TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024100458
公報種別
公開特許公報(A)
公開日
2024-07-26
出願番号
2023004473
出願日
2023-01-16
発明の名称
射出ハンドガン
出願人
本田技研工業株式会社
代理人
弁理士法人クシブチ国際特許事務所
主分類
B28B
1/32 20060101AFI20240719BHJP(セメント,粘土,または石材の加工)
要約
【課題】粘土の射出に好適で作業性の良い射出ハンドガンを提供する。
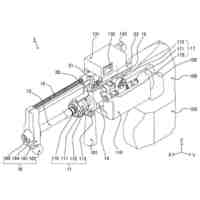
【解決手段】射出ハンドガン(3)は、前後方向に延びて粘土(2)が挿入される熱伝導体の筒部(21)と、前記筒部(21)の前側に設けられ前記筒部(21)の内部の粘土(2)を射出する射出部(24)と、前記筒部(21)の外周側であって且つ前記筒部(21)の前記射出部(24)側に設けられたヒーター(31)と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
前後方向に延びて粘土(2)が挿入される熱伝導体の筒部(21)と、
前記筒部(21)の前側に設けられ前記筒部(21)の内部の粘土(2)を射出する射出部(24)と、
前記筒部(21)の外周側であって且つ前記筒部(21)の前記射出部(24)側に設けられたヒーター(31)と、を備える
射出ハンドガン。
続きを表示(約 860 文字)
【請求項2】
前記筒部(21)と前記ヒーター(31)との間に配置された温度センサー(32)を備える
請求項1に記載の射出ハンドガン。
【請求項3】
前記筒部(21)は、本体部(22)と、前記本体部(22)の前端に設けられ前記本体部(22)よりも細径になる細径部(23)と、を備え、
前記温度センサー(32)は、前記筒部(21)の前記本体部(22)側に配置される
請求項2に記載の射出ハンドガン。
【請求項4】
前記本体部(22)は、熱伝導率が150W/(m・K)以上の材料で形成されている
請求項3に記載の射出ハンドガン。
【請求項5】
前記本体部(22)は、アルミニウム、アルミニウム合金、および、窒化アルミニウムのいずれかの材料で形成されている
請求項3に記載の射出ハンドガン。
【請求項6】
前記射出部(24)は、熱伝導体からなる
請求項1から5のいずれかに記載の射出ハンドガン。
【請求項7】
前記ヒーター(31)を制御する制御部(4)とは別体である
請求項1から5のいずれかに記載の射出ハンドガン。
【請求項8】
前記筒部(21)に挿入された前記粘土(2)を押すピストン(42)と、
前記ピストン(42)を操作する握り部(46b、47)と、を備える
請求項1から5のいずれかに記載の射出ハンドガン。
【請求項9】
前記筒部(21)は後部に粘土を挿入可能な開口(22c)を有し、
前記開口(22c)を開閉可能に閉塞する閉塞部材(44)を備える
請求項1から5のいずれかに記載の射出ハンドガン。
【請求項10】
前記握り部(46b、47)の前後長(L2)よりも、前記筒部(21)の前後長(L1)が長い
請求項8に記載の射出ハンドガン。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出ハンドガンに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、収容物を温めて射出する射出装置に関する技術が知られている(例えば、特許文献1参照)。特許文献1には、樹脂材料チップを加熱ヒーターで溶かして射出する射出成型機が開示されている。特許文献1では、内部流路内に面して溶融樹脂材料の温度を検出する温度センサーに基づいて、加熱ヒーターの温度制御をしながら、固定型と可動型との間のキャビティに溶融された樹脂を射出している。
【先行技術文献】
【特許文献】
【0003】
特開2006-175828号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、射出装置としては、粘土を射出する小型の射出ハンドガンに対する需要がある。しかしながら、特許文献1に記載の技術は、合成樹脂材料を射出する技術であるため、単純に粘土の射出装置に適用することはできない。また、特許文献1に記載の技術は、工場の設備機器に関する技術であるため、大規模な作業設備が必要となり小型化し難いという課題もある。
本発明は、上述した事情に鑑みてなされたものであり、粘土の射出に好適で作業性の良い射出ハンドガンを提供することを目的とする。
【課題を解決するための手段】
【0005】
射出ハンドガンは、前後方向に延びて粘土が挿入される熱伝導体の筒部と、前記筒部の前側に設けられ前記筒部の内部の粘土を射出する射出部と、前記筒部の外周側であって且つ前記筒部の前記射出部側に設けられたヒーターと、を備える。
【発明の効果】
【0006】
粘土の射出に好適で作業性の良い射出ハンドガンを提供することができる。
【図面の簡単な説明】
【0007】
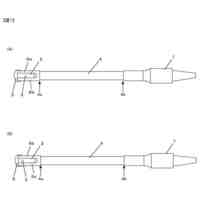
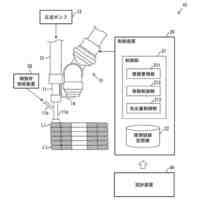
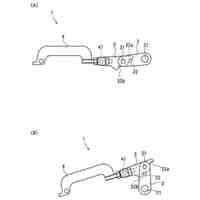
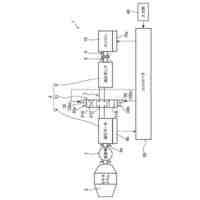
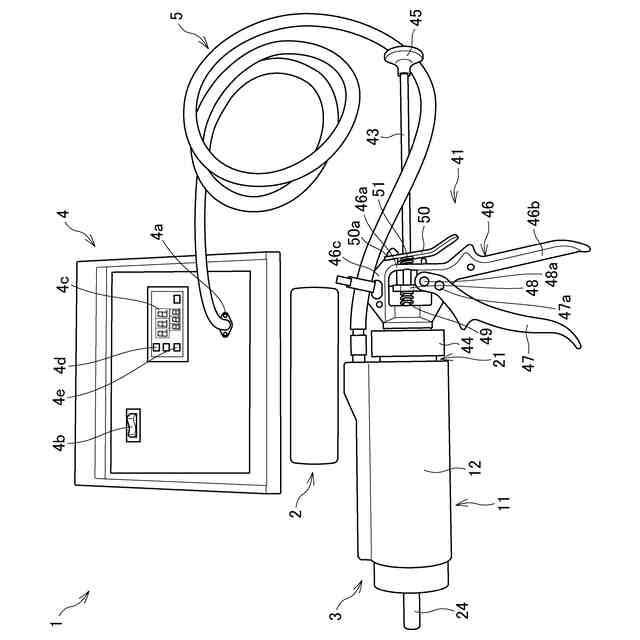
実施の形態に係る粘土射出装置の全体構成を示す図である。
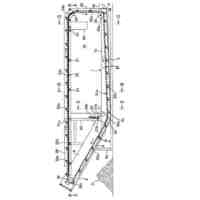
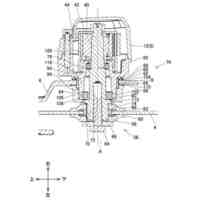
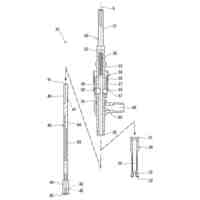
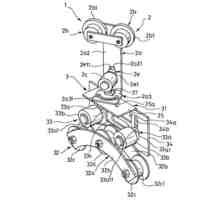
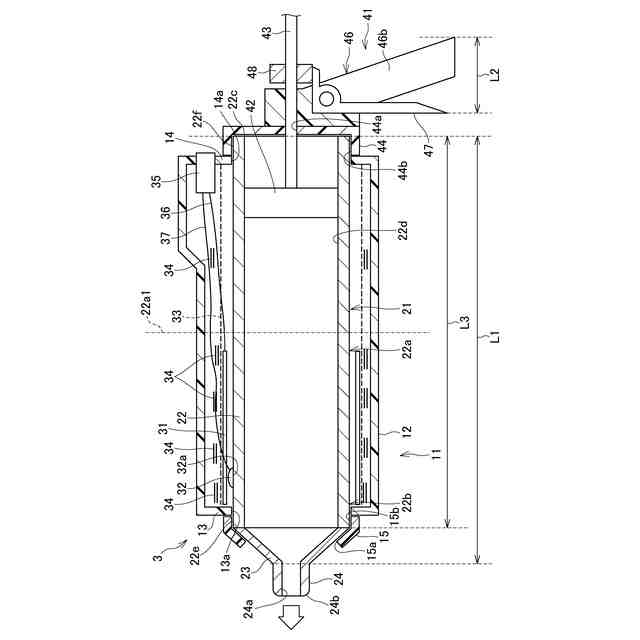
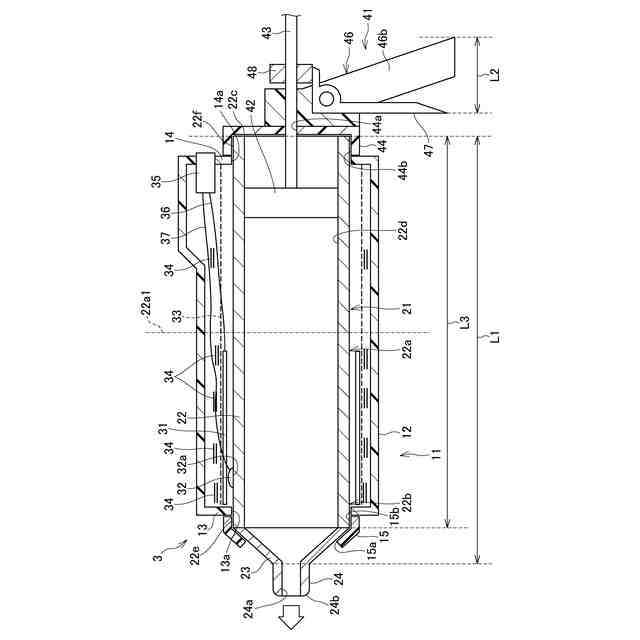
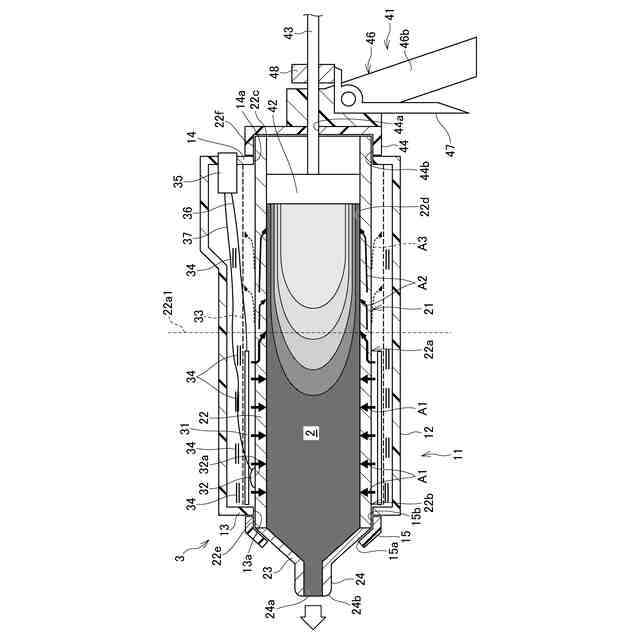
射出ハンドガンの前後方向に沿った縦断面を模式的に示す図である。
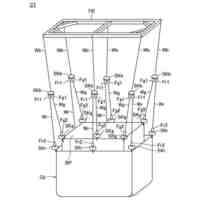
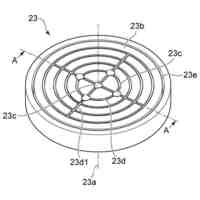
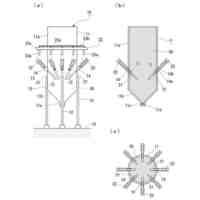
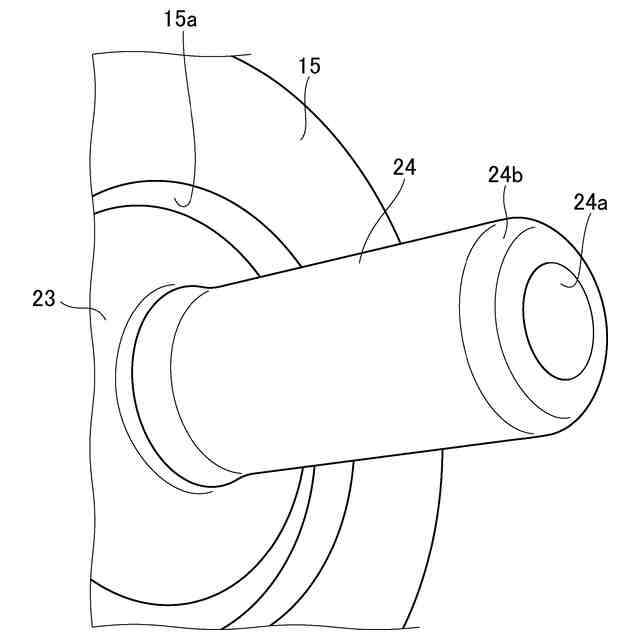
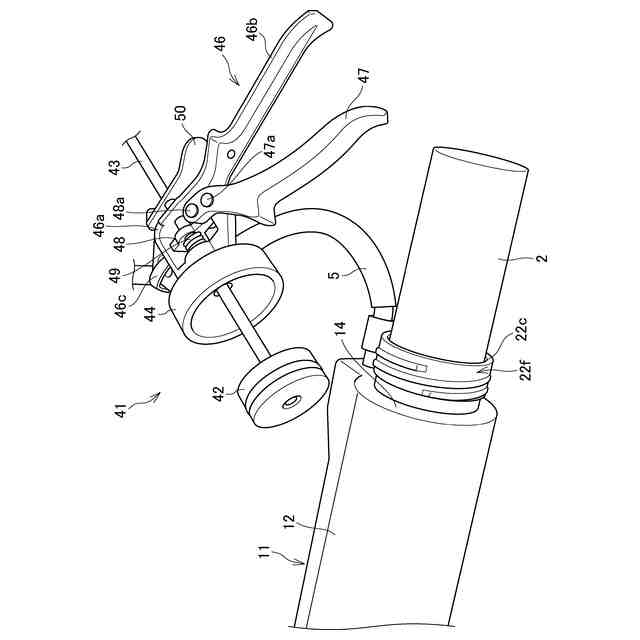
射出部の斜視図である。
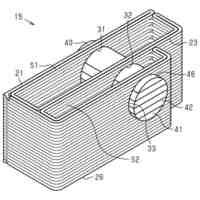
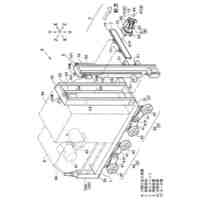
収容筒部からピストン機構が取り外された状態を示す斜視図である。
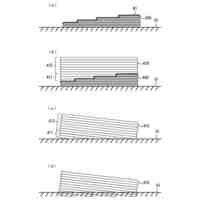
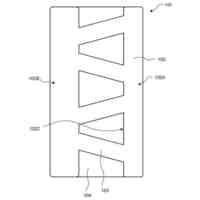
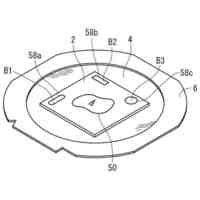
ヒーターで加熱した場合の収容筒部内の粘土の温度分布を示す図である。
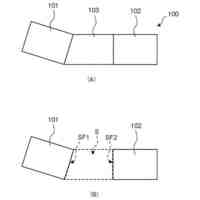
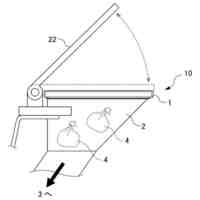
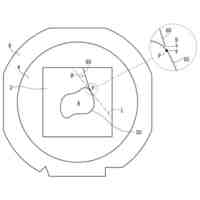
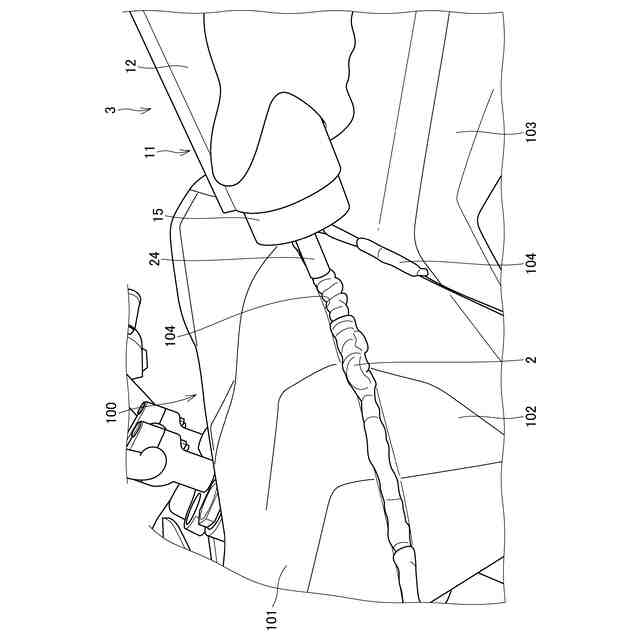
粘土射出装置を用いた作業例の一例を示す図である。
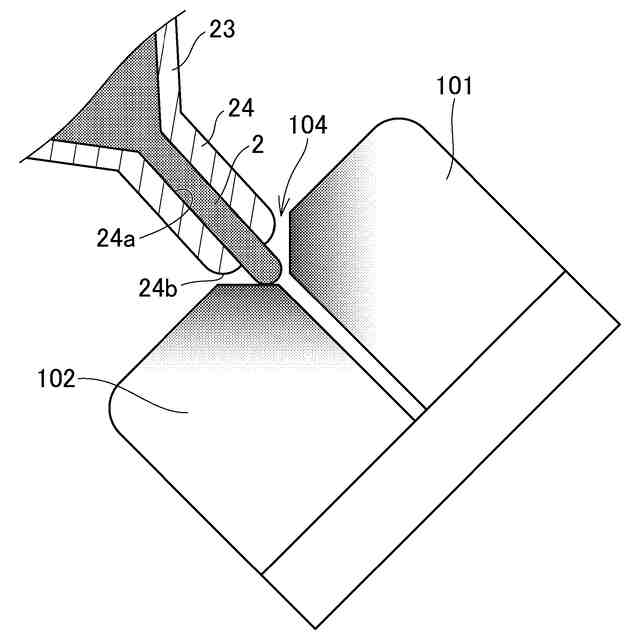
射出部とモデル分割部との作用説明図である。
【発明を実施するための形態】
【0008】
以下、図面を参照して本発明の実施の形態について説明する。
【0009】
[実施の形態]
図1は、実施の形態に係る粘土射出装置1の全体構成を示す図である。
粘土射出装置1は、粘土2を射出する射出ハンドガン3と、射出ハンドガン3の温度制御をするコントロールユニット4と、射出ハンドガン3とコントロールユニット4とを電気的に接続するコネクティングケーブル5と、を備える。粘土射出装置1は、例えば、モックアップを制作する場合に使用される。粘土射出装置1では、射出ハンドガン3に予め粘土2が挿入される。粘土2は、いわゆる、インダストリアルクレイである。すなわち、粘土2は、常温では固形であるが、加熱されることにより流動性を有し、冷えて常温に戻ると固まる性質を有する。粘土射出装置1では、この粘土2を、射出ハンドガン3においてコントロールユニット4の制御により加熱し、柔らかくなった粘土2を射出可能とする。
【0010】
図2は、射出ハンドガン3の前後方向に沿った縦断面を模式的に示す図である。なお、以下の説明では、射出ハンドガン3について前後、上下、左右を用いる場合には、図2に示す射出ハンドガン3を基準にして用いる。具体的には、射出ハンドガン3について前後、上下とは、図2中の左右、上下が対応する。また、射出ハンドガン3について左右とは、図2の図面に直交する方向が対応する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
杭切断装置
6か月前
峰岸株式会社
ドリルビット
2か月前
株式会社丸高工業
湿式穿孔工具
2か月前
株式会社大林組
形成方法
4か月前
株式会社大林組
形成方法
8か月前
ジャパンライフ株式会社
段差形成治具
5か月前
株式会社大林組
構造物形成方法
7か月前
太平洋マテリアル株式会社
モルタル調製方法
7か月前
株式会社大林組
形成方法及び形成装置
2か月前
株式会社コンセック
ワイヤーソー装置
4か月前
株式会社エアテックジャパン
粗面加工工具
6か月前
モリ技巧株式会社
コンクリートスラリー処理装置
4か月前
株式会社奥村組
積層コンクリート集合体の養生方法
4日前
第一セラモ株式会社
セッター及び焼結体の製造方法
6か月前
株式会社マキタ
作業機
4か月前
芝浦メカトロニクス株式会社
基板分離装置
8日前
シンクス株式会社
室内ボード面の穴開け加工装置
5か月前
株式会社Polyuse
造形物の製造方法
2か月前
株式会社熊谷組
コンクリート材料の冷却方法とその装置
7か月前
株式会社ミヤナガ
拡径部削成装置
7か月前
株式会社Polyuse
構造物の製造方法
3か月前
鶴田製作株式会社
コンクリート型枠のクランプ機構
8か月前
株式会社Polyuse
ホースホルダおよび3Dプリンタ
8か月前
大和ハウス工業株式会社
面材の製造型および面材の製造方法
9か月前
鹿島建設株式会社
フレッシュコンクリートの製造方法
2日前
株式会社エンプラス
流体取扱装置
4か月前
カヤバ株式会社
ミキサドラム制御装置
4か月前
株式会社ディスコ
板状物の加工方法
6か月前
三井住友建設株式会社
繊維篩い出し装置
8か月前
株式会社ディスコ
板状物の加工方法
6か月前
日本碍子株式会社
分類方法
6か月前
カヤバ株式会社
ミキサドラムの制御装置
23日前
三井金属鉱業株式会社
構造体製造装置及び構造体製造方法
5か月前
株式会社冨士機
生コンクリート製造プラント
4か月前
株式会社鴻池組
コンクリートの切削及び切削物の回収装置
8か月前
TOTO株式会社
衛生陶器製造システム
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ