TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024119244
公報種別
公開特許公報(A)
公開日
2024-09-03
出願番号
2023026009
出願日
2023-02-22
発明の名称
樹脂フィルム製造装置及びその制御方法
出願人
株式会社日本製鋼所
代理人
個人
主分類
B29C
48/92 20190101AFI20240827BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】優れた樹脂フィルムの製造装置を提供すること。
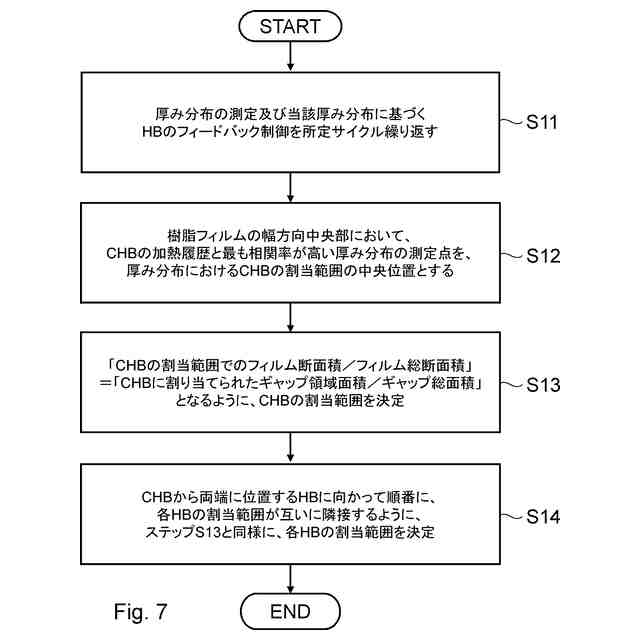
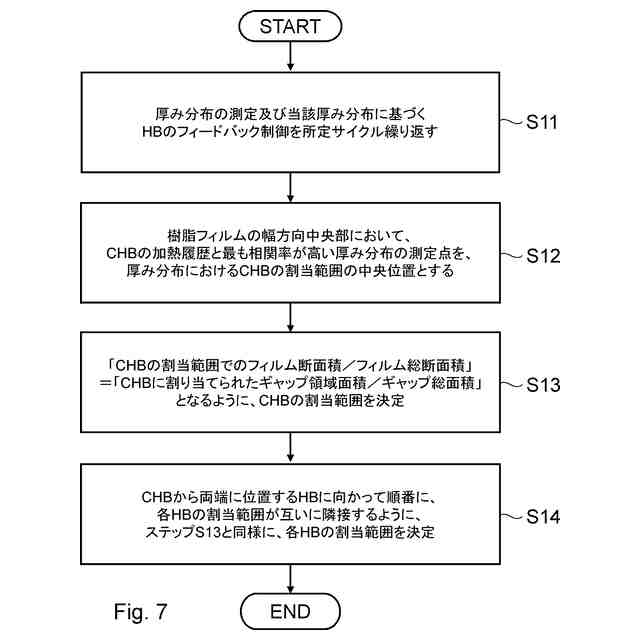
【解決手段】一実施形態に係る樹脂フィルム製造装置では、樹脂フィルムの製造を開始した際、厚み分布の測定と、当該厚み分布を均一化するための複数のヒータのフィードバック制御を所定サイクル繰り返し、樹脂フィルムの幅方向中央部において、複数のヒートボルトにおける中央ヒートボルトの加熱履歴と最も相関率が高い厚み分布の測定点を、厚み分布において中央ヒートボルトに割り当てる割当範囲の中央位置とし、リップギャップ全体に対する中央ヒートボルトに割り当てられたギャップ領域の面積比と、樹脂フィルムの総断面積に対する割当範囲での樹脂フィルムの断面積の比とが等しくなるように、中央ヒートボルトの中央位置から割当範囲を決定する。
【選択図】図7
特許請求の範囲
【請求項1】
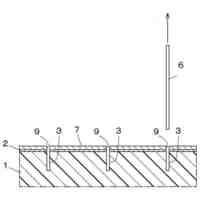
一対のリップの長手方向に沿って並べられた複数のヒートボルトと、当該複数のヒートボルトのそれぞれを加熱する複数のヒータとを有し、前記複数のヒートボルトのそれぞれによってリップギャップを調整可能なダイと、
前記リップギャップから押し出されたフィルム状の溶融樹脂を冷却しつつ、前記溶融樹脂が固化した樹脂フィルムを搬出する冷却ロールと、
前記冷却ロールから搬出された前記樹脂フィルムの幅方向の厚み分布を測定する厚みセンサと、
前記厚みセンサによって測定された前記厚み分布が均一化するように、前記複数のヒータのそれぞれをフィードバック制御する制御部と、を備え、
前記樹脂フィルムの製造を開始した際、前記制御部は、
前記厚み分布の測定と、当該厚み分布を均一化するための前記複数のヒータのフィードバック制御を所定サイクル繰り返し、
前記樹脂フィルムの幅方向中央部において、前記複数のヒートボルトにおける中央ヒートボルトの加熱履歴と最も相関率が高い前記厚み分布の測定点を、前記厚み分布において前記中央ヒートボルトに割り当てる割当範囲の中央位置とし、
前記リップギャップ全体に対する前記中央ヒートボルトに割り当てられたギャップ領域の面積比と、前記樹脂フィルムの総断面積に対する前記割当範囲での前記樹脂フィルムの断面積の比とが等しくなるように、前記中央位置から前記割当範囲を決定する、
樹脂フィルム製造装置。
続きを表示(約 1,700 文字)
【請求項2】
前記制御部は、
前記中央ヒートボルトの前記割当範囲を決定した後、
前記中央ヒートボルトから両端に位置するヒートボルトに向かって順番に、各ヒートボルトの割当範囲が互いに隣接するように、当該割当範囲を決定する、
請求項1に記載の樹脂フィルム製造装置。
【請求項3】
前記制御部は、
前記樹脂フィルムの製造を開始する前に前記複数のヒータの全てを同一出力とした状態において測定された前記リップギャップを取得し、
取得した当該リップギャップを初期値として、前記割当範囲を決定する際の前記リップギャップを予測する、
請求項1に記載の樹脂フィルム製造装置。
【請求項4】
前記制御部は、
前記樹脂フィルムの製造を開始する前に前記複数のヒータの全てを同一出力とした状態において測定された前記樹脂フィルムの厚み分布を取得し、
取得した当該樹脂フィルムの厚み分布に基づいて決定した前記リップギャップを初期値として、前記割当範囲を決定する際の前記リップギャップを予測する、
請求項1に記載の樹脂フィルム製造装置。
【請求項5】
前記複数のヒートボルトが等間隔に配置されている、
請求項1に記載の樹脂フィルム製造装置。
【請求項6】
前記一対のリップの一方のみが、前記複数のヒートボルトに連結されている、
請求項1に記載の樹脂フィルム製造装置。
【請求項7】
前記厚みセンサは、前記樹脂フィルムの幅方向に走査されつつ、前記樹脂フィルムの幅方向の厚み分布を測定する非接触式センサである、
請求項1に記載の樹脂フィルム製造装置。
【請求項8】
一対のリップの長手方向に沿って並べられた複数のヒートボルトと、当該複数のヒートボルトのそれぞれを加熱する複数のヒータとを有し、前記複数のヒートボルトのそれぞれによってリップギャップを調整可能なダイと、
前記リップギャップから押し出されたフィルム状の溶融樹脂を冷却しつつ、前記溶融樹脂が固化した樹脂フィルムを搬出する冷却ロールと、
前記冷却ロールから搬出された前記樹脂フィルムの幅方向の厚み分布を測定する厚みセンサと、を備え、
前記厚みセンサによって測定された前記厚み分布が均一化するように、前記複数のヒータのそれぞれをフィードバック制御する樹脂フィルム製造装置の制御方法であって、
前記樹脂フィルムの製造を開始した際、コンピュータが、
(a)前記厚み分布の測定と、当該厚み分布を均一化するための前記複数のヒータのフィードバック制御を所定サイクル繰り返す工程と、
(b)前記樹脂フィルムの幅方向中央部において、前記複数のヒートボルトにおける中央ヒートボルトの加熱履歴と最も相関率が高い前記厚み分布の測定点を、前記厚み分布において前記中央ヒートボルトに割り当てる割当範囲の中央位置とする工程と、
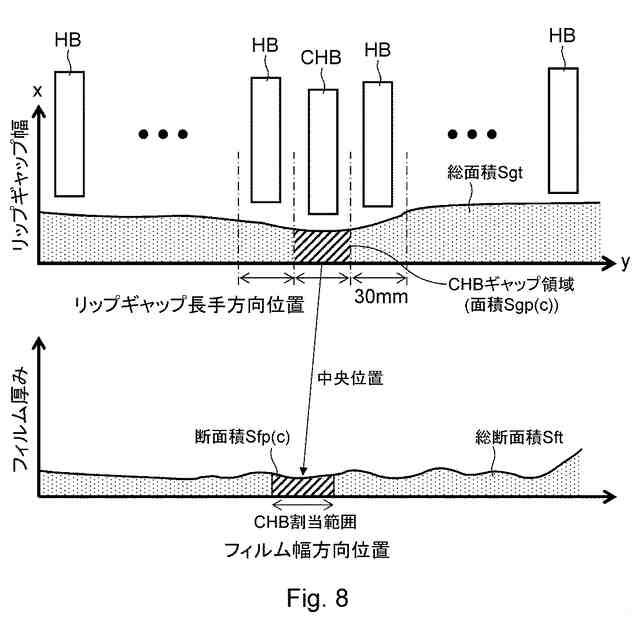
(c)前記リップギャップ全体に対する前記中央ヒートボルトに割り当てられたギャップ領域の面積比と、前記樹脂フィルムの総断面積に対する前記割当範囲での前記樹脂フィルムの断面積の比とが等しくなるように、前記中央位置から前記割当範囲を決定する工程と、を備える、
樹脂フィルム製造装置の制御方法。
【請求項9】
工程(c)の後、
(d)前記中央ヒートボルトから両端に位置するヒートボルトに向かって順番に、各ヒートボルトの割当範囲が互いに隣接するように、当該割当範囲を決定する工程をさらに備える、
請求項8に記載の樹脂フィルム製造装置の制御方法。
【請求項10】
前記樹脂フィルムの製造を開始する前に前記複数のヒータの全てを同一出力とした状態において測定された前記リップギャップを取得し、
取得した当該リップギャップを初期値として、工程(c)において前記割当範囲を決定する際の前記リップギャップを予測する、
請求項8に記載の樹脂フィルム製造装置の制御方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は樹脂フィルム製造装置及びその制御方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
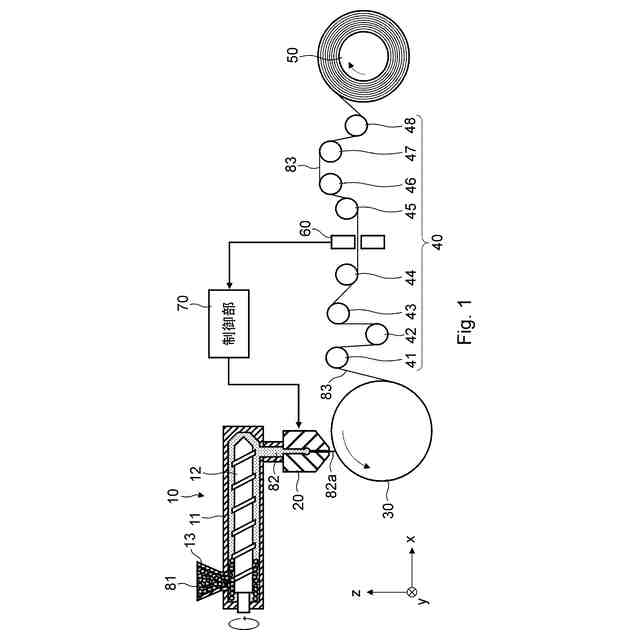
特許文献1に開示されているように、発明者らは、押出機に連結されたダイのリップの隙間(リップギャップ)からフィルム状の溶融樹脂を押し出す樹脂フィルム製造装置及びその制御方法を開発してきた。このような樹脂フィルム製造装置では、製造される樹脂フィルムの幅方向の厚み分布を均一化することが求められている。
【0003】
そのため、特許文献1に開示されているように、このような樹脂フィルム製造装置のダイには、リップの長手方向(すなわち樹脂フィルムの幅方向に対応)に沿って並んだ複数のヒートボルトが設けられている。樹脂フィルムの幅方向の厚み分布を測定し、厚み分布が均一化するように、各ヒートボルトのヒータによる熱膨張量を個別にフィードバック制御する。すなわち、厚み分布が均一化するように、ダイのリップギャップを局所的にフィードバック制御している。
【先行技術文献】
【特許文献】
【0004】
特開2020-152097号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
発明者らは、複数のヒートボルトを有するダイを備え、各ヒートボルトのヒータによる熱膨張量を個別にフィードバック制御可能な樹脂フィルム製造装置の開発に際し、以下の課題を見出した。
【0006】
各ヒートボルトのヒータを個別にフィードバック制御するには、測定する樹脂フィルムの厚み分布において各ヒートボルトに割り当てる範囲(各ヒートボルトが支配的に影響を及ぼす範囲)を決定する必要がある。当該範囲は、樹脂フィルムの種類や製造条件等によって変化するため、樹脂フィルムの製造を開始する度に当該範囲を決定する必要がある。発明者らがこれまで行ってきた決定手法では、長時間を要すると共に多量の樹脂材料を浪費していた。
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるだろう。
【課題を解決するための手段】
【0007】
一実施形態に係る樹脂フィルム製造装置では、樹脂フィルムの製造を開始した際、
厚み分布の測定と、当該厚み分布を均一化するための複数のヒータのフィードバック制御を所定サイクル繰り返し、
樹脂フィルムの幅方向中央部において、複数のヒートボルトにおける中央ヒートボルトの加熱履歴と最も相関率が高い厚み分布の測定点を、厚み分布において中央ヒートボルトに割り当てる割当範囲の中央位置とし、
リップギャップ全体に対する中央ヒートボルトに割り当てられたギャップ領域の面積比と、樹脂フィルムの総断面積に対する割当範囲での樹脂フィルムの断面積の比とが等しくなるように、中央ヒートボルトの中央位置から割当範囲を決定する。
【発明の効果】
【0008】
前記一実施形態によれば、優れた樹脂フィルムの製造装置を提供することができる。
【図面の簡単な説明】
【0009】
第1の実施形態に係る樹脂フィルム製造装置及び樹脂フィルム製造方法の全体構成を示す模式的断面図である。
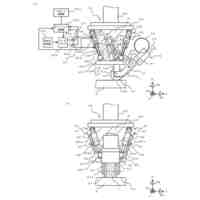
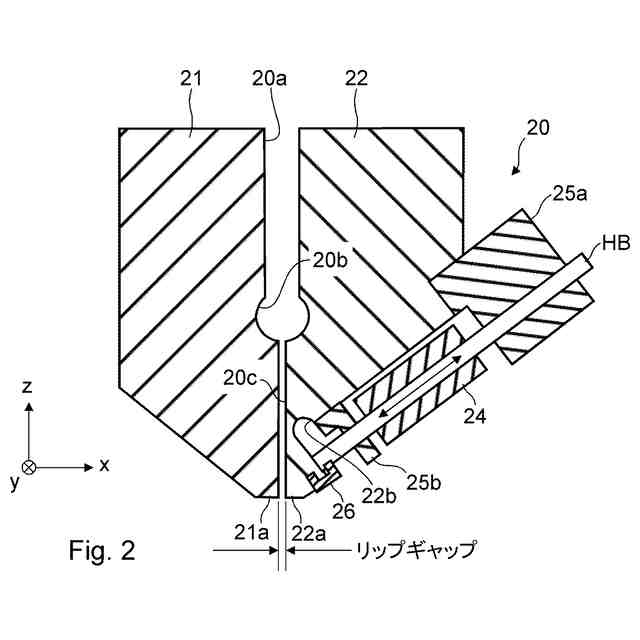
Tダイ20の断面図である。
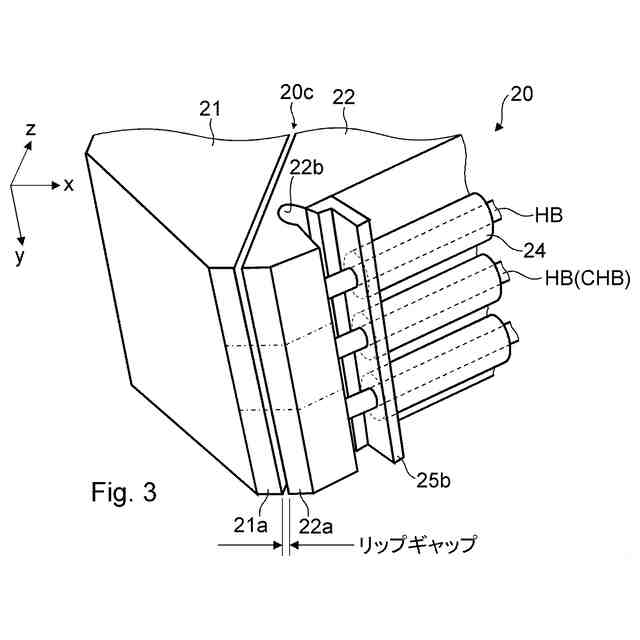
Tダイ20の下側(リップ側)の部分斜視図である。
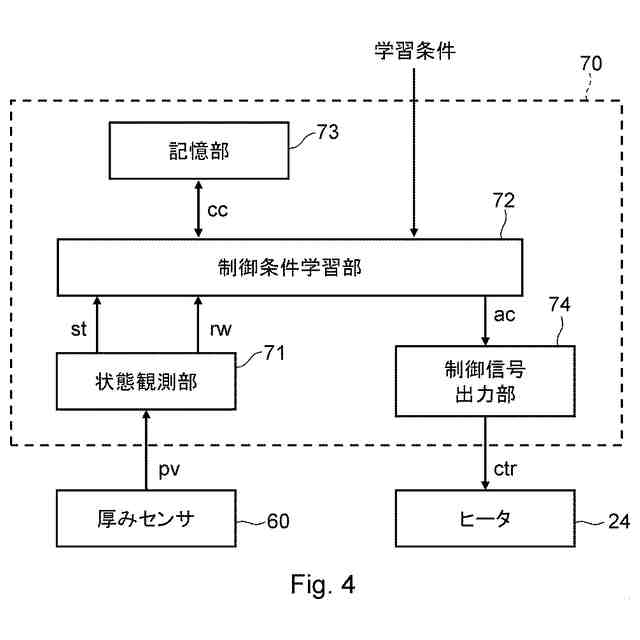
第1の実施形態に係る制御部70の構成を示すブロック図である。
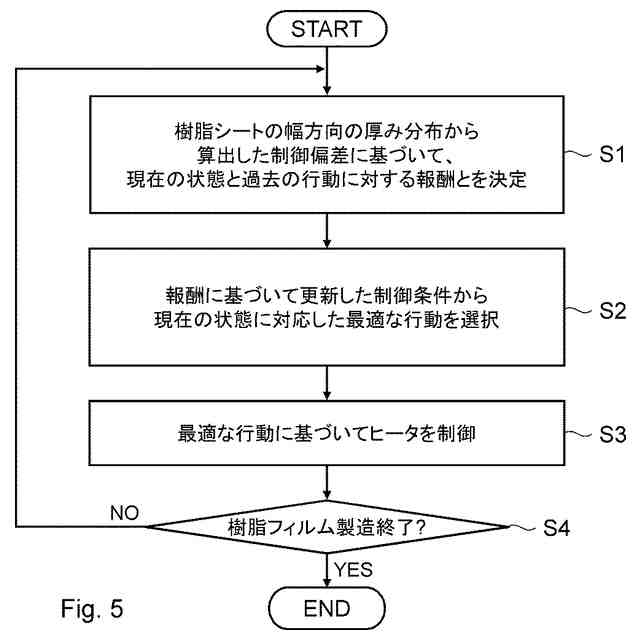
第1の実施形態に係る樹脂フィルム製造装置の制御方法を示すフローチャートである。
比較例に係る樹脂フィルムの厚み分布における各ヒートボルトの割当範囲の決定方法を示す模式的なフローチャートである。
第1の実施形態に係る樹脂フィルムの厚み分布における各ヒートボルトの割当範囲の決定方法を示すフローチャートである。
図7に示すステップS13を説明するための概念図である。
第1の実施形態に係る樹脂フィルム製造装置が奏する効果を模式的に示すグラフである。
第2の実施形態に係る制御部70の構成を示すブロック図である。
【発明を実施するための形態】
【0010】
以下、具体的な実施形態について、図面を参照しながら詳細に説明する。但し、以下の実施形態に限定される訳ではない。また、説明を明確にするため、以下の記載及び図面は、適宜簡略化されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
押出成形装置
6日前
株式会社日本製鋼所
押出成形装置
6日前
東レ株式会社
溶融紡糸設備
3か月前
東レ株式会社
金型の製造方法
7か月前
津田駒工業株式会社
連続成形機
6か月前
輝創株式会社
接合方法
8か月前
東レ株式会社
一体化成形品の製造方法
1か月前
株式会社リコー
シート剥離装置
1か月前
帝人株式会社
成形体の製造方法
2か月前
東レ株式会社
延伸フィルムの製造方法
8か月前
株式会社日本製鋼所
押出成形装置
6日前
株式会社日本製鋼所
押出成形装置
6日前
グンゼ株式会社
印刷層の除去方法
7か月前
六浦工業株式会社
接着装置
8か月前
トヨタ自動車株式会社
真空成形装置
4か月前
株式会社城北精工所
押出成形用ダイ
6か月前
トヨタ自動車株式会社
真空成形方法
3か月前
大塚テクノ株式会社
樹脂製の構造体
6か月前
株式会社リコー
シート処理システム
27日前
株式会社リコー
シート処理システム
1か月前
KTX株式会社
シェル型の作製方法
2か月前
小林工業株式会社
振動溶着機
3か月前
ヒロホー株式会社
搬送容器の製造方法
2か月前
東レエンジニアリング株式会社
立体造形方法
5か月前
NISSHA株式会社
加飾成形品の製造方法
4か月前
株式会社スリーエス
光造形装置
4か月前
株式会社日本製鋼所
射出成形機
2か月前
東レ株式会社
二軸配向ポリエステルフィルム
2か月前
株式会社イクスフロー
成形装置
5か月前
東ソー株式会社
高純度薬品用容器の製造方法
2か月前
KTX株式会社
通気性電鋳殻の製造方法
1か月前
株式会社リコー
ラミネート処理システム
1か月前
トヨタ自動車株式会社
炭素繊維回収方法
4か月前
KTX株式会社
通気性電鋳殻の製造方法
1か月前
東レエンジニアリング株式会社
テープ貼付装置
5か月前
東レエンジニアリング株式会社
テープ貼付装置
24日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ