TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024100322
公報種別
公開特許公報(A)
公開日
2024-07-26
出願番号
2023004236
出願日
2023-01-16
発明の名称
ポリヒドロキシアルカノエート系樹脂フィルムの製造方法
出願人
株式会社カネカ
代理人
弁理士法人有古特許事務所
主分類
B29C
48/88 20190101AFI20240719BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】キャストロール上に溶融樹脂を押出すことによるポリヒドロキシアルカノエート系樹脂フィルムの製造方法であって、フィルムのヘイズ低減と、キャストロールからの剥離性を両立可能な製造方法の提供。
【解決手段】ポリヒドロキシアルカノエート系樹脂を含むフィルム原料を溶融し、キャストロール上に押出して成形する工程を含む、ポリヒドロキシアルカノエート系樹脂フィルムの製造方法。前記キャストロールは、シリコーン系樹脂表面層を有し、前記シリコーン系樹脂表面層の表面粗さRaが0.5μm以下である。
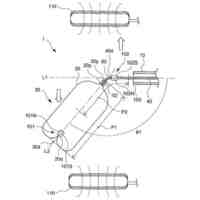
【選択図】図1
特許請求の範囲
【請求項1】
ポリヒドロキシアルカノエート系樹脂を含むフィルム原料を溶融し、キャストロール上に押出して成形する工程、を含む、ポリヒドロキシアルカノエート系樹脂フィルムの製造方法であって、
前記キャストロールは、シリコーン系樹脂表面層を有し、
前記シリコーン系樹脂表面層の表面粗さRaが0.5μm以下である、ポリヒドロキシアルカノエート系樹脂フィルムの製造方法。
続きを表示(約 420 文字)
【請求項2】
前記シリコーン系樹脂表面層は、金属溶射層またはセラミックス溶射層の上に形成されている、請求項1に記載の製造方法。
【請求項3】
前記金属溶射層またはセラミックス溶射層を構成する材料が、炭化タングステン、酸化クロム、及びグレイアルミナからなる群より選択される少なくとも1種である、請求項2に記載の製造方法。
【請求項4】
前記ポリヒドロキシアルカノエート系樹脂が、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)を含む、請求項1~3のいずれか1項に記載の製造方法。
【請求項5】
前記キャストロールの表面温度が、前記フィルム原料の結晶化温度以下である、請求項1~3のいずれか1項に記載の製造方法。
【請求項6】
溶融した前記フィルム原料を、Tダイから前記キャストロール上に押出すことを含む、請求項1~3のいずれか1項に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ポリヒドロキシアルカノエート系樹脂を含む樹脂フィルムの製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
ポリヒドロキシアルカノエート系樹脂の一種であるポリ(3-ヒドロキシブチレート)系樹脂は、海水中で生分解が進行しうる材料として注目されている。
【0003】
このようなポリヒドロキシアルカノエート系樹脂を主成分とする樹脂フィルムの開発が検討されており、例えば、特許文献1では、ポリ(3-ヒドロキシブチレート)系樹脂から構成される樹脂フィルムを、Tダイ押出成形にて製造することが記載されている。
【0004】
Tダイ押出成形では、押出機内で樹脂材料を溶融した後、押出機の出口に接続されたTダイから、フィルム状の溶融樹脂をキャストロール上に押出して、その後、複数のロールによって搬送されることで樹脂フィルムが製造される。
【先行技術文献】
【特許文献】
【0005】
特開2021-123705号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
Tダイ押出成形において、キャストロールは、溶融樹脂を成形しつつ冷却して樹脂の固化を進める機能を有する。
キャストロールの表面粗さが大きい場合、得られるフィルム表面にロールの表面粗さが転写することによって、フィルムの外部ヘイズが増加してしまう。そのため、低ヘイズのフィルムを得るには、表面粗さが低いキャストロールを用いることが望ましい。
そこで、本願発明者は、鋼から構成されるロール本体の表面に硬質クロムめっきを施工し、その表面粗さRaを0.5μm以下に加工したキャストロールを使用してTダイ押出成形を試みた。
【0007】
しかし、ポリヒドロキシアルカノエート系樹脂は結晶化温度が低いため、溶融樹脂を冷却しても固化が進行しにくい。そのため、前述した構成を有するキャストロールに対して溶融樹脂が張り付きやすく、キャストロールから剥離しにくくなるという課題が発生した。
【0008】
本発明は、上記現状に鑑み、キャストロール上に溶融樹脂を押出すことによるポリヒドロキシアルカノエート系樹脂フィルムの製造方法であって、フィルムのヘイズ低減と、キャストロールからの剥離性を両立可能な製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決すべく鋭意検討した結果、キャストロールの最表面にシリコーン系樹脂表面層を形成すると共に、当該樹脂層の表面粗さRaを0.5μm以下に制御することによって、フィルムのヘイズ低減と、キャストロールからの剥離性を両立できることを見出し、本発明を完成するに至った。
【0010】
即ち、本発明は、ポリヒドロキシアルカノエート系樹脂を含むフィルム原料を溶融し、キャストロール上に押出して成形する工程、を含む、ポリヒドロキシアルカノエート系樹脂フィルムの製造方法であって、
前記キャストロールは、シリコーン系樹脂表面層を有し、
前記シリコーン系樹脂表面層の表面粗さRaが0.5μm以下である、ポリヒドロキシアルカノエート系樹脂フィルムの製造方法に関する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社カネカ
電解装置
3日前
株式会社カネカ
水系塗料
7日前
株式会社カネカ
フォーク
8日前
株式会社カネカ
固体撮像装置
8日前
株式会社カネカ
医療デバイス
8日前
株式会社カネカ
医療デバイス
8日前
株式会社カネカ
医療デバイス
8日前
株式会社カネカ
独立システム
8日前
株式会社カネカ
固体撮像装置
8日前
株式会社カネカ
情報処理方法
7日前
株式会社カネカ
液晶ポリエステル
8日前
株式会社カネカ
粉粒体の製造方法
3日前
株式会社カネカ
粉粒体の製造方法
3日前
株式会社カネカ
粉粒体の製造方法
3日前
株式会社カネカ
液晶ポリエステル
8日前
株式会社カネカ
太陽電池モジュール
8日前
株式会社カネカ
太陽電池モジュール
8日前
株式会社カネカ
多液型硬化性組成物
8日前
株式会社カネカ
太陽電池モジュール
3日前
株式会社カネカ
太陽電池モジュール
7日前
株式会社カネカ
基板積層体の製造方法
7日前
株式会社カネカ
軟部組織再生用組成物
7日前
株式会社カネカ
医療用管状体搬送装置
8日前
株式会社カネカ
オルガノイドの製造方法
7日前
株式会社カネカ
検査装置及びプログラム
8日前
株式会社カネカ
モダクリル繊維の製造方法
8日前
株式会社カネカ
ガス拡散電極及び電解装置
1日前
株式会社カネカ
片面金属箔積層板の製造方法
3日前
株式会社カネカ
再生アクリル樹脂の製造方法
3日前
株式会社カネカ
成形体、およびその製造方法
3日前
積水ハウス株式会社
室内空間
8日前
株式会社カネカ
搬送装置作動方法および搬送装置
8日前
株式会社カネカ
搬送装置作動方法および搬送装置
8日前
株式会社カネカ
バクテリオファージ回収用組成物
8日前
株式会社カネカ
硬化性組成物、及びその製造方法
7日前
株式会社カネカ
脂質膜透過性ペプチドの探索方法
7日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ