TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024084590
公報種別
公開特許公報(A)
公開日
2024-06-25
出願番号
2022198937
出願日
2022-12-13
発明の名称
タイヤの製造方法およびタイヤ製造装置
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29B
7/24 20060101AFI20240618BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】タイヤ用ゴム材料の混錬時間を短縮し、かつ、混錬前のタイヤ用ゴム材料を良好に搬送する。
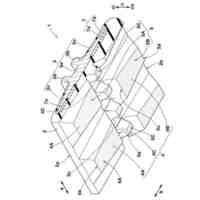
【解決手段】タイヤの製造方法は、ブロック状のタイヤ用ゴム材料10を用意する準備工程と、タイヤ用ゴム材料10の表面に切り込み11を形成するカット工程と、切り込み11が形成されたタイヤ用ゴム材料10を混練する混錬工程と、を含む。
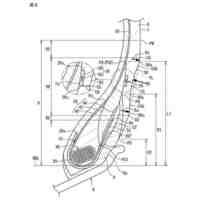
【選択図】図5
特許請求の範囲
【請求項1】
ブロック状のタイヤ用ゴム材料を用意する準備工程と、
前記タイヤ用ゴム材料の表面に切り込みを形成するカット工程と、
前記切り込みが形成されたタイヤ用ゴム材料を混練する混錬工程と、
を含む、タイヤの製造方法。
続きを表示(約 1,900 文字)
【請求項2】
前記カット工程は、前記タイヤ用ゴム材料の混錬量に応じて前記タイヤ用ゴム材料を分割する場合を含み、前記タイヤ用ゴム材料を分割するように切断可能な第1カッターと、切断方向に関して先端部が前記第1カッターよりも後退しているとともに前記第1カッターと同期して動く第2カッターとが使用され、前記タイヤ用ゴム材料を分割する場合、前記第1カッターによって前記タイヤ用ゴム材料を分割するのと同時に、前記第2カッターによって前記切り込みを形成する、
請求項1に記載のタイヤの製造方法。
【請求項3】
前記カット工程は、非切断部分を残すように前記第1カッターで前記タイヤ用ゴム材料を切り、前記第1カッターによっても前記切り込みの一部を形成する場合を含む、
請求項2に記載のタイヤの製造方法。
【請求項4】
前記第1カッターは、前記タイヤ用ゴム材料の幅方向に延びており、前記タイヤ用ゴム材料の幅よりも長く、
前記カット工程では、前記幅方向に直交する方向に関し、予め定められた距離ごとに前記第1カッターによって前記タイヤ用ゴム材料に切り込みを形成するか、または、前記タイヤ用ゴム材料を分割し、
前記第2カッターは、前記第1カッターに接続されるとともに前記幅方向に直交する方向に延びており、前記直交する方向の長さが前記予め定められた距離よりも長い、
請求項3に記載のタイヤの製造方法。
【請求項5】
前記第1カッターは、前記タイヤ用ゴム材料の幅方向に延びており、前記タイヤ用ゴム材料の幅よりも長く、
前記第2カッターは、前記幅方向に交差する方向に延びており、
前記カット工程は、前記タイヤ用ゴム材料が前記幅方向に動くことを規制する工程を含む、
請求項2に記載のタイヤの製造方法。
【請求項6】
ブロック状のタイヤ用ゴム材料を混錬する混錬装置と、
混錬前の前記タイヤ用ゴム材料の表面に切り込みを形成するカット装置と、
前記切り込みが形成された前記タイヤ用ゴム材料を前記混錬装置に搬送する搬送装置と、を備えた、
タイヤ製造装置。
【請求項7】
前記カット装置を制御する制御装置をさらに備え、
前記搬送装置は、前記カット装置を経由して前記混錬装置に前記タイヤ用ゴム材料を搬送するように構成され、
前記カット装置は、
前記搬送装置による前記タイヤ用ゴム材料の搬送方向に交差する交差方向に延び、前記交差方向の長さが前記タイヤ用ゴム材料よりも長い第1カッターと、
第2カッターと、
前記第1カッターおよび前記第2カッターを保持する保持部材と、
前記搬送装置上の前記タイヤ用ゴム材料に向かうように前記保持部材を移動させる駆動装置と、を備え、
前記第2カッターの先端部は、前記駆動装置による移動方向に関して前記第1カッターの先端部よりも後退しており、
前記制御装置は、前記第1カッターが前記タイヤ用ゴム材料を分割し、かつ、前記第2カッターが非切断部分を残して前記タイヤ用ゴム材料を切り前記切り込みを形成するような距離だけ、前記第1カッターおよび前記第2カッターを移動させる第1制御部を備えている、
請求項6に記載のタイヤ製造装置。
【請求項8】
前記制御装置は、非切断部分を残すような距離だけ前記第1カッターを移動させ、前記第1カッターによっても前記切り込みの一部を形成する第2制御部を備えている、
請求項7に記載のタイヤ製造装置。
【請求項9】
前記制御装置は、前記搬送装置を制御する第3制御部を備え、
前記第3制御部は、前記搬送方向の予め定められた距離ごとに前記タイヤ用ゴム材料の搬送を停止させるように構成され、
前記第1制御部または前記第2制御部は、前記タイヤ用ゴム材料の搬送が停止しているときに前記駆動装置を駆動し、前記搬送方向の前記予め定められた距離ごとに前記第1カッターによって前記タイヤ用ゴム材料を分割するか、または前記タイヤ用ゴム材料に切り込みを形成し、
前記第2カッターは、前記第1カッターに接続されるとともに前記搬送方向に延びており、前記搬送方向の長さが前記予め定められた距離よりも長い、
請求項8に記載のタイヤ製造装置。
【請求項10】
前記第2カッターは、前記搬送方向に延びており、
前記搬送装置は、前記搬送方向に直交する直交方向に前記タイヤ用ゴム材料が動くことを規制する規制部材を備えている、
請求項7に記載のタイヤ製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タイヤの製造方法、および、タイヤ製造装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
例えば特許文献1には、ブロック状のポリマー(天然ゴムや合成ゴム)を計量して、シリカ、カーボン、オイル等の配合剤ともにバンバリーミキサーで混錬し、タイヤ用ゴム材料を製作する方法が開示されている。特許文献1に記載の方法は、ポリマーの表面積を増やしシリカが速やかにポリマーに取り込まれるように、ブロック状のポリマーを細分化する工程を含んでいる。
【先行技術文献】
【特許文献】
【0003】
特開2016-008257号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ブロック状のタイヤ用ゴム材料を細分化すれば、シリカの取り込みが促進されるばかりでなく、タイヤ用ゴム材料の混錬時間の短縮にも繋がる。しかし、混錬前のタイヤ用ゴム材料を細分化すると、例えば、細分化されたタイヤ用ゴム材料が散らばりやすくなる等、搬送上の問題が生じる場合がある。
【0005】
ここでは、タイヤ用ゴム材料の混錬時間を短縮でき、かつ、混錬前のタイヤ用ゴム材料を良好に搬送できるタイヤの製造方法を提案する。また、タイヤ用ゴム材料の混錬時間を短縮でき、かつ、混錬前のタイヤ用ゴム材料を良好に搬送できるタイヤ製造装置を提案する。
【課題を解決するための手段】
【0006】
ここに開示するタイヤの製造方法は、ブロック状のタイヤ用ゴム材料を用意する準備工程と、前記タイヤ用ゴム材料の表面に切り込みを形成するカット工程と、前記切り込みが形成されたタイヤ用ゴム材料を混練する混錬工程と、を含む。
【0007】
また、ここに開示するタイヤ製造装置は、ブロック状のタイヤ用ゴム材料を混錬する混錬装置と、混錬前の前記タイヤ用ゴム材料の表面に切り込みを形成するカット装置と、前記切り込みが形成された前記タイヤ用ゴム材料を前記混錬装置に搬送する搬送装置と、を備える。
【0008】
上記タイヤの製造方法およびタイヤ製造装置によれば、混錬前のタイヤ用ゴム材料の表面に切り込みを形成することにより、タイヤ用ゴム材料を細分化することなく、混錬時間を短縮できる。そのため、上記タイヤの製造方法およびタイヤ製造装置によれば、タイヤ用ゴム材料の混錬時間を短縮でき、かつ、混錬前のタイヤ用ゴム材料を良好に搬送できる。
【図面の簡単な説明】
【0009】
タイヤの断面図である。
タイヤの製造工程の一部を示す工程図である。
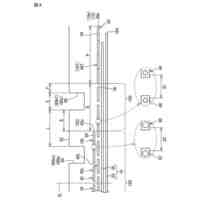
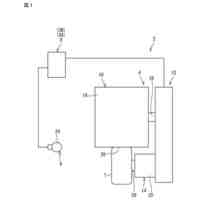
搬送混錬装置の模式的な側面図である。
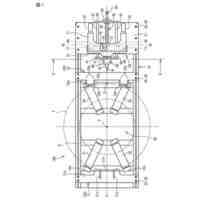
搬送混錬装置の模式的な平面図である。
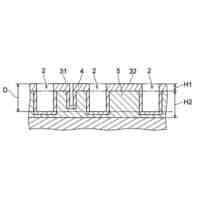
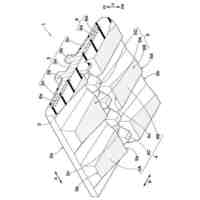
カット装置の主要部の模式的な斜視図である。
搬送混錬装置の制御ブロック図である。
分割され、かつ、切り込みが形成されたポリマーブロックの模式的な斜視図である。
カット装置の主要部の模式的な斜視図であって、ポリマーブロックを分割しない場合を示す図である。
切り込みが形成され、分割はされなかったポリマーブロックの模式的な斜視図である。
【発明を実施するための形態】
【0010】
以下、一実施形態に係るタイヤ製造装置およびタイヤの製造方法を図面に基づいて説明する。なお、本発明は以下の実施形態に限定されない。各図面は模式的に描かれており、必ずしも実物を反映していない。各図面は、一例を示すのみであり、特に言及されない限りにおいて本発明を限定しない。また、同一の作用を奏する部材・部位には、適宜に同一の符号を付し、重複する説明を省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友ゴム工業株式会社
タイヤ
3日前
住友ゴム工業株式会社
タイヤ
4日前
住友ゴム工業株式会社
タイヤ
4日前
住友ゴム工業株式会社
弾性クローラ
3日前
住友ゴム工業株式会社
弾性クローラ
3日前
住友ゴム工業株式会社
空気入りタイヤ
3日前
住友ゴム工業株式会社
重荷重用タイヤ
3日前
住友ゴム工業株式会社
重荷重用タイヤ
4日前
住友ゴム工業株式会社
ポリマー被覆ガラス基材
3日前
住友ゴム工業株式会社
シーラントタイヤの試験装置
5日前
住友ゴム工業株式会社
エラストマー組成物及びタイヤ
4日前
住友ゴム工業株式会社
タイヤの損傷発生の検知方法及び検知装置
3日前
個人
3次元造形装置
8か月前
東レ株式会社
溶融紡糸設備
17日前
東レ株式会社
金型の製造方法
5か月前
東レ株式会社
シート成形口金
5か月前
津田駒工業株式会社
連続成形機
4か月前
東レ株式会社
積層基材の製造方法
7か月前
世紀株式会社
造形装置
6か月前
輝創株式会社
接合方法
5か月前
帝人株式会社
成形体の製造方法
4日前
東レ株式会社
延伸フィルムの製造方法
5か月前
グンゼ株式会社
印刷層の除去方法
5か月前
六浦工業株式会社
接着装置
5か月前
株式会社吉野工業所
計量キャップ
6か月前
KTX株式会社
シェル型の作製方法
10日前
トヨタ自動車株式会社
真空成形方法
1か月前
株式会社城北精工所
押出成形用ダイ
3か月前
個人
超高速射出点描画による熱溶解積層法
5か月前
ダイハツ工業株式会社
3Dプリンタ
7か月前
株式会社アフィット
粉末焼結積層造形装置
7か月前
トヨタ自動車株式会社
真空成形装置
2か月前
大塚テクノ株式会社
樹脂製の構造体
3か月前
小林工業株式会社
振動溶着機
17日前
東レ株式会社
リーフディスク型フィルター
6か月前
ヒロホー株式会社
搬送容器の製造方法
10日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ