TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024086319
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022201389
出願日
2022-12-16
発明の名称
シーラントタイヤの製造方法
出願人
住友ゴム工業株式会社
代理人
弁理士法人サンクレスト国際特許事務所
主分類
B29C
73/20 20060101AFI20240620BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】生産性の向上を達成できるシーラントタイヤ2の製造方法の提供。
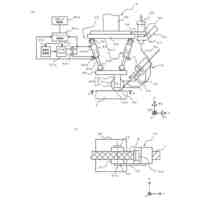
【解決手段】この製造方法は、内周面にシーラント層16を有し、シーラント層16が、ブチル系ゴムを主成分とするゴム成分と、多量の液状ゴムと、架橋剤とを含むシーラント材を用いて形成される、シーラントタイヤの製造方法である。この製造方法は、シーラント材を準備する工程と、押出機36を用いてシーラント材を塗布機56に供給する工程と、塗布機56を用いてタイヤ18の内周面にシーラント材を塗布する工程とを含む。押出機36は、シーラント材の投入口46を有する充填部42と、シーラント材の排出口48を有する移送部44とを備える。充填部42はシーラント材を移送部44に押し込む。移送部44は、充填部42によって押し込まれたシーラント材を移送する。
【選択図】図5
特許請求の範囲
【請求項1】
内周面にシーラント層を有し、前記シーラント層が、ブチル系ゴムを主成分とするゴム成分と、多量の液状ゴムと、架橋剤とを含むシーラント材を用いて形成される、シーラントタイヤの製造方法であって、
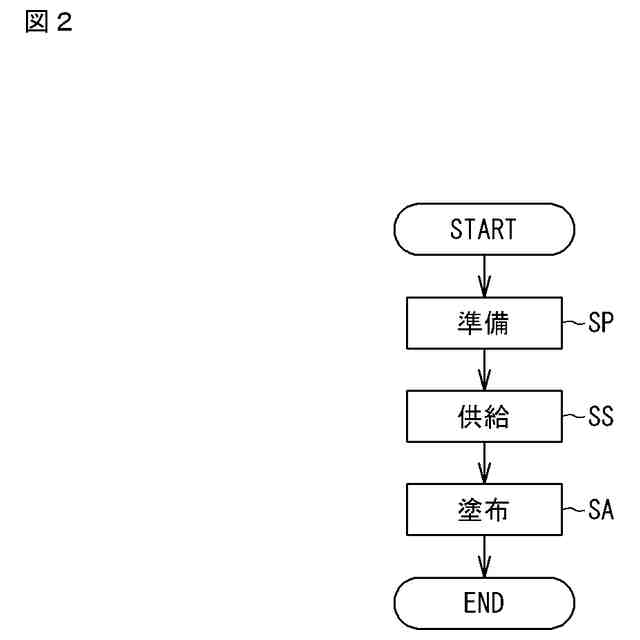
前記シーラント材を準備する工程と、
押出機を用いて前記シーラント材を塗布機に供給する工程と、
前記塗布機を用いてタイヤの内周面に前記シーラント材を塗布する工程と
を含み、
前記押出機が、前記シーラント材の投入口を有する充填部と、前記シーラント材の排出口を有する移送部とを備え、
前記充填部が前記シーラント材を前記移送部に押し込み、
前記移送部が、前記充填部によって押し込まれたシーラント材を移送する、
シーラントタイヤの製造方法。
続きを表示(約 310 文字)
【請求項2】
前記押出機が第一スクリューと第二スクリューとを有し、
前記第一スクリューが、前記充填部に位置するテーパー部と、前記テーパー部に連なり前記移送部に位置するストレート部とを備え、
前記第二スクリューがテーパースクリューであり、前記第二スクリューの全体が前記充填部に位置し、
前記充填部において、前記第二スクリューが前記テーパー部に沿って配置される、
請求項1に記載のシーラントタイヤの製造方法。
【請求項3】
前記充填部に投入されるシーラント材の95℃粘度が15kPa・s以下である、
請求項1又は2に記載のシーラントタイヤの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シーラントタイヤの製造方法に関する。詳細には、本発明は、内周面にシーラント層を有するシーラントタイヤの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
パンク防止機能を備えたタイヤとして、シーラント層を内周面に有するシーラントタイヤがある。
下記特許文献1はシーラントタイヤの製造方法を提案する。この製造方法は、シーラント材をタイヤの内周面に塗布する工程を含む。シーラント材は、ブチル系ゴムを主成分とするゴム成分と液状ゴムとを含む。パンク時に形成される穴をシーラント材が自動的に塞ぐ。シーラントタイヤは自己修復機能を有する。
【先行技術文献】
【特許文献】
【0003】
特開2016-78690号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明者らの鋭意検討によれば以下のような事情が明らかになっている。
シーラント材を得るために、ゴム成分に液状ゴムが混合される。シーラント材は多量の液状ゴムを含む。ゴム成分に液状ゴムを混合する際、ゴム成分がだまになりやすい。ゴム成分に液状ゴムを分散させるのは難しい。
【0005】
一定の充填率を維持することでゴム成分の可塑化を促しつつシェアをかけながらゴム成分に液状ゴムを混合できる観点から、特許文献1は二軸混練押出機を使用する。
【0006】
シーラント材の塗布が終わるとタイヤは、次にシーラント材を塗布するタイヤに、置き換えられる。二軸混練押出機はその設備の性質上シーラント材を製造し続ける。しかしタイヤの置換作業の間、シーラント材をタイヤに塗布することはできない。そのため、この間に製造されたシーラント材は廃棄を余儀なくされる。
【0007】
シーラント材は、ゴム成分及び液状ゴム以外に、カーボンブラックや可塑剤等の薬品を含む。二軸混練押出機はシーラント材を連続して製造する。そのため、薬品の計量を連続して行うことが求められる。薬品の連続計量を行うには、設備の導入が必要である。
シーラント材の廃棄や、設備の導入は、タイヤの製造コストの上昇を招く。
【0008】
これに対してバッチ式混練機を用いてシーラント材を製造すれば、シーラント材の製造と塗布とを切り離した運用が可能となる。バッチ式混練機の採用は、前述の、置換作業におけるシーラント材の廃棄をなくす。バッチ式混練機では、薬品の連続計量も不要である。バッチ式混練機を用いたシーラント材の製造技術を導入すれば、タイヤの製造コストの上昇を抑制でき、生産性の向上を達成できる見込みがある。
【0009】
ところでバッチ式混練機を用いてシーラント材を製造した場合、製造したシーラント材を塗布機に供給するための供給手段が必要である。この供給手段には、シーラント材を滞留させつつ、このシーラント材を安定に供給できることが求められる。
供給手段として、例えばニーダールーダーが挙げられる。しかし、ニーダールーダーでは、チャンバー内のシーラント材の量が少なくなると、シーラント材の供給量が急激に低下する、つまり、シーラント材の供給量がチャンバー内のシーラント材量の影響を受けやすいことが、発明者らの検討で判明している。
バッチ式混練機を用いたシーラントタイヤの製造技術を確立するには、シーラント材を滞留させつつ安定に供給できる供給技術の確立が必要である。
【0010】
本発明は、このような事情に鑑みてなされたものである。本発明の目的は、生産性の向上を達成できるシーラントタイヤの製造方法の提供にある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
17日前
東レ株式会社
金型の製造方法
5か月前
東レ株式会社
シート成形口金
5か月前
津田駒工業株式会社
連続成形機
4か月前
東レ株式会社
積層基材の製造方法
7か月前
世紀株式会社
造形装置
6か月前
輝創株式会社
接合方法
5か月前
帝人株式会社
成形体の製造方法
4日前
東レ株式会社
延伸フィルムの製造方法
5か月前
グンゼ株式会社
印刷層の除去方法
5か月前
株式会社吉野工業所
計量キャップ
6か月前
六浦工業株式会社
接着装置
5か月前
東レ株式会社
リーフディスク型フィルター
6か月前
大塚テクノ株式会社
樹脂製の構造体
3か月前
個人
超高速射出点描画による熱溶解積層法
5か月前
ダイハツ工業株式会社
3Dプリンタ
7か月前
株式会社城北精工所
押出成形用ダイ
3か月前
KTX株式会社
シェル型の作製方法
10日前
株式会社アフィット
粉末焼結積層造形装置
7か月前
小林工業株式会社
振動溶着機
17日前
トヨタ自動車株式会社
真空成形方法
1か月前
トヨタ自動車株式会社
真空成形装置
2か月前
NISSHA株式会社
加飾成形品の製造方法
2か月前
TOWA株式会社
樹脂成形装置
8か月前
株式会社イクスフロー
成形装置
3か月前
UBEマシナリー株式会社
シミュレータ装置
5か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
株式会社日本製鋼所
射出成形機
3日前
東レエンジニアリング株式会社
立体造形装置
6か月前
東レ株式会社
二軸配向ポリエステルフィルム
10日前
株式会社スリーエス
光造形装置
1か月前
ヒロホー株式会社
搬送容器の製造方法
10日前
東レエンジニアリング株式会社
立体造形方法
3か月前
東レエンジニアリング株式会社
テープ貼付装置
5か月前
旭化成株式会社
装置
2か月前
日産自動車株式会社
複合体
6か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ