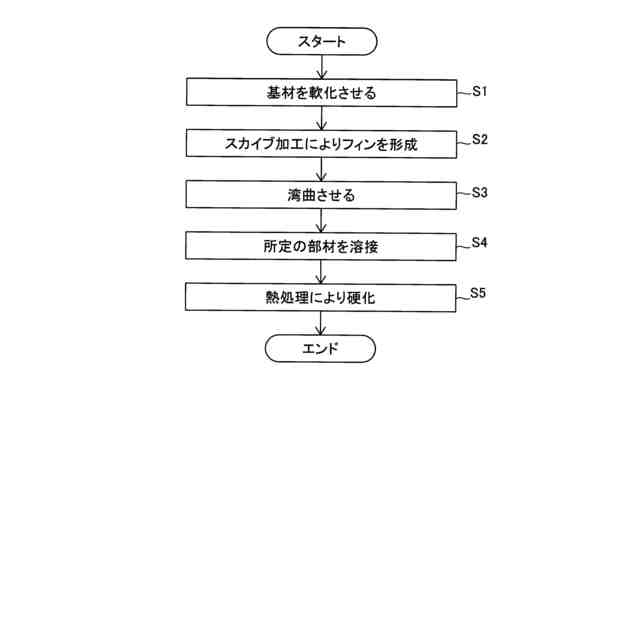
【解決手段】この熱交換器の製造方法は、所定の硬度を有する基材10を軟化させる工程と、軟化した基材10の表面10aをスカイブ加工により削り起こしてフィン11を形成する工程と、フィン11を形成後の基材10に対して熱処理を行うことにより、基材10を硬化させる工程とを備える。
【選択図】図10
特許請求の範囲
【請求項1】
所定の硬度を有する基材を軟化させる工程と、
軟化した前記基材の表面をスカイブ加工により削り起こしてフィンを形成する工程と、
前記フィンを形成後の前記基材に対して熱処理を行うことにより、前記基材を硬化させる工程とを備える、熱交換器の製造方法。
続きを表示(約 910 文字)
【請求項2】
前記基材を軟化させる工程は、前記基材に対して焼鈍処理を施す工程を含み、
前記基材に対して焼鈍処理を施す工程において、前記基材の硬度を、ビッカース硬さ40未満の硬度となるように焼鈍処理を施して軟化させる、請求項1に記載の熱交換器の製造方法。
【請求項3】
前記基材に対して焼鈍処理を施す工程において、前記基材の硬度を、O材相当の硬度となるように焼鈍処理を施して軟化させる、請求項2に記載の熱交換器の製造方法。
【請求項4】
前記基材を硬化させる工程において、前記基材を硬化させる熱処理は、時効硬化処理を含む、請求項3に記載の熱交換器の製造方法。
【請求項5】
軟化させる前の前記基材は、ビッカース硬さ58以上の硬度を有するアルミニウム、または、アルミニウム合金であり、
前記基材に対して焼鈍処理を施す工程において、ビッカース硬さ58以上の硬度を有する前記基材を、ビッカース硬さ40未満の硬度となるように焼鈍処理を施して軟化させ、
前記基材を硬化させる工程において、前記時効硬化処理によって、前記基材を、ビッカース硬さ58以上の硬度となるように硬化させる、請求項4に記載の熱交換器の製造方法。
【請求項6】
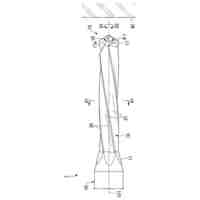
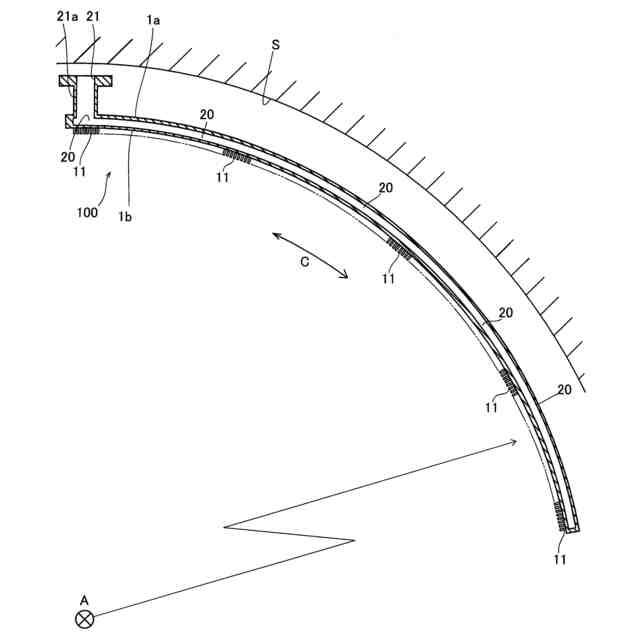
前記基材は、押出形材であり、前記基材の押出方向に沿って延びる複数の貫通穴を含む多穴管であり、
前記フィンを形成した後で、かつ、前記多穴管を硬化させる前に、前記多穴管を湾曲させる工程をさらに備える、請求項1に記載の熱交換器の製造方法。
【請求項7】
前記多穴管を湾曲させた後で、かつ、前記多穴管を硬化させる前に、前記多穴管に対して所定の部材を溶接する工程をさらに備える、請求項6に記載の熱交換器の製造方法。
【請求項8】
前記フィンを形成する工程において、前記フィンが、0.4mm以上1.0mm以下の厚みを有し、前記フィンの間の間隔が2.0mm以上4.0mm以下となるように、前記基材の表面をスカイブ加工により削り起こす、請求項1に記載の熱交換器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、熱交換器の製造方法に関し、特に、スカイブ加工により外表面に形成されたフィンを有する熱交換器の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、スカイブ加工により外表面に形成されたフィンを有する熱交換器の製造方法が知られている(たとえば、特許文献1参照)。
【0003】
上記特許文献1には、スカイブ加工により、熱交換器の外表面にフィンを形成することにより製造される熱交換器を製造する方法が開示されている。具体的には、上記特許文献1には、ビッカース硬さ40~65のアルミニウムまたはアルミニウム合金からなるヒートシンク素材の表面をスカイブ加工により削り起こすことによりフィンを形成する熱交換器の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2001-156224号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、ビッカース硬さ40~65のアルミニウムまたはアルミニウム合金などのある程度硬いヒートシンク素材(基材)に対してスカイブ加工を行うことによりフィンを形成する場合、フィンを所望の形状に削り起こすことが困難であるという問題点がある。
【0006】
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、ある程度硬い基材に対してスカイブ加工を行う場合にも、所望の形状を有するフィンを形成することが可能な熱交換器の製造方法を提供することである。
【課題を解決するための手段】
【0007】
上記目的を達成するため、本願発明者が鋭意検討した結果、所定の硬度を有する基材に対してスカイブ加工を行う前に基材を軟化させ、軟化させた後の基材の表面に対してスカイブ加工を行うことにより、フィンを所望の形状に削り起こすことが可能であることを見出した。すなわち、この発明による熱交換器の製造方法は、所定の硬度を有する基材を軟化させる工程と、軟化した基材の表面をスカイブ加工により削り起こしてフィンを形成する工程と、フィンを形成後の基材に対して熱処理を行うことにより、基材を硬化させる工程とを備える。
【0008】
この発明による熱交換器の製造方法では、上記のように、所定の硬度を有する基材を軟化させる工程と、軟化した基材の表面をスカイブ加工により削り起こしてフィンを形成する工程と、を備えることによって、ある程度硬い基材に対してスカイブ加工を行う場合でも、フィンの形成に適した硬度まで基材を軟化させた状態でスカイブ加工を行うことが可能となるので、フィンを削り起こす際の加工性を向上させることができる。その結果、ある程度硬い基材に対してスカイブ加工を行う場合にも、所望の形状を有するフィンを形成することが可能な熱交換器の製造方法を提供することができる。また、この発明による熱交換器の製造方法では、上記のように、フィンを形成後に基材を熱処理することにより基材を硬化させる工程を備える。これにより、軟化した基材をフィン形成後に硬化させることが可能となるので、フィンを形成した後の基材の硬度を所定の硬度に戻すことができる。その結果、スカイブ加工によって所望の形状を有するフィンを有する熱交換器を製造する際に、熱交換器(フィン)の硬度を所定の硬度にすることが可能となるので、熱交換器に要求される機械的強度を確保することができる。
【0009】
上記発明による熱交換器の製造方法において、好ましくは、基材を軟化させる工程は、基材に対して焼鈍処理を施す工程を含み、基材に対して焼鈍処理を施す工程において、基材の硬度を、ビッカース硬さ40未満の硬度となるように焼鈍処理を施して軟化させる。このように構成すれば、基材の硬度がビッカース硬さ40未満の硬度となるように軟化されるので、ある程度硬い基材に対してスカイブ加工によってフィンを形成する際に、所望の形状に削り起こすことが可能な硬度まで基材を軟化させることができる。その結果、ある程度硬い基材の加工性を、フィンを所望の形状に削り起こすことができるように向上させることが可能となるので、ある程度硬い基材に対してスカイブ加工によってフィンを形成する場合でも、フィンの形状が所望の形状となるように容易に削り起こすことができる。
【0010】
この場合、好ましくは、基材に対して焼鈍処理を施す工程において、基材の硬度を、O材相当の硬度となるように焼鈍処理を施して軟化させる。このように構成すれば、基材の硬度を、確実にビッカース硬さ40未満の硬度に軟化させることができる。その結果、基材の硬度を、フィンを所望の形状に削り起こすことが可能な硬度まで、確実に軟化させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
コンタクトチップ
12日前
日東精工株式会社
ねじ締め機
22日前
日東精工株式会社
ねじ締め機
22日前
トヨタ自動車株式会社
治具
23日前
株式会社ダイヘン
スタッド溶接電源
14日前
株式会社FUJI
ワーク置き台
19日前
株式会社ダイヘン
インチング制御方法
6日前
ブラザー工業株式会社
工作機械
12日前
旭精工株式会社
シャフトブレーキ
12日前
光精工株式会社
クーラントタンク
19日前
株式会社ダイヘン
アークスタート制御方法
6日前
三和テッキ株式会社
レーザ付着物除去装置
14日前
古川精機株式会社
タッピングガイド
16日前
株式会社ムラタ溶研
剪断装置
26日前
株式会社アイシン
金属部材の接合方法
22日前
株式会社大林組
構造物形成方法
13日前
トヨタ自動車株式会社
レーザ加工装置
13日前
カヤバ株式会社
溶接方法及び溶接構造
19日前
トヨタ自動車株式会社
レーザ溶接方法
19日前
株式会社ダイヘン
溶接電源装置
14日前
株式会社東京精密
加工用排液濾過装置
14日前
トリックス株式会社
端部封止方法
19日前
ダイハツ工業株式会社
マシニングセンタ
5日前
株式会社不二越
摩擦撹拌接合装置
26日前
オークマ株式会社
切削液循環装置
7日前
株式会社東芝
レーザ溶接方法
14日前
日進工具株式会社
切削工具
8日前
株式会社ダイヘン
2重シールドティグ溶接方法
今日
株式会社ダイヘン
2重シールドティグ溶接方法
今日
日本タングステン株式会社
形彫放電加工用電極
13日前
日立造船株式会社
溶接装置
12日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
住友精密工業株式会社
熱交換器の製造方法
13日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ