TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024083095
公報種別
公開特許公報(A)
公開日
2024-06-20
出願番号
2022197414
出願日
2022-12-09
発明の名称
樹脂材料の押出供給装置、樹脂材料の押出供給方法、樹脂成形体の製造方法、及びプログラム
出願人
日東電工株式会社
代理人
弁理士法人青藍国際特許事務所
,
個人
,
個人
主分類
B29C
48/92 20190101AFI20240613BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】異物の混入を防いで品質を維持しつつ、樹脂成形体の生産性を向上させることに適した、樹脂材料の押出供給装置を提供する。
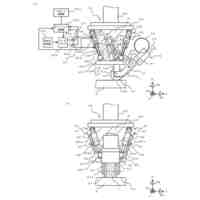
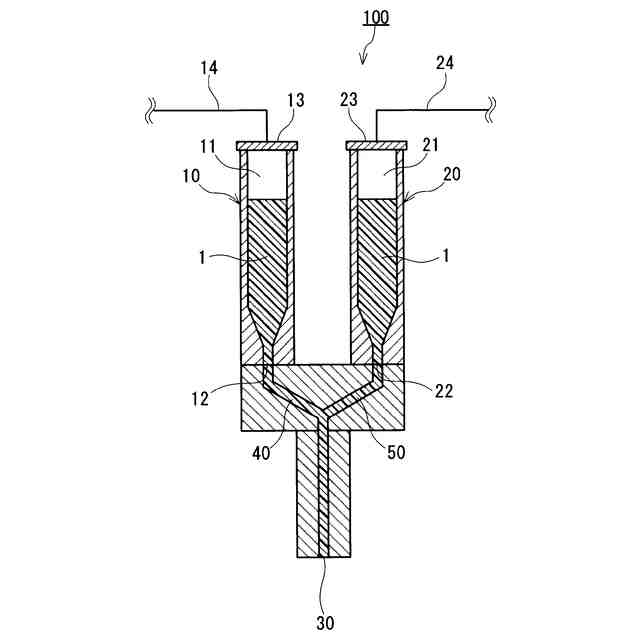
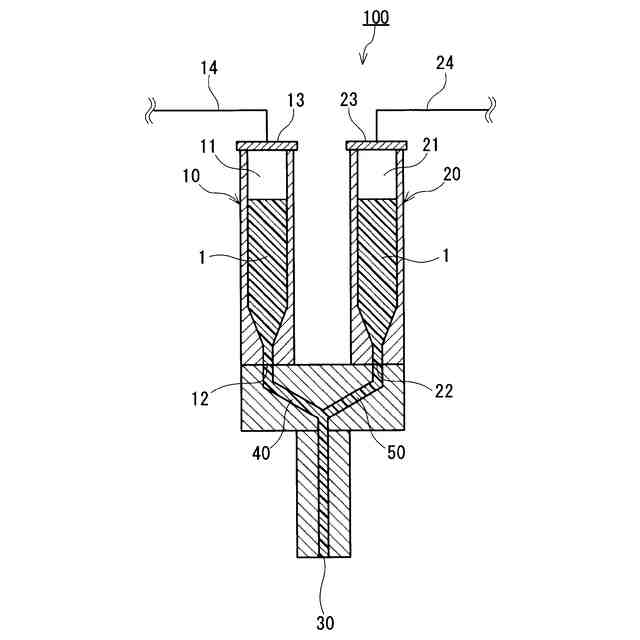
【解決手段】本発明は、第1~第Nの樹脂材料収容部と、溶融した樹脂材料を装置外に押し出すための吐出口と、第1~第Nの配管と、を備える。第1~第Nの樹脂材料収容部のそれぞれは、前記樹脂材料を収容するための内部空間と、溶融した前記樹脂材料を排出するための開口とを有する。第1~第Nの樹脂材料収容部の前記開口は、それぞれ、第1~第Nの配管によって前記吐出口と連結されている。第1~第Nの配管は、それぞれ個別に温度制御可能である。第1~第Nの配管の温度が制御されて配管内部の前記樹脂材料の温度が制御されることによって、第1~第Nの配管の流路の閉鎖と連通とが切り替えられる。Nの値は、2以上の整数であり、例えば2である。
【選択図】図1
特許請求の範囲
【請求項1】
第1~第Nの樹脂材料収容部と、
溶融した樹脂材料を装置外に押し出すための吐出口と、
第1~第Nの配管と、
を備え、
前記Nの値は、2以上の整数であり、
前記第1~第Nの樹脂材料収容部のそれぞれは、前記樹脂材料を収容するための内部空間と、溶融した前記樹脂材料を排出するための開口とを有し、
前記第1~第Nの樹脂材料収容部の前記開口は、それぞれ、前記第1~第Nの配管によって前記吐出口と連結されており、
前記第1~第Nの配管は、それぞれ個別に温度制御可能であり、
前記第1~第Nの配管の温度が制御されて配管内部の前記樹脂材料の温度が制御されることによって、前記第1~第Nの配管の流路の閉鎖と連通とが切り替えられる、
樹脂材料の押出供給装置。
続きを表示(約 1,300 文字)
【請求項2】
前記押出供給装置の運転時において、前記第1~第Nの配管のうち少なくともいずれか1つの配管の流路が連通しているように、前記第1~第Nの配管の温度が制御される、
請求項1に記載の押出供給装置。
【請求項3】
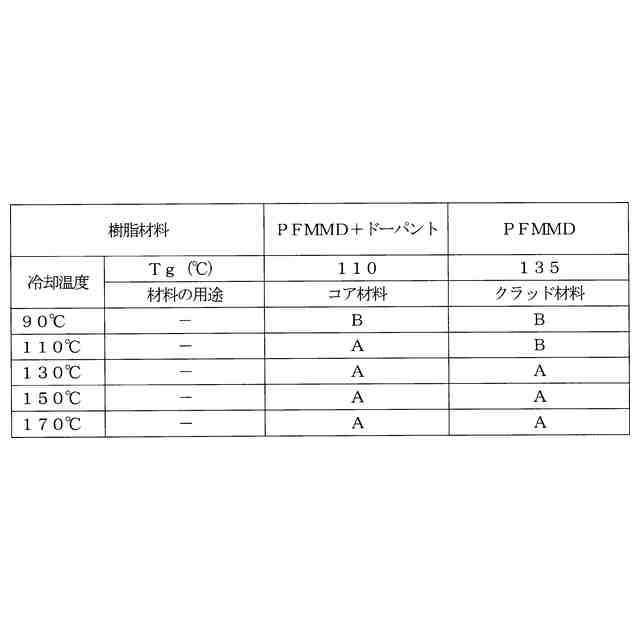
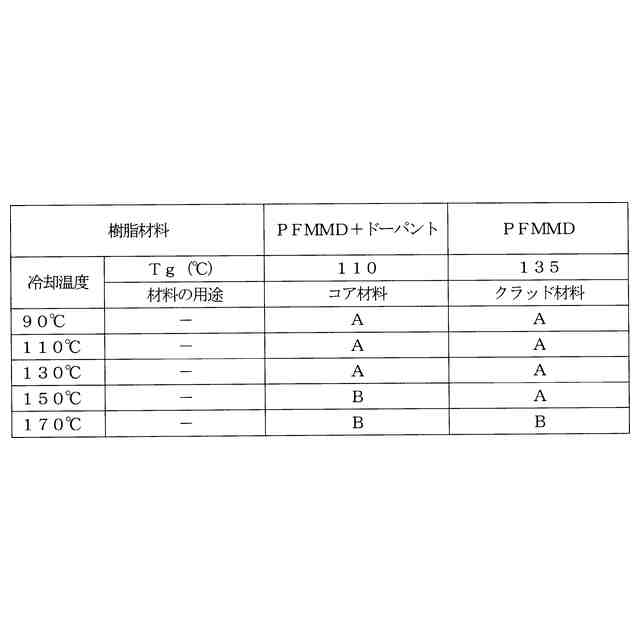
前記樹脂材料のガラス転移温度をTgと表す場合、前記押出供給装置の運転時において、
前記第1~第Nの配管のうち第Lの配管(Lの値は、1≦L≦Nを満たす少なくとも1つの整数)が、前記樹脂材料が溶融する温度に維持され、かつ
前記第1~第Nの配管のうち前記第Lの配管を除く他の配管が、Tg-20℃以上かつTg+40℃以下の範囲内の温度に維持される、
請求項2に記載の押出供給装置。
【請求項4】
前記Lの値は、1≦L≦Nを満たす1つの整数である、
請求項3に記載の押出供給装置。
【請求項5】
前記第1~第Nの配管の直径は、6mm以上かつ12mm以下である、
請求項1に記載の押出供給装置。
【請求項6】
前記第1~第Nの配管の長さは、10cm以上かつ60cm以下である、
請求項1に記載の押出供給装置。
【請求項7】
請求項1に記載の押出供給装置を用いて樹脂材料を押出供給する方法であって、
前記第1~第Nの配管の温度を制御することによって、前記第1~第Nの配管における流路の閉鎖と連通とを切り替えて、第1~第Nの樹脂材料収容部に収容された前記樹脂材料を、第1~第Nの樹脂材料収容部から順次連続して前記吐出口から押し出す、
樹脂材料の押出供給方法。
【請求項8】
(A)前記第1~第Nの配管のうち第Lの配管(Lの値は、1≦L≦Nを満たす少なくとも1つの整数)の温度を流路が連通する温度に設定して、前記第Lの配管に連結された第Lの樹脂材料収容部に収容されている前記樹脂材料を前記吐出口から押し出すことと、
(B)前記第Lの樹脂材料収容部からの前記樹脂材料の供給開始から第1の所定時間の経過後であって、かつ第2の所定時間に達する前に、前記第Lの配管の温度を流路が閉鎖する温度に設定し、かつ第Mの配管(Mの値は、Lを除く1≦M≦Nを満たす少なくとも1つの整数)の温度を流路が連通する温度に設定して、前記第Mの配管に連結された第Mの樹脂材料収容部に収容されている前記樹脂材料を前記吐出口から押し出すことを開始することと、
を含む、請求項7に記載の押出供給方法。
【請求項9】
前記樹脂材料のガラス転移温度をTgと表す場合、
前記第1~第Nの配管において、流路を連通させるときは配管温度を前記樹脂材料が溶融する温度に設定し、流路を閉鎖するときは配管温度をTg-20℃以上かつTg+40℃以下の範囲内の温度に設定する、
請求項7に記載の押出供給方法。
【請求項10】
請求項7~9のいずれか1項に記載の押出供給方法によって溶融した樹脂材料を押し出して、前記樹脂材料を所定の形状に成形すること、
を含む、樹脂成形体の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂材料の押出供給装置、樹脂材料の押出供給方法、樹脂成形体の製造方法、及びプログラムに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
プラスチック光ファイバー(以下、「POF」と記載する。)などのファイバー状の樹脂成形体を製造する方法の一例として、溶融紡糸法が知られている。溶融紡糸法では、例えば、加熱溶融された樹脂材料を押出供給装置から押し出し、押し出された樹脂材料を所定の形状を有するノズルに通過させる等することによって、ファイバー状に成形する。
【0003】
押出供給装置は、通常、樹脂材料を収容する収容部と、収容部内の溶融した樹脂材料を装置外に押し出すための吐出口と、を備えている。例えば、収容部にロッド状の樹脂材料を収納し、その樹脂材料を加熱溶融し、溶融された樹脂を吐出口から装置外に押し出す。このような一般的な押出供給装置では、収容された一ロッド分の樹脂材料が消費されると、押出供給装置を一旦停止した上で、新たな樹脂材料を収容部に充填する、あるいは、収容部が押出供給装置本体から取り外し可能な構造である場合は、樹脂材料が収容された新たな収容部に取り換える、という作業を行わなければならなかった。この作業は、樹脂成形体の生産効率が低下する原因となっていた。
【0004】
特許文献1は、上記の生産性低下の問題を解決するために、連続的に稼働することができる原料供給機を提案している。特許文献1に開示されている原料供給機は、複数のホッパーと、アダプタとを備えている。各ホッパーは、樹脂材料を収納する原料収納部と、この原料収納部の先端側に設けられ、樹脂材料を加熱し溶融樹脂にする加熱溶融部とを具備し、溶融樹脂を加熱溶融部に形成された吐出口から押し出す。アダプタは、この吐出口から押し出された溶融樹脂を流入口から流入させて金型に排出する。複数のホッパーとアダプタとは、複数のホッパーの少なくともいずれか一の吐出口がアダプタの流入口に常時連通し、他の吐出口が閉塞するよう相対的に移動可能とされ、複数のホッパーのそれぞれの吐出口は、複数のホッパーとアダプタとの相対的な移動により、前記アダプタの流入口と連通した状態と、閉塞した状態とが切換えられる。
【0005】
特許文献1に開示されている原料供給機は、上記の構成により、一のホッパーにおいて樹脂材料が消費されてなくなった場合に、溶融樹脂の供給を中断させることなく他のホッパーに切り替えることができる。すなわち、特許文献1に開示されている原料供給機は、装置を停止することなく、樹脂材料を連続的に供給することができる。
【先行技術文献】
【特許文献】
【0006】
特許第5910475号明細書
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に開示されている原料供給機は、ホッパーを複数備え、かつそれら複数のホッパーとアダプタとの相対的な移動によって複数のホッパーのいずれかの吐出口がアダプタの流入口に常時連通するような構造を有することにより、樹脂材料を連続的に供給することができる。したがって、特許文献1に開示されている原料供給機によれば、樹脂成形体の生産効率を向上させることができる。
【0008】
しかし、特許文献1に開示されている原料供給機では、原料を供給するホッパーの切り替えを、アダプタの流入口に対して複数のホッパーの吐出口を相対的に移動させることによって行わなければならない。したがって、アダプタをホッパーに対して摺動させることとなるため、アダプタを構成する材料(例えば、金属材料)の成分が摺動異物として樹脂材料に混入してしまう。樹脂材料へのこのような異物の混入は、作製する樹脂成形体が光学用途に用いられる場合は特に、樹脂成形体の品質を低下させることになる。また、このような成形工程で樹脂材料に異物が混入してしまうと、その後のプロセスで異物を除去することができない。例えば光ファイバーの場合、ファイバー状に成形する段階で異物が混入すると、異物量が多い部分のみを選択的に切断して廃棄することができず、全部が使用できなくなる。このように、特許文献1に開示されている装置では、異物の混入を防いで品質を維持しつつ、樹脂成形体の生産性を向上させることが困難であった。
【0009】
そこで、本発明は、異物の混入を防いで品質を維持しつつ、樹脂成形体の生産性を向上させることに適した、樹脂材料の押出供給装置及び押出供給方法、並びに樹脂成形体の製造方法を提供することを目的とする。さらに、本発明は、その押出供給方法を実行するためのプログラムを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の第1の態様に係る樹脂材料の押出供給装置は、
第1~第Nの樹脂材料収容部と、
溶融した樹脂材料を装置外に押し出すための吐出口と、
第1~第Nの配管と、
を備え、
前記Nの値は、2以上の整数であり、
前記第1~第Nの樹脂材料収容部のそれぞれは、前記樹脂材料を収容するための内部空間と、溶融した前記樹脂材料を排出するための開口とを有し、
前記第1~第Nの樹脂材料収容部の前記開口は、それぞれ、前記第1~第Nの配管によって前記吐出口と連結されており、
前記第1~第Nの配管は、それぞれ個別に温度制御可能であり、
前記第1~第Nの配管の温度が制御されて配管内部の前記樹脂材料の温度が制御されることによって、前記第1~第Nの配管の流路の閉鎖と連通とが切り替えられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
10日前
東レ株式会社
シート成形口金
5か月前
東レ株式会社
金型の製造方法
5か月前
津田駒工業株式会社
連続成形機
3か月前
輝創株式会社
接合方法
5か月前
世紀株式会社
造形装置
6か月前
東レ株式会社
延伸フィルムの製造方法
5か月前
グンゼ株式会社
印刷層の除去方法
5か月前
六浦工業株式会社
接着装置
5か月前
トヨタ自動車株式会社
真空成形方法
1か月前
KTX株式会社
シェル型の作製方法
3日前
小林工業株式会社
振動溶着機
10日前
トヨタ自動車株式会社
真空成形装置
1か月前
個人
超高速射出点描画による熱溶解積層法
5か月前
株式会社城北精工所
押出成形用ダイ
3か月前
大塚テクノ株式会社
樹脂製の構造体
3か月前
東レエンジニアリング株式会社
立体造形方法
5か月前
NISSHA株式会社
加飾成形品の製造方法
2か月前
株式会社イクスフロー
成形装置
2か月前
UBEマシナリー株式会社
シミュレータ装置
5か月前
株式会社スリーエス
光造形装置
1か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
東レ株式会社
二軸配向ポリエステルフィルム
3日前
ヒロホー株式会社
搬送容器の製造方法
3日前
株式会社日本製鋼所
プリプレグ製造装置
2か月前
東レエンジニアリング株式会社
テープ貼付装置
3か月前
株式会社アルコム
射出成形用金型及び成形方法
5か月前
株式会社日本製鋼所
プリプレグ製造装置
2か月前
トヨタ自動車株式会社
接合体の製造方法
5か月前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
4か月前
株式会社松浦機械製作所
三次元成形方法
1か月前
旭化成株式会社
装置
2か月前
旭化成株式会社
装置
2か月前
株式会社カネカ
成形体の製造方法、及び成形体
5か月前
トヨタ自動車株式会社
炭素繊維回収方法
1か月前
東レエンジニアリング株式会社
テープ貼付装置
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ