TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024103166
公報種別
公開特許公報(A)
公開日
2024-08-01
出願番号
2023007352
出願日
2023-01-20
発明の名称
ワイヤーハーネス製造装置及びワイヤーハーネス製造方法
出願人
矢崎総業株式会社
代理人
個人
,
個人
,
個人
主分類
H01B
13/012 20060101AFI20240725BHJP(基本的電気素子)
要約
【課題】ワイヤーハーネスの製造に関する一連作業を自動で行う。
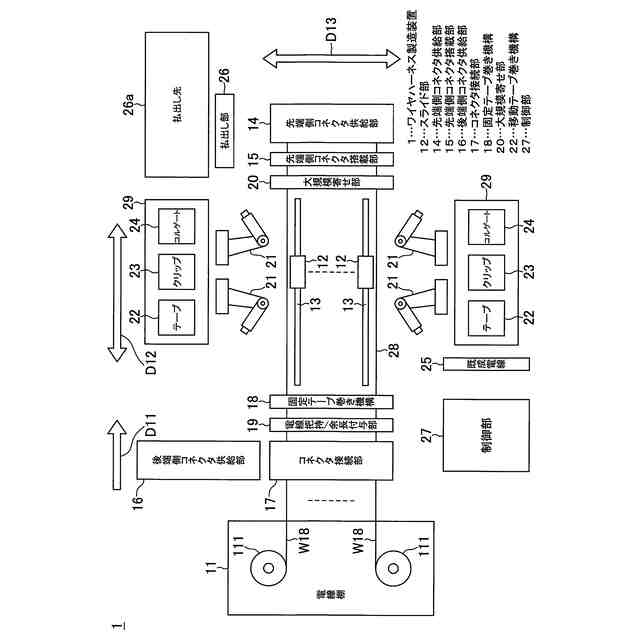
【解決手段】ワイヤーハーネス製造装置1は、複数のスライド部12と、電線W18をスライド部12に搭載された先端側コネクタに接続するコネクタ接続部17の先端側コネクタ接続部と、引き出された電線W18を選択的に寄せて分岐形状を形成する、移動テープ巻き機構22の小規模寄せ部及び大規模寄せ部20(電線寄せ部)と、寄せられた電線W18のテープ巻きを行なって分岐形状を確定する移動テープ巻き機構22(テープ巻き部)と、各々が後端側コネクタを搭載するように複数設けられて直交方向D13に移動することで、電線W18を各後端側コネクタに振り分ける後端側コネクタ供給部16の後端側コネクタ移動部と、電線W18を切断するとともに後端側コネクタに接続するコネクタ接続部17の後端側コネクタ接続部と、を備えたことを特徴とする。
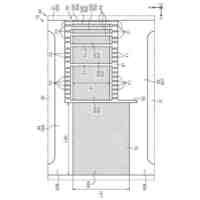
【選択図】図2
特許請求の範囲
【請求項1】
先端側コネクタを搭載可能で、第1端側と第2端側との間で互いに平行に直線移動するように複数設けられたスライド部と、
各前記スライド部に振り分けて供給され、前記第1端側から前記第2端側に引出し可能な電線を、振り分け対象である前記スライド部に搭載された前記先端側コネクタに接続する、前記第1端側に設けられた先端側コネクタ接続部と、
異なる前記スライド部の移動によって引出された前記電線を選択的に寄せて分岐形状を形成する電線寄せ部と、
寄せられた前記電線のテープ巻きを行なって前記分岐形状を確定するテープ巻き部と、
各々が後端側コネクタを搭載するように複数設けられ、各々が前記第1端側で前記スライド部の移動方向に対する直交方向に移動することで、前記スライド部の移動によって引出された前記電線を各前記後端側コネクタに振り分ける後端側コネクタ移動部と、
各前記後端側コネクタに振り分けられた前記電線を切断するとともに前記後端側コネクタに接続する、前記第1端側に設けられた後端側コネクタ接続部と、
を備えたことを特徴とするワイヤーハーネス製造装置。
続きを表示(約 1,700 文字)
【請求項2】
前記スライド部は、前記先端側コネクタを保持する保持部と前記保持部を搭載するスライド本体部とを備え、
前記保持部が、前記スライド部の移動方向に沿ったツイスト軸を中心に回転することで前記電線をツイストするものであることを特徴とする請求項1に記載のワイヤーハーネス製造装置。
【請求項3】
前記スライド部は、前記先端側コネクタを保持する保持部と当該保持部を搭載するスライド本体部とを備え、
前記保持部は、前記スライド本体部に対して、前記スライド部の移動方向と直交する回転軸を中心に回転可能となるように取り付けられており、前記電線寄せ部によって前記先端側コネクタに繋がる前記電線が寄せられる際には、寄せられた当該電線が向かう方へと前記先端側コネクタを向けるように回転することを特徴とする請求項1に記載のワイヤーハーネス製造装置。
【請求項4】
前記後端側コネクタ移動部は、前記後端側コネクタ接続部において一の前記先端側コネクタに接続された電線について前記後端側コネクタとの接続及び切断とが終了した後、当該後端側コネクタに、隣の他の前記先端側コネクタへと延びる隣の電線を更に接続する必要がある場合には、当該後端側コネクタを、前記隣の電線との接続が可能な隣の後端側接続位置へと移動させ、
前記後端側コネクタ接続部は、前記隣の電線を前記隣の後端側接続位置の前記後端側コネクタに接続して切断することを特徴とする請求項1に記載のワイヤーハーネス製造装置。
【請求項5】
前記電線寄せ部が、対象となる前記電線の電線量が所定量を超える場合に当該電線量の前記電線を寄せる大規模寄せ部、及び、前記電線量が前記所定量以下の場合に当該電線量の前記電線を寄せる小規模寄せ部、を備えていることを特徴とする請求項1に記載のワイヤーハーネス製造装置。
【請求項6】
両端がコネクタに接続された既成電線を、前記スライド部の移動によって引出された前記電線と平行に配置する既成電線配置部を更に備えたことを特徴とする請求項1に記載のワイヤーハーネス製造装置。
【請求項7】
前記スライド部の移動によって引出された前記電線のうちの少なくとも一部の電線について、当該電線における前記移動方向の中途部分を把持するとともに、前記移動方向と直交する軸を中心に捻ることで更に余長分を引き出す余長引出し部を更に備えたことを特徴とする請求項1に記載のワイヤーハーネス製造装置。
【請求項8】
前記テープ巻き部が、前記余長引出し部による前記余長分の引出しに先立ち、余長引出し対象の前記電線に対して、前記中途部分よりも前記先端側コネクタ側をテープ巻きによって仮止めすることを特徴とする請求7に記載のワイヤーハーネス製造装置。
【請求項9】
前記先端側コネクタ及び前記後端側コネクタが接続され、前記テープ巻きが行なわれた前記電線を完成したワイヤーハーネスとして保持するとともに、前記先端側コネクタ及び前記後端側コネクタを前記スライド部及び前記後端側コネクタ移動部から一括して取り外し、前記ワイヤーハーネスを所定の払出し先へと移動させる払出し部を更に備えたことを特徴とする請求項1に記載のワイヤーハーネス製造装置。
【請求項10】
引出し可能な電線を、複数設けられた先端側コネクタに振り分けて接続する先行接続工程と、
前記先端側コネクタを互いに平行に直線移動させて前記電線を引き出す電線引出し工程と、
引出された前記電線同士を選択的に寄せて分岐形状を形成するとともに、テープ巻きによって当該分岐形状を確定するテープ巻き工程と、
引出された前記電線を複数設けられた後端側コネクタそれぞれに振り分け、各前記後端側コネクタに振り分けられた前記電線を切断するとともに前記後端側コネクタに接続する後行接続工程と、
を備えたことを特徴とするワイヤーハーネス製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、分岐形状のワイヤーハーネスを製造するためのワイヤーハーネス製造装置及びワイヤーハーネス製造方法に関するものとなっている。
続きを表示(約 4,000 文字)
【背景技術】
【0002】
従来、分岐形状のワイヤーハーネスを製造するための製造装置として、平板状の布線板に、ワイヤーハーネスを保持する複数の保持部材を、分岐形状に応じた配置で設置した装置が用いられている(例えば、特許文献1参照。)。このような製造装置では、布線板上に分岐形状をなすように電線を配策し、その後に、各所にテープ巻きを施して分岐形状を確定するといった一連の作業を経てワイヤーハーネスが製造される。
【先行技術文献】
【特許文献】
【0003】
特開2018-606043号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、上述の製造装置を用いた作業の多くは作業者の手作業によって行われる。特に、分岐形状の形成からテープ巻きによる形状確定に至る作業は、多くの場合、熟練の作業者が経験に基づいて行っている。他方、ワイヤーハーネスの製造に関し、人手を介さずに自動で製造作業を行う装置の開発も進められてはいる。しかしながら、熟練の作業者による分岐形状の形成から確定に至る作業については自動化が困難であり、これらの作業を含めて、ワイヤーハーネスの製造に関する一連作業を自動で行うことができる装置が求められている。
【0005】
従って、本発明は、上記のような問題に着目し、ワイヤーハーネスの製造に関する一連作業を自動で行うことができるワイヤーハーネス製造装置及びワイヤーハーネス製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、ワイヤーハーネス製造装置は、先端側コネクタを搭載可能で、第1端側と第2端側との間で互いに平行に直線移動するように複数設けられたスライド部と、各前記スライド部に振り分けて供給され、前記第1端側から前記第2端側に引出し可能な電線を、振り分け対象である前記スライド部に搭載された前記先端側コネクタに接続する、前記第1端側に設けられた先端側コネクタ接続部と、異なる前記スライド部の移動によって引出された前記電線を選択的に寄せて分岐形状を形成する電線寄せ部と、寄せられた前記電線のテープ巻きを行なって前記分岐形状を確定するテープ巻き部と、各々が後端側コネクタを搭載するように複数設けられ、各々が前記第1端側で前記スライド部の移動方向に対する直交方向に移動することで、前記スライド部の移動によって引出された前記電線を各前記後端側コネクタに振り分ける後端側コネクタ移動部と、各前記後端側コネクタに振り分けられた前記電線を切断するとともに前記後端側コネクタに接続する、前記第1端側に設けられた後端側コネクタ接続部と、を備えたことを特徴とする。
【0007】
また、上記課題を解決するために、ワイヤーハーネス製造方法は、引出し可能な電線を、複数設けられた先端側コネクタに振り分けて接続する先行接続工程と、前記先端側コネクタを互いに平行に直線移動させて前記電線を引き出す電線引出し工程と、引出された前記電線同士を選択的に寄せて分岐形状を形成するとともに、テープ巻きによって当該分岐形状を確定するテープ巻き工程と、引出された前記電線を複数設けられた後端側コネクタそれぞれに振り分け、各前記後端側コネクタに振り分けられた前記電線を切断するとともに前記後端側コネクタに接続する後行接続工程と、を備えたことを特徴とする。
【発明の効果】
【0008】
上述のワイヤーハーネス製造装置及びワイヤーハーネス製造方法によれば、ワイヤーハーネスの製造に関する一連作業を自動で行うことができる。
【図面の簡単な説明】
【0009】
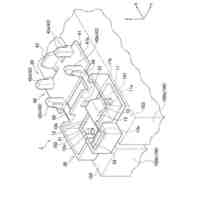
一実施形態に係るワイヤーハーネス製造装置を示す外観斜視図である。
図1に示されているワイヤーハーネス製造装置を模式的なブロックで示すブロック図である。
図1及び図2に示されているワイヤーハーネス製造装置によって製造されるワイヤーハーネスの一例を示す模式図である。
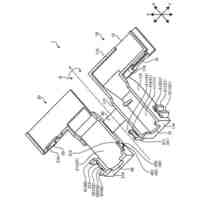
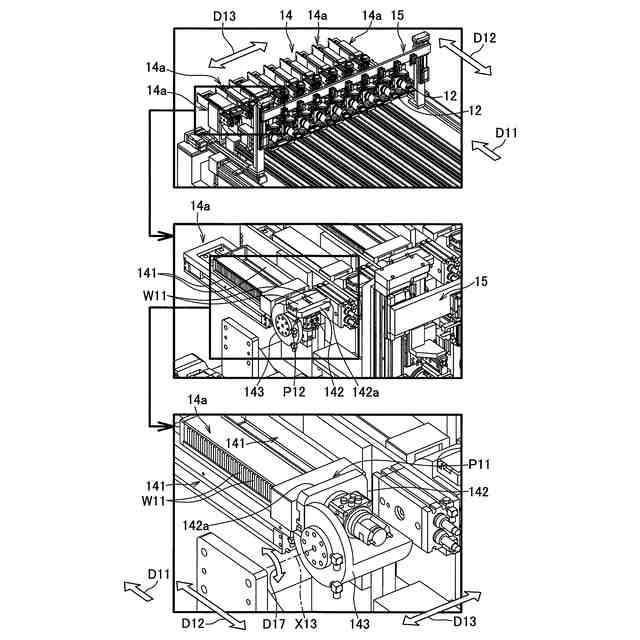
図1及び図2に示されているスライド部及びレールを示す斜視図である。
図4に示されているスライド部の一つを拡大して示す斜視図である。
図1及び図2に示されている先端側コネクタ供給部を、当該先端側コネクタ供給部によって先端側コネクタ搭載部へと先端側コネクタが供給される様子とともに示す斜視図である。
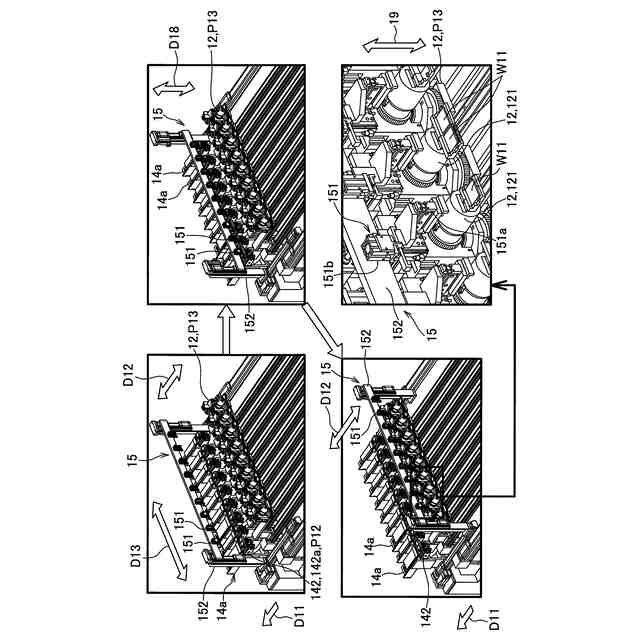
図1及び図2に示されている先端側コネクタ搭載部を、当該先端側コネクタ搭載部によってスライド部へと先端側コネクタが搭載される様子とともに示す斜視図である。
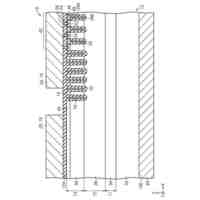
図1及び図2に示されているコネクタ接続部において先端側コネクタに電線を接続する部分を、電線接続の流れとともに示す図である。
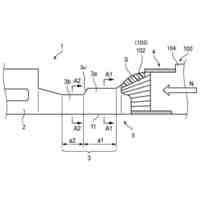
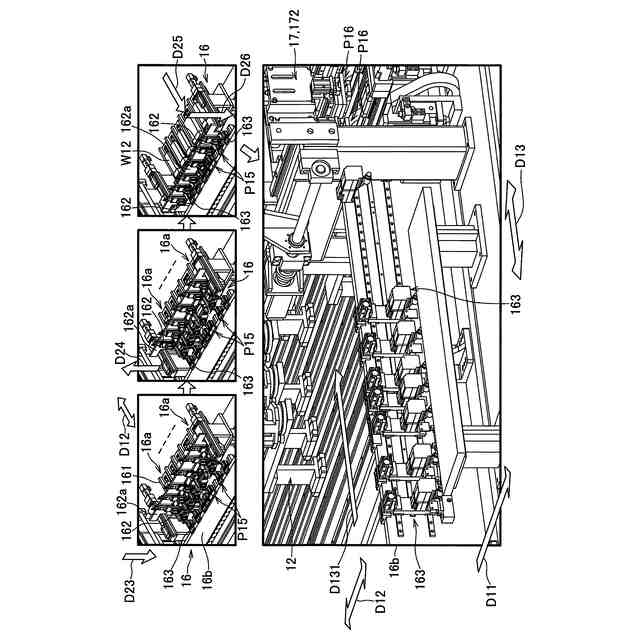
図1及び図2に示されている後端側コネクタ供給部を、コネクタ供給の流れとともに示す図である。
図1及び図2に示されているコネクタ接続部において後端側コネクタに電線を接続する部分を、電線接続の流れにおける初期動作とともに示す図である。
コネクタ接続部において、図10に示されている初期動作に続いて行われる電線の接続動作を示す図である。
図1及び図2に示されている固定テープ巻き機構を示す斜視図である。
図12に示されている固定テープ巻き機構が備える引出し中テープ巻き部を、図12中の矢印V11方向から見た平面図である。
図1及び図2に示されている電線把持/余長付与部を示す斜視図である。
図14に示されている余長引出しに対応した電線把持機構によって電線の余長分が引き出される様子を示す斜視図である。
図15に示されている電線把持機構によって電線の余長分が引き出される様子を示す模式的な平面図である。
図16に示されている電線把持機構の変形例を、図16と同様の模式的な平面図で示した図である。
図1及び図2に示されている大規模寄せ部を示す斜視図である。
図18に示されている大規模寄せ部が電線を寄せる様子を示す斜視図である。
図1及び図2に示されている移動テープ巻き機構をロボットアームとともに示す斜視図である。
図20に示されている移動テープ巻き機構を単品で示した斜視図である。
図1及び図2に示されているクリップ取付け部をロボットアームとともに示す斜視図である。
図1及び図2に示されている外装材取付け部をロボットアームとともに示す斜視図である。
図1及び図2に示されている既成電線配置部をロボットアームとともに示す斜視図である。
図24に示されている既成電線配置部を単品で示した斜視図である。
図1及び図2に示されている払出し部をロボットアームとともに示す斜視図である。
図26に示されている払出し部を単品で示した斜視図である。
図1及び図2に示されているワイヤーハーネス製造装置で図3に示されているワイヤーハーネスを製造するワイヤーハーネス製造方法のステップS11~S14を示す模式図である。
図1及び図2に示されているワイヤーハーネス製造装置で図3に示されているワイヤーハーネスを製造するワイヤーハーネス製造方法のステップS15~S18を示す模式図である。
図1及び図2に示されているワイヤーハーネス製造装置で図3に示されているワイヤーハーネスを製造するワイヤーハーネス製造方法のステップS19~S22を示す模式図である。
図1及び図2に示されているワイヤーハーネス製造装置で図3に示されているワイヤーハーネスを製造するワイヤーハーネス製造方法のステップS23~S25を示す模式図である。
図1及び図2に示されているワイヤーハーネス製造装置で図3に示されているワイヤーハーネスを製造するワイヤーハーネス製造方法のステップS26~S29を示す模式図である。
、図1及び図2に示されているワイヤーハーネス製造装置で図3に示されているワイヤーハーネスを製造するワイヤーハーネス製造方法のステップS30~S33を示す模式図である。
図1及び図2に示されているワイヤーハーネス製造装置で図3に示されているワイヤーハーネスを製造するワイヤーハーネス製造方法のステップS34~S37を示す模式図である。
図1及び図2に示されているワイヤーハーネス製造装置で図3に示されているワイヤーハーネスを製造するワイヤーハーネス製造方法のステップS38~S40を示す模式図である。
図28~図35に示されているワイヤーハーネス製造方法の実行中、制御部の制御の下で行われる電線の張力制御方法のステップS51及びステップS52を示す模式図である。
図28~図35に示されているワイヤーハーネス製造方法の実行中、制御部の制御の下で行われる電線の張力制御方法のステップS53~ステップS55を示す模式図である。
図28~図35に示されているワイヤーハーネス製造方法の実行中、制御部の制御の下で行われる電線の張力制御方法のステップS56及びステップS57を示す模式図である。
【発明を実施するための形態】
【0010】
以下、ワイヤーハーネス製造装置、ワイヤーハーネス製造方法、ワイヤーハーネス、張力制御装置、及び張力制御方法の一実施形態について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
矢崎総業株式会社
グロメット
4日前
矢崎総業株式会社
グロメット
4日前
矢崎総業株式会社
グロメット
4日前
矢崎総業株式会社
グロメット
6日前
矢崎総業株式会社
電気接続箱
11日前
矢崎総業株式会社
車両用回路体
4日前
矢崎総業株式会社
データ処理装置
6日前
矢崎総業株式会社
信号送受信装置
6日前
矢崎総業株式会社
バスバーモジュール
4日前
矢崎総業株式会社
ヒュージブルリンクユニット
6日前
矢崎総業株式会社
端子カバー及びカバー付き端子
6日前
矢崎総業株式会社
蓄電池接続装置、及び蓄電システム
5日前
矢崎総業株式会社
アルミニウム電線及びワイヤーハーネス
7日前
矢崎総業株式会社
圧着端子の止水構造及び圧着端子の止水方法
4日前
矢崎総業株式会社
車両用回路体
6日前
東レ株式会社
多孔性フィルム
15日前
日新イオン機器株式会社
プラズマ源
13日前
太陽誘電株式会社
全固体電池
12日前
株式会社村田製作所
磁性部品
4日前
ローム株式会社
電子部品
13日前
株式会社ユーシン
スイッチ装置
12日前
古河電池株式会社
非水電解質二次電池
4日前
日本特殊陶業株式会社
保持装置
13日前
住友化学株式会社
積層基板
4日前
甲神電機株式会社
変流器及び零相変流器
15日前
甲神電機株式会社
変流器及び零相変流器
15日前
三洲電線株式会社
撚線導体
7日前
住友化学株式会社
積層基板
4日前
東レエンジニアリング株式会社
実装装置
12日前
ローム株式会社
半導体装置
15日前
川崎重工業株式会社
ロボット
11日前
芝浦メカトロニクス株式会社
基板処理装置
7日前
株式会社カネカ
固体撮像装置
12日前
三菱電機株式会社
半導体装置
7日前
株式会社カネカ
固体撮像装置
12日前
エリーパワー株式会社
蓄電池
7日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ